燒結豎罐床層內的空隙率分布特性
2016-06-24 07:13:20馮軍勝董輝曹崢王愛華東北大學國家環境保護生態工業重點實驗室遼寧沈陽089鞍鋼股份有限公司遼寧鞍山4000
中南大學學報(自然科學版) 2016年1期
馮軍勝,董輝,曹崢, 王愛華(.東北大學 國家環境保護生態工業重點實驗室,遼寧 沈陽,089;.鞍鋼股份有限公司,遼寧 鞍山,4000)
?
燒結豎罐床層內的空隙率分布特性
馮軍勝1,董輝1,曹崢2, 王愛華1
(1.東北大學國家環境保護生態工業重點實驗室,遼寧沈陽,110819;2.鞍鋼股份有限公司,遼寧鞍山,114000)
摘要:采用注水法并結合斷層圖像分析法對燒結礦床層內平均空隙率和徑向空隙率分布規律進行研究,考察床層幾何因子對床層平均空隙率的影響,以及在不同床層幾何因子條件下,床層徑向空隙率分布規律。研究結果表明:影響床層空隙率分布的主要因素為燒結礦顆粒直徑和豎罐直徑。其中,在較小床層幾何因子(D/dp<120)條件下,燒結礦顆粒直徑不變時,床層平均空隙率隨床層直徑的增大而減小;反之,床層平均空隙率不隨顆粒直徑和罐體直徑的變化而變化;床層空隙率在壁面處達到最大值,并向床層中心衰減,在床層中心處達到最小值。
關鍵詞:燒結礦;填充床;固定床;床層幾何因子;空隙率
燒結過程余熱資源高效回收與利用是降低燒結工序能耗的主要途徑之一[1?2]。燒結余熱豎罐式回收是針對于傳統燒結余熱回收系統的弊端[3],借鑒干熄焦爐的結構和工藝提出的一種燒結礦余熱高效回收方式[4?5],其具有漏風率低、氣固熱交換充分、出口熱載體能級高等優點。就結構特點而言,燒結余熱回收豎罐是一種散料床式氣固逆流熱交換裝置,豎罐床層內氣流阻力特性和氣固傳熱特性是決定燒結余熱罐式回收可行性的2個關鍵問題,而床層空隙率分布是影響床層內氣體流動,進而影響氣流阻力特性和氣固傳熱特性的核心因素。近年來,許多學者為探索床層內空隙率分布規律進行大量工作。GOVINDARAO 等[6]采取幾何計算的方法來預測空隙率分布;MUELLER[7]對前人的研究成果進行了總結,得到了僅包含1個方程的經驗模型,該模型考慮了空隙率的衰減分布,并引入了床層幾何因子(D/dp,其中,D 為床層直徑,dp為顆粒平均粒徑),即考慮床層直徑與顆粒粒徑的比值對空隙率變化的影響。隨后 MUELLER[8]又通過實驗提出了1個經驗公式,但該公式不能與床層邊緣附近的空隙率波動很好地吻合;NGUYEN等[9]采用核磁共振成像技術測定均勻顆粒條件下填充床內空隙率分布;KUBIE[10]研究了非均勻顆粒條件下隨機填充床壁面區域的空隙率分布。此外,一些學者還采用其他方法對床層空隙率分布進行了研究[11?14]。