1Cr17Ni2馬氏體不銹鋼鍛件開發
2016-06-23 12:27:13任文太原重工鍛造分公司
鍛造與沖壓 2016年3期
文/任文·太原重工鍛造分公司
馬紅翠·山西長鋒公司
1Cr17Ni2馬氏體不銹鋼鍛件開發
文/任文·太原重工鍛造分公司
馬紅翠·山西長鋒公司

任文,太原重工鍛造分公司鍛壓廠技術科副科長,主要從事鍛件鍛造成形工藝和熱處理工藝研究,主要主持完成衛星發射塔架鍛件項目、俄羅斯大型環軌鍛件項目。
1Cr17Ni2是一種用途廣泛的高強度不銹鋼,是大型水輪發電機組和船用特種電機的軸、銷、螺栓等零件的專用材料。其特點是在保留鐵素體不銹鋼耐蝕性的同時,又具有馬氏體不銹鋼的高強度,但此種鋼鍛件容易出現鍛造大變形開裂、表面小龜裂以及鍛后退火裂紋等問題。
本文通過對加熱、鍛造、鍛后熱處理工藝等關鍵工序的探討,預防和解決生產時產生的各種缺陷,摸索出一套合理、完整的1Cr17Ni2材料葉輪鍛件制造工藝,生產出達到用戶的技術條件的產品,為深入開展馬氏體不銹鋼鍛件研發打下了技術基礎。
制定生產制造工藝
材料的控制
根據用戶要求,采用精煉+真空脫氣冶煉方法生產的鋼錠,原材料的化學成分、低倍及高倍檢測結果均符合標準要求。1Cr17Ni2材料化學成分檢測結果如表1所示。由表1可見, P、S、Cu等有害元素的實測含量遠低于標準要求,且其余金屬元素含量基本都控制在標準要求的中間值附近。

表1 1Cr17Ni2材料化學成分檢測 單位:%
鍛造加熱工藝
根據上述情況,工藝人員不斷改進加熱工藝。考慮到加熱速度不能過快且在高溫區停留時間也不能太長,于是增加一個400℃低溫區的保溫階段,坯料裝爐后先在400℃保溫一段時間,使坯料內外溫度一致;加熱到650℃過程采用較慢升溫速度,保證坯料內外溫度基本一致,盡可能減少溫度應力的產生。圖1所示為鍛造加熱曲線。
鍛造過程控制
1Cr17Ni2是馬氏體鐵素體型耐蝕不銹鋼,鍛造工藝性能較差。為了防止鍛件開裂,鍛造時不允許用上下平砧進行鍛造,應使用上平下V型砧鍛造;第一火鍛造時要采用小壓下量快鍛,在鍛造最后一火時變形量要在30%~40%以上;嚴格控制始鍛溫度和終鍛溫度,并用手持式測溫儀現場測量實時鍛造溫度,發現溫度低于終鍛溫度,應及時入爐。在生產中為了得到細晶粒組織,終鍛溫度或者精整工序一般要取比規定的始鍛溫度低50~80℃。
鍛后退火工藝
1Cr17Ni2材料具有475℃脆性和550℃高溫回火脆性,且化學成分波動對該鋼的機械性能影響很大,所以熱處理工藝對1Cr17Ni2材料的合理使用起著重要作用。
由于鍛件截面規格較大,并且1Cr17Ni2不銹鋼導熱性很差,與坯料加熱原理一樣,退火處理時坯料內外溫度差會使鍛件內部產生較大的溫度應力,進而導致鍛件裂紋。因此鍛后退火工藝采用等溫退火,等溫退火在等溫條件下轉變可以獲得相對均勻的組織和性能。等溫前要保證盡快從加熱溫度降溫至等溫溫度,以免在前期的連續降溫過程中因降溫速度過慢形成大量的不均勻組織。鍛件冷卻至250℃并保溫4h后出爐,這樣退火更均勻,鍛件的內外部應力更小,出現熱處理裂紋的幾率越小。圖2所示為退火工藝曲線。
