滌綸POY成型卷繞工藝探討
2016-06-28 05:55:47王哲
科技與創新 2016年11期
王哲
摘 要:主要對滌綸POY成型卷繞工藝進行了探討,從接觸壓力、卷繞角和超喂、干擾振幅與頻率角度進行了分析,希望能給有需要的人提供幫助。
關鍵詞:滌綸;卷繞工藝;接觸壓力;卷繞角
中圖分類號:TQ340.6 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2016.11.150
文章編號:2095-6835(2016)11-0150-01
滌綸POY卷繞成型的質量與POY原絲條干等預取向性絲質、POY包裝運輸等有著直接的聯系,可能會影響加工時原絲的退繞性能和拉伸變絲的染色均勻性。由此可見,掌握正確的卷繞工藝是保證滌綸POY成型質量的重要方法。
1 接觸壓力
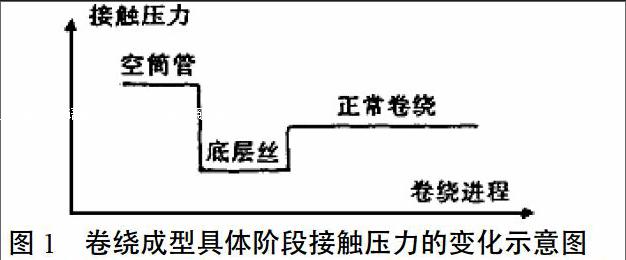
以SW46-1S系列卷繞頭為例,該系列卷繞頭的卡盤都是從動的,其卷繞成型的方式主要是通過摩擦輥與筒子之間的摩擦而形成的。但是,在卷繞的過程中,絲餅直徑會不斷加大。這就意味著可以根據卷繞成型的具體階段在卷繞頭上設計不同的接觸壓力,具體如圖1所示。
當空筒管開始啟動時,摩擦輥會帶動卡盤逐漸達到工藝速度,因此,這時的壓力一定要滿足其應有的條件,從而使卡盤盡快達到工藝速度。在生頭的過程中,繞底層絲會受到紙管材質、油劑性能的影響。這時,壓力一定要小,否則很有可能使底層絲條受到損傷,嚴重情況下,甚至會出現纏絲、斷頭等現象。這一壓力作為確保底層絲質量的重要因素,只有加強對其的控制,才能夠避免一些損傷現象的出現。這里的壓力作用使得絲餅只有20 mm的厚度。絲餅厚度可以根據行程開關的具體要求來調整,尤其是可以根據絲餅底層絲的實際卷繞程度及其相應的加工效果來調整。在正常卷繞的過程中,壓力的大小往往能夠直接決定絲餅的硬度。壓力越大,卷繞絲餅的硬度自然就越高;壓力越小,絲餅的硬度也就越低。正常情況下,卷繞時的壓力高于底層絲的壓力,但低于空筒管的壓力。這樣能夠保證絲餅的肖氏硬度在55~70之間,從而獲得更好的外觀和退繞性能。
在正常卷繞和繞底層絲時,SW46-1S系列卷繞頭所有的接觸壓力都是無法直接調整的,因此,在卷繞控制柜上,可以為其設計壓空壓力P2和P3。這樣一來,卷繞時,可以通過調節P2和P3調整接觸壓力,其實際接觸壓力是卷繞頭自重與壓空作用氣缸之間產生的反作用力差值,具體為:底層絲接觸壓力=卷繞頭自重-P3作用氣缸產生的反作用力;正常卷繞接觸壓力=卷繞頭自重-P2作用氣缸產生的反作用力。
2 卷繞角和超喂
絲餅的卷繞成型角度往往能夠直接影響絲餅的成型質量。如果卷繞角度過小,那么絲束之間幾乎已經形成了平行堆砌,尤其是在接觸壓力的作用下,絲束逐漸向兩端滑移,導致筒子出現成型不良的現象,嚴重時,甚至會出現塌邊現象。即便合理地加大卷繞角能夠暫時防止卷繞筒子出現塌邊現象,但是因卷繞角過大,絲條很容易在卷繞過程中甩出斷面,繼而形成了蛛網絲,并且很有可能使得橫動導絲器往返頻率過高,絲束與橫動導絲器之間的摩擦頻率加大,對絲條造成不可挽回的損傷。通常情況下,卷繞角度可以設置為7°。超喂與卷繞成型之間的關系為:只要超喂率增加,那么卷繞角自然也會增加,蛛網絲出現的概率也就更大;反之,超喂率過小會使得硬度增加,進而影響退繞性能。由此可見,當纖度為270 dtex時,可以將超喂率控制在3.5~5.5之間。實際生產過程中,可以根據產品的實際需求和產品品質的總纖度選擇相應的超喂值。總之,如果纖度較大,可適當增加超喂率;如果纖度較小,可適當減少超喂率。這樣就能避免導絲器對絲條造成損傷和影響。
3 干擾振幅與頻率
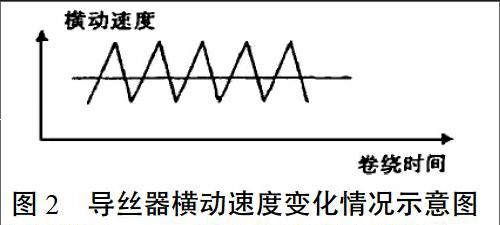
以SW46型卷繞機為例,可以使用隨機卷繞的方式。也就是說,在摩擦驅動輥線速度不發生任何變化的情況下,卷繞輥的速度會隨著直徑的增加而出現下降的現象。如果輔助槽輥的速度不變,即橫動系統不發生任何變化,只要卷繞比im達到整數,那么絲條就可以在筒子上重疊一次,自然也就形成了無數密集的凸筋和深槽,很容易影響條干的均勻性和染色的均勻性。要想改善絲餅的成型情況,避免絲條出現疊絲情況,那么就必須在輔助槽輥的基礎上為其增加一個干擾信號,使其形成一個三角波形,自然而然也就能使導絲器橫動速度出現變化。圖2所示為導絲器橫動速度的變化情況。
在實際生產過程中,一般會將振幅控制在0.8~1.5之間,頻率在10~15周之間。需要注意的是,振幅不能過大,否則會使蛛網絲和凸肩的形成出現問題。但是,隨著工藝狀況和生產品種的變化,只要能夠適當調整振幅頻率,那么就能得到好的成型外觀。
4 結束語
綜上所述,本文就滌綸POY成型卷繞工藝進行了詳細的分析,得知滌綸POY卷繞成型質量與滌綸POY包裝運輸等有著直接的聯系,甚至有可能會影響染色的均勻程度。因此,要想得到好的成型外觀,那么就必須掌握最基本的滌綸POY卷繞成型技術,尤其是要能夠正確控制卷繞工藝參數,這樣才能提高滌綸POY卷繞工藝的技術水平。
參考文獻
[1]晏金龍.熔體直紡205 dtex/192f細旦扁平滌綸的開發[J].合成纖維,2012(12):37-39.
[2]雷端明.滌綸超細纖維生產[J].廣東化纖,1995(03):1-8.
[3]孫彩艷.滌綸POY生產工藝的改進對DTY產品的指標影響[J].中國紡織,2014(02):126-128.
[4]郭成越,方千瑞,李岳春,等.熔體直紡275 dtex/288根細旦滌綸POY生產工藝[J].絲綢,2014(06):1-5.
〔編輯:劉曉芳〕