由于燒結礦形狀的嚴重不均勻性,造成了燒結礦顆粒形狀因子(球形度)較小,而燒結豎罐內徑較大,使得罐體內床層幾何因子(床層直徑與顆粒粒徑之比)也較大,這2種情況給研究燒結礦床層空隙率分布規律增加了很大的難度。迄今為止,有關固定床層內空隙率分布的研究對象主要為球體或者形狀均勻的顆粒,關于燒結礦這種形狀嚴重不均勻,顆粒形狀因子較小,同時罐體床層幾何因子較大的床層空隙率分布研究較少,為此,本文作者通過實驗的手段,研究燒結床層內平均空隙率和徑向空隙率的分布規律,得出床層幾何因子對床層平均空隙率和徑向空隙率分布的影響規律,并在此基礎上,擬合出描述罐體內床層空隙率的實驗關聯式,以便為研究罐體內氣流阻力特性和氣固傳熱特性提供參考。
1 實驗方法及過程
1.1實驗方法
采用注水法和斷層圖像分析法研究罐體內床層平均空隙率和徑向空隙率分布規律。斷面圖像分析法的基本原理是將不同粒徑的燒結礦隨機落入不同直徑的圓管之中,然后向圓管內注入與燒結礦顏色形成強烈對比的淀粉溶液,待溶液達到一定高度后,利用高清相機對圓管斷面進行拍照,而后利用圖片裁剪和Image J處理軟件對所拍相片進行處理和分析,得到空隙部分面積所占整體截面面積的百分比,即床層截面的平均空隙率,最后再對該相片進行徑向剖分和后續處理,得到床層徑向空隙率分布規律。
淀粉溶液達到的高度將由對該組實驗采用稱質量法所得到的整體空隙率決定。稱質量法的基本原理是將已浸泡至飽和狀態的燒結礦隨機落入不同直徑的圓管中,加入清水使之達到溢出的臨界狀態。通過稱量加水前后的質量差,求得燒結礦之間的空隙體積,再根據圓管直徑和燒結礦床層高度,計算出床層體積,空隙體積與床層體積之比即為床層整體平均空隙率。由于采用稱質量法得到的實驗結果與實際床層空隙率相差不大,因此,可以將采用斷層圖像分析法所得到床層截面平均空隙率與采用稱質量法得到的床層整體平均空隙率進行對比,確定淀粉溶液的實際高度,以便于后續研究床層徑向空隙率分布規律。
斷層圖像分析法有效地避免了對燒結礦顆粒的切割,同時繼續沿用剖分法中的分析過程,其主要研究的是燒結礦床層徑向空隙率分布,暫不考慮高度上的空隙率變化。因此,只分析表層斷面,對燒結礦的堆積高度無過多要求,但每次實驗只能得到1組數據,這樣就需要多次重復試驗來代替剖分效果,且此方法受人為偶然因素影響較大,同樣需要多次重復測量以減小誤差。
1.2實驗過程
本實驗所研究的燒結礦為不同粒徑且形狀不規則的顆粒。實驗中將燒結礦分為篩分料和未篩分料。篩分燒結礦每組粒徑范圍為0~10,10~20和20~30 mm。未篩分燒結礦主要由未經過篩分的燒結礦顆粒組成,粒徑分布較廣,范圍為0~30 mm,平均粒徑約20 mm。將篩分后的燒結礦分組編號,用清水浸泡一段時間。計算床層幾何因子(D/dp)時前3組粒徑分別按各自的平均直徑計算,未篩分料不予計算。實驗中模擬床層的管道采用6種不同管徑PVC管(310,348,450,470,510和600 mm),管子高度為200~300 mm。
