齒圈高頻淬火硬度、層深的影響因素分析
2016-06-28 05:21:28楊輝劉亞輝祁偉李進(jìn)萍
科技與創(chuàng)新 2016年11期
楊輝+劉亞輝+祁偉+李進(jìn)萍
摘 要:簡要分析了材料、壓力、介質(zhì)溫度、感應(yīng)器結(jié)構(gòu)和工藝參數(shù)等對(duì)齒圈的影響,闡述了齒圈熱處理過程中出現(xiàn)的問題,并采取合理、有效的方法解決它,以提高零件加工的合格率。
關(guān)鍵詞:齒圈;感應(yīng)器;淬火;溫度
中圖分類號(hào):TG156.3 文獻(xiàn)標(biāo)識(shí)碼:A DOI:10.15913/j.cnki.kjycx.2016.11.122
文章編號(hào):2095-6835(2016)11-0122-02
飛輪齒圈是經(jīng)過加熱后鑲在飛輪外緣上的,它冷卻之后會(huì)緊固在飛輪外緣上,并與起動(dòng)機(jī)齒輪嚙合,以帶動(dòng)曲軸旋轉(zhuǎn),啟動(dòng)發(fā)動(dòng)機(jī)。
近期,某公司齒圈熱處理工序出現(xiàn)部分齒圈按照工藝參數(shù)進(jìn)行淬火后硬度、淬硬層深偏低的情況,嚴(yán)重影響了齒圈的制造質(zhì)量。鑒于此,專門成立了專項(xiàng)工作組查證、分析、解決這類質(zhì)量問題。
齒圈技術(shù)要求,材料為45#,硬度為HRC48-56,齒根處淬硬深度為0.5~2.0 mm。
1 影響淬火的因素分析
1.1 毛坯材料
檢測齒圈毛坯的成分后,結(jié)果顯示,齒圈成分合格。但是,在抽檢過程中發(fā)現(xiàn),齒圈毛坯的基體組織為鍛造態(tài)齒圈,這嚴(yán)重違反了圖紙的設(shè)計(jì)要求,即正火態(tài)HB170-210,所以,要求廠家立即修改。正火的目的是使晶粒細(xì)化,使碳化物分布均勻,去除材料的內(nèi)應(yīng)力,穩(wěn)定工件的尺寸,防止變形與開裂。另外,還要采取感應(yīng)加熱方法進(jìn)行表面淬火前的預(yù)備處理,使淬火后的層深無法深入。
1.2 感應(yīng)器噴水壓力
相關(guān)工藝要求感應(yīng)器噴水壓力為0.2 MPa,但是,其實(shí)際壓力最低為0.05 MPa,噴水壓力不足。這樣,熱量瞬時(shí)就會(huì)被帶走,從而降低冷卻速率,影響組織轉(zhuǎn)變,導(dǎo)致齒圈淬硬層深度不夠。出現(xiàn)這種情況的主要原因是:①冷卻水管路堵塞,再加上水泵電機(jī)長期使用,功率損耗增大。當(dāng)壓力調(diào)節(jié)閥開至最大時(shí),壓力表顯示0.18 MPa,噴水時(shí),壓力表顯示0.05 MPa。②因?yàn)楫?dāng)?shù)厮|(zhì)比較硬,所以,長時(shí)間使用感應(yīng)器,其噴水孔會(huì)結(jié)垢,導(dǎo)致部分噴水孔水量減少,嚴(yán)重時(shí)還會(huì)堵塞。③現(xiàn)場出現(xiàn)了3種結(jié)構(gòu)不一致的感應(yīng)器,噴水孔排列方式、數(shù)量都不一樣。
鑒于此,可采取以下措施:①檢修水泵電機(jī),清理、沖洗管路內(nèi)壁,保證其流量;②定期使用草酸液浸泡感應(yīng)器,為其除垢,并疏通噴水孔;③確認(rèn)感應(yīng)器結(jié)構(gòu)的唯一性和有效性,規(guī)定使用交叉5孔感應(yīng)器,不得隨意更換。
1.3 淬火介質(zhì)溫度
淬火介質(zhì)冷卻水的溫度變化比較大,齒圈淬火設(shè)備使用的冷卻水沒有外部冷卻裝置,依靠儲(chǔ)水箱自行降溫。11月份,從齒圈淬火開始加工,水箱內(nèi)的水溫接近室溫,為8~10 ℃;加工100件后,水溫升至20 ℃;繼續(xù)加工,最終水溫為33~35 ℃。8月份,從齒圈淬火開始加工,水箱內(nèi)的水溫接近室溫,為30~35 ℃;加工100件后,水溫升至40 ℃;繼續(xù)加工,最終水溫為45~50 ℃。冷卻水溫下降速度緩慢,如果換熱不及時(shí),水溫會(huì)逐漸升高,導(dǎo)致齒圈的整體硬度偏低。
1.4 調(diào)整感應(yīng)器