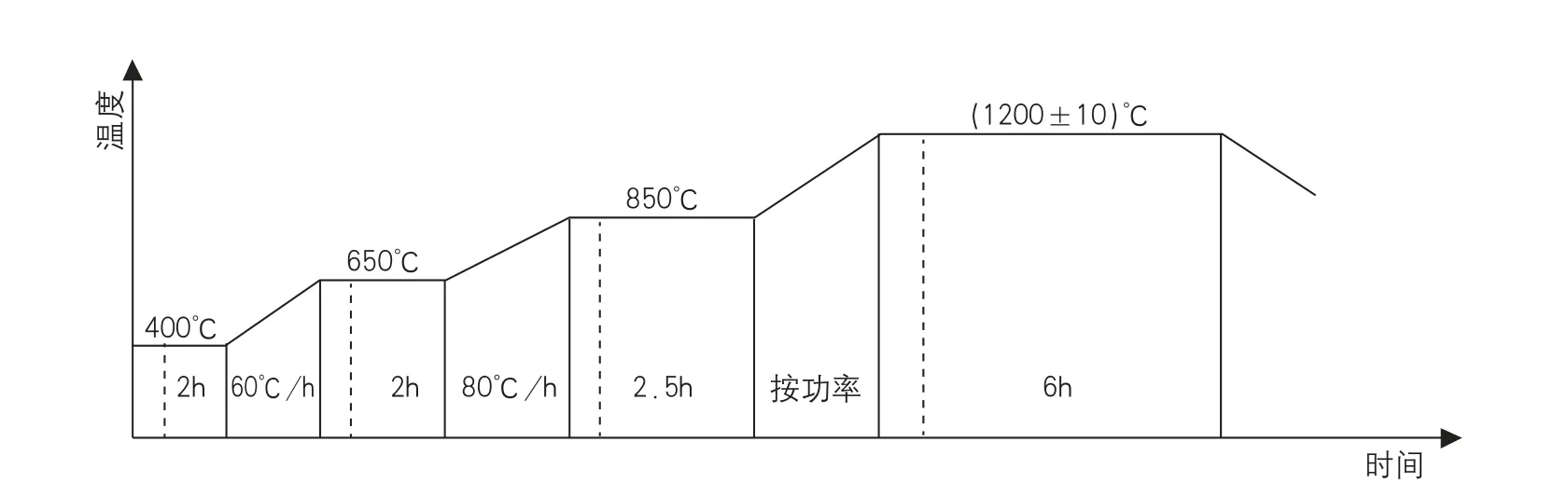
圖1 鍛造加熱曲線
項目關鍵技術及創新點
原材料的控制
高質量的原材料是確保產品成功的關鍵因素之一,原材料的成分波動即使是在規定成分范圍內,對δ-鐵素體含量也會產生極大影響,因此合理選擇原材料化學成分范圍也是需要注意的。為保證鍛件質量和試驗成功率,我公司進一步優化原材料成分范圍和完善金相組織要求,P、S、Cu等有害元素的含量遠低于標準要求,且其余金屬元素基本都控制在標準要求的中間值附近。
(3)采用差壓雙塔萃取精餾工藝進行節能改造,經過比較分析,節能7.06%,模擬結果為對異丙醇-環己烷共沸體系的分離工藝的工業設計提供參考。
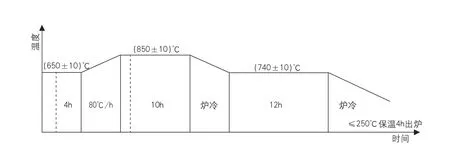
圖2 退火工藝曲線
鍛造加熱的控制
1Cr17Ni2和一般的馬氏體鋼不同的是,隨著成分的變化,該鋼組織中會含有5%~15%的鐵素體。由于α相和δ相力學性能不同,塑性變形時,產生的變形不均勻,在兩相界面上可能產生裂紋。因此,1Cr17Ni2在高溫區停留時間不能太長,否則會造成嚴重氧化、元素貧化還有晶粒粗大。
鍛后退火工藝的控制
1Cr17Ni2是由馬氏體相和碳化鉻析出相共同強化的,過量碳化鉻析出會導致材料脆化,熱處理過程中應避開碳化鉻析出相的峰值溫度區。退火過程結束后,必須保證鍛件表面和內部溫度均勻再出爐,防止出現溫度應力引起的裂紋。
結束語
通過對1Cr17Ni2葉輪關鍵技術的分析,順利的完成了鍛件生產制造,并總結出一套較成熟、完整的制造工藝。1Cr17Ni2不銹鋼鍛件的研制成功將為我公司進一步拓展馬氏體不銹鋼產品市場提供強大的數據支持和參考價值,創造更大的經濟和社會效益。
小常識 電動螺旋壓力機保養
每月檢查保養項目
⑴電控柜內每月徹底吹掃一次(控制柜先斷電20min后再吹掃,步驟→先正面→再背面→從上往下吹;如果電機控制器灰塵較大、建議拆面板吹掃。吹掃完畢恢復完成后,控制柜靜止20min以上再通電)。
⑵所有電器連接螺栓緊固一次。檢查電機位置線插頭有無松動,打開電機接線盒檢查主動力線。
⑶潤滑油站油箱、吸油濾網、回油濾網、管路濾網需徹底清洗一次。檢查油箱內雜質情況,判斷是否需要更換新潤滑油。
⑷檢查剎車皮、聯組帶等易損件的磨損情況。
⑸檢查球面軸承間隙。
⑹緊固螺母壓蓋螺栓一次。
每三個月檢查保養項目
⑴徹底更換潤滑油一次(清洗滑塊內腔、潤滑泵站、過濾網)。
⑵檢查緊固地腳螺栓(底座楔鐵的緊固情況)。
(本常識由淄博桑德機械設備有限公司田江濤提供,小編這里致謝嘍!)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00
石油化工應用(2014年8期)2014-03-11 17:40:03