實驗內容分為床層平均空隙率和床層徑向空隙率分布2部分。首先對斷面平均空隙率進行測量,確定最佳的淀粉溶液高度,然后對測量后的圖片進行后續處理分析,得到床層徑向空隙率分布規律。具體過程如下。
1)將不同粒徑的燒結礦依次裝入10 種不同直徑的管子內,形成隨機填充結構。將最上層顆粒所在的床層高度按顆粒粒徑劃分為 5~10 等份,然后將淀粉溶液按順序注入不同等份高度處。
2)用相機對每個等份時的截面進行拍照,得出不同等份高度時的床層斷面平均空隙率。利用 Image J軟件先將所得照片改為 8位像素即黑白照片以排除部分顏色對實驗結果的影響,而后通過此軟件的 Type工具將圖片處理成灰度圖,調整為適合觀察的灰度,然后使用 Threshold 工具將深顏色部分覆蓋。由于照片質量存在差異且部分照片燒結礦位置上存在一些反光點,覆蓋前還需對灰度圖的補償率進行適當調整,來補償因照片中反光點以及亮點造成的誤差。處理前后的圖片對比如圖1所示,圖1中黑色部分為燒結礦,白色部分為淀粉溶液。
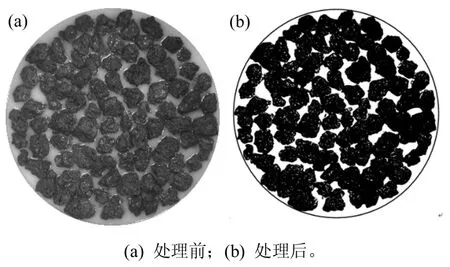
圖1 床層斷面圖片處理對比示意圖Fig.1 Comparison schematics of bed layer image processing
3)通過Image J軟件中的Analyze Particles工具對所得圖片進行分析計算,得出黑色部分面積占整個圖片面積的百分比,再計算得到白色部分占整個部分的百分比,即床層斷面空隙率。
4)將不同等份高度時的床層斷面空隙率與采用稱質量法得到的床層整體空隙率進行對比,越接近床層整體空隙率的等份高度,就是所要確定的最佳淀粉溶液高度。
5)對每組最佳淀粉溶液高度所對應的圖片沿徑向進行分段剖分,將圓形的床層截面劃分為若干個環形區域,每個同心圓的大小由管徑和顆粒粒徑決定,白線為剖分曲線,如圖 2所示,根據每個環形區域空隙率的變化情況即可得到床層斷面徑向空隙率變化規律。
6)對以上5個過程進行大量重復性實驗,直到實驗結果達到可重復性,即實驗數據之間變化很小,然后對所得實驗數據取平均值。最后利用Origin軟件對得出的空隙率平均值進行進一步計算分析。

圖2徑向剖分示意圖Fig.2Schematic of radial subdivision
2 實驗結果及分析
2.1床層平均空隙率隨床層幾何因子的變化
實驗設定的床層幾何因子D/dp范圍為12~120,表1所示為床層平均空隙率與床層幾何因子間的變化關系。