夾具不正,齒圈與感應(yīng)器存在偏心或高低不平的情況,導(dǎo)致齒圈裝夾定位后,存在局部間隙較大、加熱速率慢、噴水距離遠(yuǎn)的問題,最終影響齒圈的整體硬度和層深。鑒于此,要更換新感應(yīng)器,避免因?yàn)榕f感應(yīng)器使用時(shí)間過長而增加功率損耗,降低齒圈的加熱溫度和加熱深度。同時(shí),要調(diào)整感應(yīng)器與夾具的同心度,消除夾具與感應(yīng)器之間存在的偏心量,優(yōu)化齒圈邊緣與感應(yīng)器的間隙,使其更加均勻。齒尖距離感應(yīng)器內(nèi)表面尺寸為(4.9±0.5)mm。
在這項(xiàng)工作中,可以利用打表測量夾具的平面度,采取臨時(shí)加墊銅皮(長久措施堆焊、打磨)的方式,使齒圈厚度與感應(yīng)器之間的對(duì)中性更加均勻,防止齒圈端面凸出感應(yīng)器平面。調(diào)整感應(yīng)器后,齒圈兩端面距離其平面(2.5±0.5)mm。
1.5 調(diào)整工藝參數(shù)
經(jīng)過一系列的調(diào)整,相關(guān)工藝參數(shù)為:①在工藝規(guī)定范圍內(nèi),將感應(yīng)電源功率由428~432 kW調(diào)至440~445 kW,測得齒圈硬度無明顯變化。②調(diào)整加熱時(shí)間和冷卻時(shí)間,由加熱24 s、噴水9 s提升至加熱25 s、噴水13 s,測得齒圈硬度高點(diǎn)提升約3HRC。③在相同的工藝參數(shù)下,測得不同廠家的毛坯齒圈的硬度和寬度區(qū)間基本一致,低點(diǎn)為41.5~42.5 HRC,高點(diǎn)為53~55 HRC。由此可以判斷,A廠家齒圈低于48 HRC點(diǎn)偏多,占60%,B廠家和C廠家齒圈低于48 HRC點(diǎn)的占30%.④在相同參數(shù)、相同毛坯的情況下,水溫越低,硬度、寬度范圍越窄,硬度值整體偏高。⑤在相同參數(shù)、毛坯、水溫情況下,堆放冷卻和單獨(dú)冷卻對(duì)齒圈硬度的影響甚微。
1.6 淬火加熱溫度
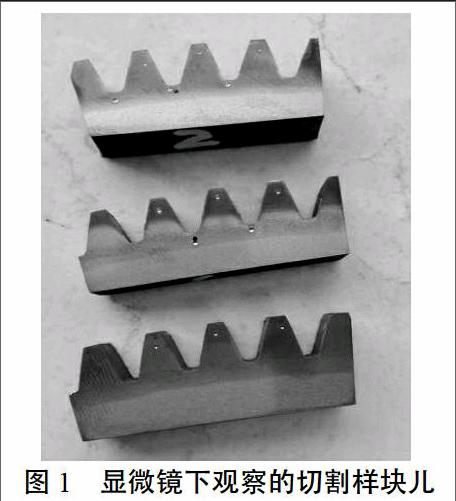
由檢測結(jié)果和顯微鏡下觀察的切割樣塊兒(圖1)可知,齒圈齒內(nèi)含有游離鐵素體,未完全轉(zhuǎn)化為馬氏體。這是淬火加熱溫度不足所致,所以,要采取相應(yīng)的措施延長加熱時(shí)間。第一次加熱,時(shí)間由24 s延長至27 s,使用紅外測溫儀測得齒圈的表面溫度約為630 ℃,切割檢測結(jié)果為齒根無層深,鐵素體依然存在。第二次加熱,時(shí)間由27 s延長至30 s,使用紅外測溫儀測得齒圈的表面溫度約為670 ℃,結(jié)果依然是齒頂有鐵素體,齒根馬氏體較少。考慮到繼續(xù)加熱會(huì)導(dǎo)致齒圈嚴(yán)重變形,因此,無法繼續(xù)調(diào)整工藝參數(shù)。
2 改進(jìn)措施
鑒于上述情況,可采取以下措施:①加強(qiáng)對(duì)毛坯熱處理過程的控制,禁止鍛態(tài)毛坯混入合格品中;②改造齒圈儲(chǔ)水箱,在其外部增加換熱器,以加快水溫的冷卻速度;③改造水泵和管路系統(tǒng),更換更大型號(hào)的水泵電機(jī)和與之匹配的管路,以提升噴水壓力;④調(diào)整感應(yīng)器夾具,并定期測量、檢測,發(fā)現(xiàn)夾具偏心或高低不平時(shí),要及時(shí)調(diào)整;⑤調(diào)整工藝參數(shù),將加熱時(shí)間由24 s調(diào)至25 s,噴水間隙由0.5 s調(diào)至0.8 s,冷卻時(shí)間由9 s調(diào)至11 s,并根據(jù)外部環(huán)境的變化和毛坯材料一致性控制的不同隨時(shí)調(diào)整工藝參數(shù)。
3 結(jié)論
齒圈高頻淬火不合格主要是感應(yīng)器與夾具不對(duì)正導(dǎo)致的。感應(yīng)器結(jié)構(gòu)改變,導(dǎo)致加熱溫度不夠,冷卻速度減慢。本文全面分析了齒圈淬火超差的原因,為解決這類質(zhì)量問題提出了一種解決思路。這樣,有利于后續(xù)改進(jìn)工作的順利進(jìn)行,而且還能防止同類情況再次發(fā)生,避免造成更大的損失。
參考文獻(xiàn)
[1]胡光立,謝希文.鋼的熱處理原理和工藝[M].西安:西北工業(yè)大學(xué)出版社,2008.
〔編輯:白潔〕