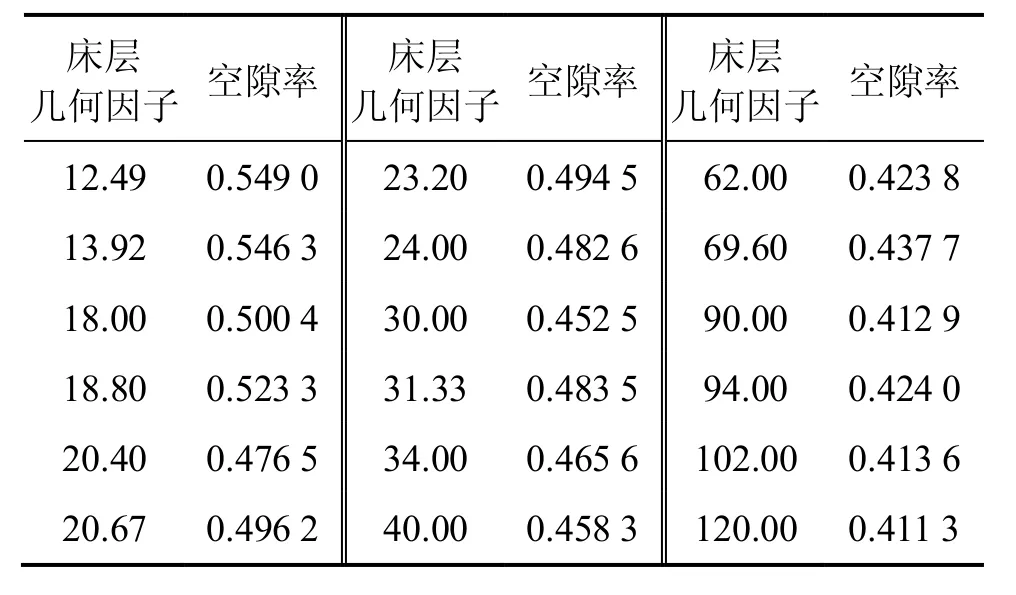
表1 不同床層幾何因子下的床層平均空隙率Table1 Average voidage fraction of different bed geometric factors
根據表1中數據繪制床層平均空隙率隨床層幾何因子變化的擬合曲線,如圖3所示。
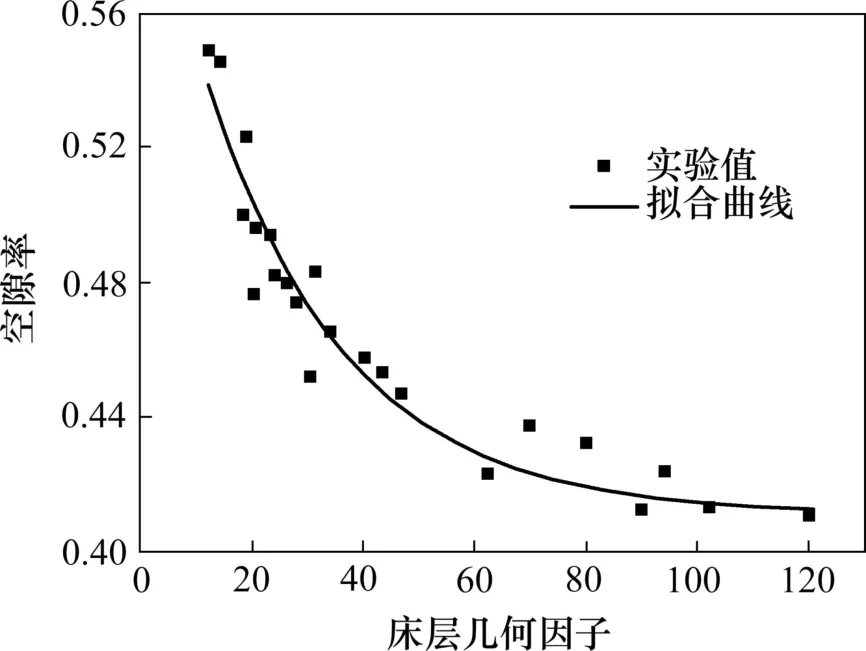
圖3 床層空隙率隨床層幾何因子變化曲線Fig.3 ChangeCurve of bed layer voidage with bed geometric factor
從圖3可知:床層空隙率隨床層幾何因子的增大而減小,并最終趨于定值。這是由于隨著床層幾何因子的增大,邊緣效應對床層空隙率的影響也逐漸減弱,同時由于布料方式對床層空隙率的影響也會逐漸減小。在相同顆粒粒徑條件下,隨著管徑的不斷增大,與管壁接觸的顆粒數目也會不斷增加,由于燒結礦顆粒的不均勻性,燒結礦與管壁進行面接觸的比率會越來越大,從而造成管壁邊緣處的空隙率不斷減小,邊緣空隙率隨床層幾何因子的變化如圖 4所示。當床層幾何因子大于某一數值后,邊緣處的空隙率幾乎不會發生變化,由于床層空隙率受邊緣效應的影響很大,因此,床層空隙率也會隨著床層幾何因子的不斷增大而最終趨于定值。
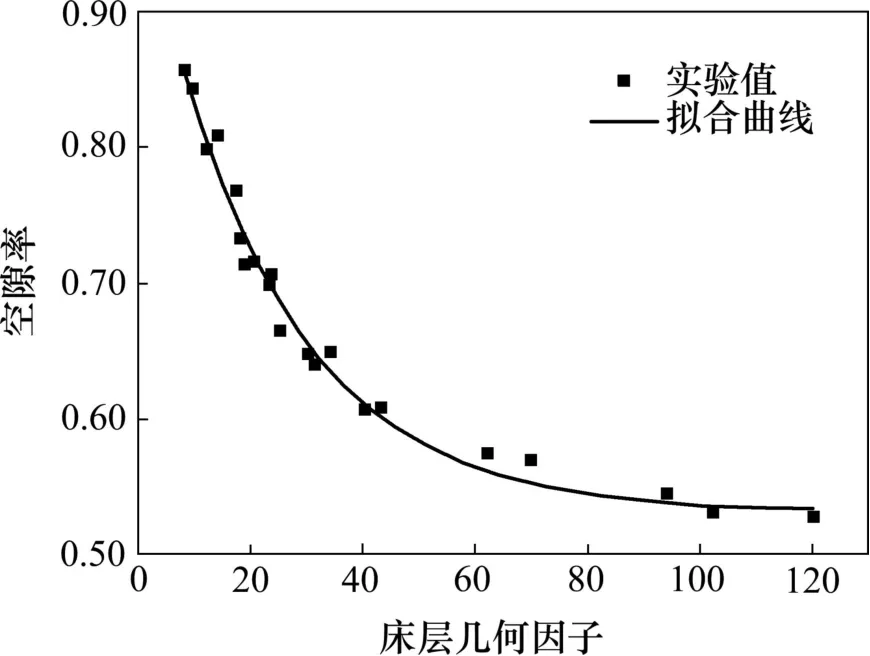
圖4邊緣空隙率隨床層幾何因子變化曲線Fig.4ChangeCurve of edge void fraction with bed geometric factor
根據圖3中實驗數據擬合函數如下:

式中:ε為床層平均空隙率;D 為床層直徑,mm;dp為顆粒平均粒徑,mm;D/dp為床層幾何因子。
擬合所得的函數的預測值與實驗值之間的平均相對誤差為1.96%,所得預測函數基本符合實驗數據的總體規律。由于函數表達式中D/dp的最小值為12,因此,床層幾何因子小于12的情況不能通過本實驗的數據分析得出。但基于本實驗所圍繞的燒結余熱豎罐的結構特點,較小床層幾何因子可不考慮。
2.2床層斷面徑向空隙率分布
2.2.1床層徑向空隙率分布規律
本部分實驗目的是對所得照片進一步處理,利用若干同心圓對原始斷面裁圖后,分析每個環形區域內的空隙率,進而得到空隙率在半徑方向上的變化規律。以環形區域邊緣到管子中心的距離與圓管半徑之比為橫坐標,以該環形區域的空隙率為縱坐標,分別得到不同顆粒粒徑條件下不同管徑的空隙率分布情況,繪制全部結果如圖5所示。
該部分實驗對3組粒徑范圍和未篩分料進行分析,管徑范圍為 310~600 mm。從圖5可知:燒結床層徑向空隙率變化規律基本符合HAMEL等[15]對木屑床層空隙率徑向分布的測量結果。床層空隙率在管壁附近存在峰值,并向床層中心衰減,到床層中心處達到最小值。在床層邊緣處存在空隙率的明顯波動。
由于圖 5(b)和圖 5(c)中所使用的燒結礦顆粒在篩分時較為均勻,并沒有混雜顆粒較小的燒結礦,因此,空隙率在床層中心處波動較小,并且在床層中心到管壁的一段距離內空隙率成線性增長趨勢,到管壁處由于邊緣效應的存在而達到最大值。圖 5(a)和圖 5(d)所示的床層徑向空隙率分布規律較相似,在床層中心處存在較大的波動,并且在床層中心到管壁的一段距離內空隙率波動很小,到管壁處由于邊緣效應的存在而達到最大值,這與實際生產豎罐床層內徑向空隙率分布較規律較相似。因為在實際生產中,由于布料方式的影響,在布料時,顆粒大的燒結礦一般會集中在罐體內壁處,而較小的燒結礦包括粉礦會集中在罐體中心處。同時,燒結礦在罐體內下移的過程中,由于豎罐是中心處排料,這就造成中心處燒結礦的下移速度會大于內壁處燒結礦的下移速度,這也為在下移過程中由于摩擦、碰撞等因素產生的粉礦向床層中心處偏移創造了條件。這2種情況造成中心處的空隙率要遠小于床層的平均空隙率,從而造成豎罐內氣流的嚴重偏析,在實際生產中要避免這種情況的發生。
通過本實驗數據可確定,在非均勻顆粒作為物料的填充床中同樣有邊緣效應的存在,其影響規律與使用均勻顆粒時基本相同。但使用均勻顆粒時,靠近壁面的顆粒與壁面大多為點接觸,此處空隙率為1或很接近1[16]。由于本實驗所研究的燒結礦顆粒為形狀極不規則的顆粒,與均勻球體作為填料時的情況會有所不同。
2.2.2床層徑向空隙率分布函數
由于未篩分料更符合實際生產條件,因此,研究未篩分床層徑向空隙率分布規律具有重要的意義。圖5(a)中所使用的燒結礦粒徑范圍為 0~10 mm,相比于10~20 mm和20~30 mm的粒徑范圍,其中混雜著很多粒徑較小的顆粒,與實驗中所使用的未篩分料沒區別,圖 5(a)和圖 5(d)所示的床層徑向空隙率分布規律已經說明了這一點,因此,可以將粒徑范圍為0~10 mm的燒結礦當作未篩分料處理。由圖3可知:在較大的床層幾何因子條件下,床層空隙率趨于定值,因此,可以用圖5(a)中D為470,510和600 mm條件下的床層徑向空隙率分布規律替代在實際生產中較大床層幾何因子條件的床層徑向空隙率分布規律,結果如圖 6所示。
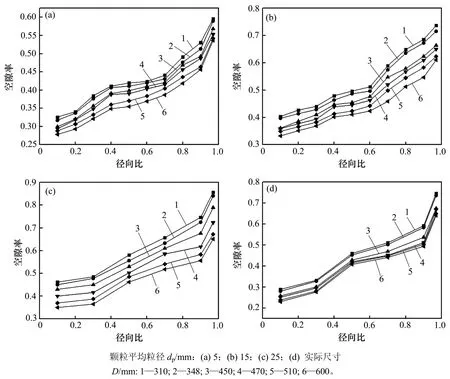
圖5 床層徑向空隙率分布曲線Fig.5 VariationCurves of bed layer radial voidage
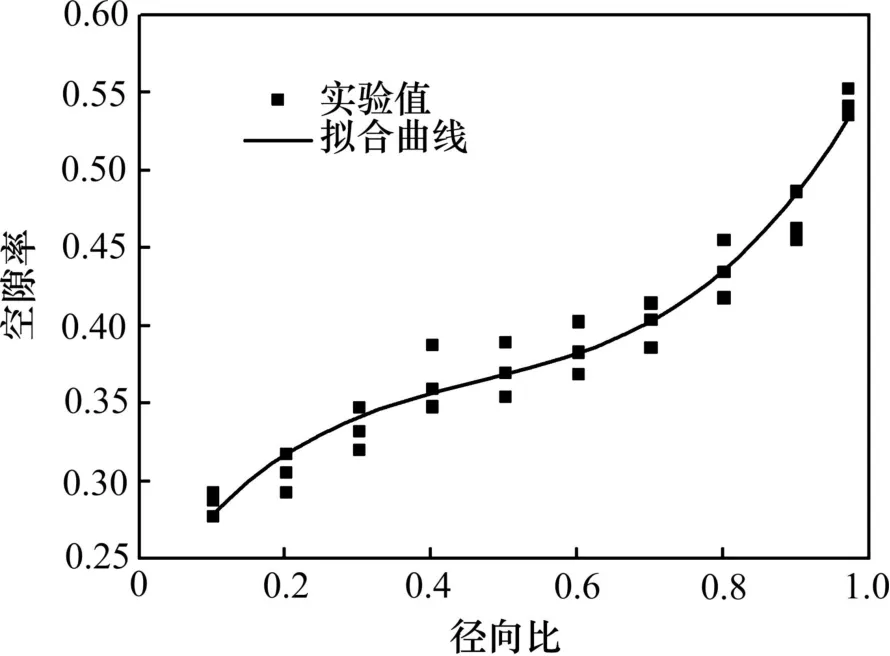
圖6 未篩分料徑向空隙率分布曲線Fig.6 VariationCurve of nature size radial voidage
根據實驗數據擬合函數如下:

式中:εr為床層徑向空隙率;R 為豎罐半徑,mm;r為豎罐內環形床層區域距罐體中心的距離,mm;r/R的范圍為0~1。
將式(2)沿徑向積分得床層平均空隙率為0.4031,與實際值相比,相對誤差僅為1.92%。因此,可將式(2)作為在較大床層幾何因子條件下未篩分床層的徑向空隙率分布函數。
3 結論
1)與稱質量法測量床層平均空隙率相比,斷層圖像分析法不僅能得到床層平均空隙率,而且可以獲得床層徑向空隙率的變化規律。
2)床層平均空隙率隨床層幾何因子的增大而減小,并最終趨于定值。通過實驗數據擬合得出了床層平均空隙率與床層幾何因子之間的函數關系。
3)由于燒結礦填充床內存在邊緣效應,床層空隙率在壁面的附近有較大波動。床層空隙率在管壁附近存在峰值,并向床層中心衰減,到床層中心處達到最小值。通過實驗分析得出了在較大床層幾何因子條件下(D/dp>100)未篩分料徑向空隙率分布函數關系式。
參考文獻:
[1]蔡九菊,王建軍,陳春霞,等.鋼鐵企業余熱資源的回收與利用[J].鋼鐵,2007,42(6):1?7.CAI Jiuju,WANG Jianjun,CHENChunxia,et al.Waste heat recovery and utilization in iron and steel industry[J].Iron and Steel,2007,42(6):1?7.
[2]董輝,郭寧,楊柳青,等.燒結余熱利用中燒結混合料干燥過程的實驗研究[J].東北大學學報(自然科學版),2010,31(4): 546?549.DONG Hui,GUO Ning,YANG Liuqing,et al.Experimental study on drying process of mixture being sintered utilizing waste heat[J].Journal of Northeastern University(Natural Science),2010,29(4): 546?549.
[3]董輝,趙勇,蔡九菊,等.燒結?冷卻系統的漏風問題[J].鋼鐵,2012,47(1): 95?99.DONG Hui,ZHAO Yong,CAI Jiuju,et al.On the air leakage problem in sinteringCooling system[J].Iron and Steel,2012,47(1): 95?99.
[4]蔡九菊,董輝.燒結過程余熱資源的豎罐式回收與利用方法及其裝置: 200910187381.8[P].2009?09?15.CAI Jiuju,DONG Hui.The method and device of sintering waste heat recovery and utilization with vertical tank: 200910187381.8[P].2009?09?15.
[5]DONG Hui,JIA Fengrui,ZHAO Yong,et al.Experimental investigation on the drying process of the sinter mixture[J].Powder Technology,2012,218(2):1?4.
[6]GOVINDARAO V M H,FROMENT G F.Voidage profiles in packed beds of spheres[J].Chemical Engineering Science,1986,41(3): 533?539.
[7]MUELLER G E.Prediction of radial porosity distributions in randomly packed fixed beds of uniformly sized spheres inCylindricalContainers[J].Chemical Engineering Science,1991,46(2): 706?708.
[8]MUELLER G E.Radial void distributions in randomly packed fixed beds of uniformly sized spheres inCylindricalContainers[J].Powder Technology,1992,72(3): 269?275.
[9]NGUYEN N L,BUREN V,REIMERT R,et al.Determination of porosity and flow distribution in packed beds by magnetic resonance imaging[J].Magnetic Resonance Imaging,2005,23(2): 395?396.
[10]KUBIE J.Influence ofContaining walls on the distribution of voidage in packed beds of uniform spheres[J].Chemical Engineering Science,1988,43(6):1403?1405.
[11]ALMENDROS-IBá?EZ J A,PALLARèS D,JOHNSSON F,et al.Voidage distribution around bubbles in a fluidized bed: Influence on throughflow[J].Powder Technology,2010,197(1/2): 73?82.
[12]HAMEL S,KRUMM W.Radial voidage variation in fixed beds of fuel wood pellets[J].Biomass and Bioenergy,2012,46: 203?209.
[13]ZOBEL N,EPPINGER T,BEHRENDT F,et al.Influence of the wall structure on the void fraction distribution in packed beds[J].Chemical Engineering Science,2012,71(26): 212?219.
[14]DAS M,BANDYOPADHYAY A,MEIKAP BC,et al.Axial voidage profiles and identification of flow regimes in the riser of aCirculating fluidized bed[J].Chemical Engineering Journal,2008,145(2): 249?258.
[15]HAMEL S,KRUMM W.Near-wall porosityCharacteristics of fixed beds packed with woodChips[J].Powder Technology,2008,188(1): 55?63.
[16]BENENATI R F,BROSILOWC B.Void fraction distribution in beds of spheres[J].Aiche Journal,1962,8(3): 359?361.
(編輯 羅金花)
Voidage distribution properties of bed layer in sinter vertical tank
FENG Junsheng1, DONG Hui1,CAO Zheng2, WANG Aihua1
(1.SEPA Key Laboratory on Eco-industry,Northeastern University,Shenyang110819,China? 2.Angang steelCo.Ltd.,Anshan114000,China)
Abstract:Water flood method and tomographic image analysis method were used to investigate sinter bed layer average voidage and radial voidage distribution.The effect of bed layer geometric factor on bed layer average voidage was studied,and the bed layer radial voidage distribution was also studied under theCondition of different bed geometrical factors.The results show that the main factors that influence the bed layer voidage distribution are the sinter particle diameter and bed layer diameter of vertical tank.Among them,the bed layer average voidage decreases with the increase of bed layer geometric factor for a given sinter particle diameter under theCondition of smaller bed geometrical factor(D/dp<120).On theContrary,the bed layer average voidage does not vary with theChange of particle diameter or bed layer diameter.Bed layer voidage is the largest at the inner wall surface,then decays to theCenter of bed layer,and finally reaches the minimum value in theCenter of bed layer.
Key words:sinter mineral? packed bed? fixed bed? bed layer geometric factor? voidage
中圖分類號:TK11+5
文獻標志碼:A
文章編號:1672?7207(2016)01?0008?06
DOI:10.11817/j.issn.1672-7207.2016.01.002
收稿日期:2015?01?27;修回日期:2015?03?27
基金項目(Foundation item):國家自然科學基金資助項目(51274065);遼寧省科技計劃項目(2015307001)(Project(51274065)supported by the National Natural Science Foundation ofChina? Project(2015307001)supported the Science and Technology Planning Project of Liaoning Province)
通信作者:董輝,博士,教授,從事冶金過程余熱余能高效回收利用研究;E-mail: Dongh@smm.neu.edu.cn