DH36鋼水下濕法焊接壓力艙模擬試驗研究
2016-06-23 13:28:43邊大勇張大偉楊壽海黃江中沈相星
中國修船 2016年4期
邊大勇,陳 勇,張大偉,楊壽海,黃江中,沈相星
(1.海洋石油工程股份有限公司,天津 300452;2.天津大學 材料科學與工程學院,天津 300072)
DH36鋼水下濕法焊接壓力艙模擬試驗研究
邊大勇1,陳 勇1,張大偉1,楊壽海1,黃江中1,沈相星2
(1.海洋石油工程股份有限公司,天津 300452;2.天津大學 材料科學與工程學院,天津 300072)
在自主設計的壓力艙中模擬不同水深焊接12.7 mm厚的DH36海洋工程用鋼,用二維運動平臺和KEMPPI MASTER 2850焊機進行自動焊,采用UW-CS-1水下焊條進行焊接,焊后根據AWS D3.6M: 2010標準對不同水深的焊縫力學性能進行檢測。文章從Mn和Si元素的損失、焊縫中氣孔和氫的增加、電弧收縮3個角度分析,得出水深的增加會使濕法焊接焊縫力學性能變差的結論,且在水下0.5 m和10.0 m濕法焊接的焊縫力學性能滿足AWS標準B級接頭的要求,因此可以在海洋10.0 m深處運用此種焊接工藝。
壓力艙;濕法焊接;水深;力學性能;DH36
1 試驗方法
隨著人類對海洋資源開發利用的重視,作為海洋資源開發的必要技術——水下焊接也受到研究人員的關注。水下焊接在海洋平臺的建造、護理和修補以及海底管線的鋪設上發揮著重要作用。
但水下焊接不同于陸地上的焊接,在幾十米深的水下,光線不能很好的傳播、壓力超過正常大氣壓、焊縫冷卻速度快且容易產生氫脆等,因此不能將陸地上的焊接技術完全照抄照搬。在水下焊接技術研究過程中,出現了濕法、干法和局部干法。濕法是靠電弧熱和電阻熱將電弧周圍的水汽化,使得電弧可以在一個相對穩定的氣體環境中燃燒。干法和局部干法都是用空氣或惰性氣體將水排開,使電弧穩定燃燒。與干法和局部干法相比,濕法具有設備簡單、操作靈活、水下適應性強、可在任何位置焊接、無需大量準備工作等優勢。因此濕法在水下焊接的應用廣泛[1-2]。
由于濕法是通過電弧熱和電阻熱汽化水營造氣體環境,因此氣體環境存在大量的氫,會對焊縫強度產生影響。尤其當水深的增加時,壓力增加,對強度影響更大。因此有必要研究不同水深下濕法焊接焊縫的力學性能。國內外也有一些關于濕法焊接水深對焊縫力學性能的研究[3-5],如美國重力焊接研究水深對濕法焊縫力學性能的影響,但重力焊設備結構簡單,難以實現多層多道焊接操作。本研究采用自行研發的帶有弧壓反饋引弧功能的焊條自動焊裝置在壓力艙中實現了V型坡口平板對接接頭的多層多道焊接,焊出了長度超過400 mm的完整焊接接頭試樣。并根據AWS D3.6M:2010標準對所焊接頭進行了性能評估。在此基礎上分析研究了水深對焊接接頭各項性能的影響規律。為水下濕法焊條電弧焊的實際工程應用提供理論基礎[6-8]。
1.1 試驗材料及試驗設備
母材為海洋工程結構鋼DH36,板厚為12.7 mm。焊接試板的尺寸及坡口形式如圖1所示。材料成分及實測性能參數如表1所示。

圖1 試板坡口圖

材料屈服強度/MPa抗拉強度/MPa伸長率/%DH3638052030質量分數/%CSiMnAlNbVTi0.1300.1801.4000.0200.0200.0500.012
試驗所用焊條為美國Broco公司生產的AWS E7014系列水下專用焊條,其牌號為UW-CS-1,該焊條經過美國海軍認證,具有良好的焊接工藝和力學性能。其基本性能參數如表2所示。
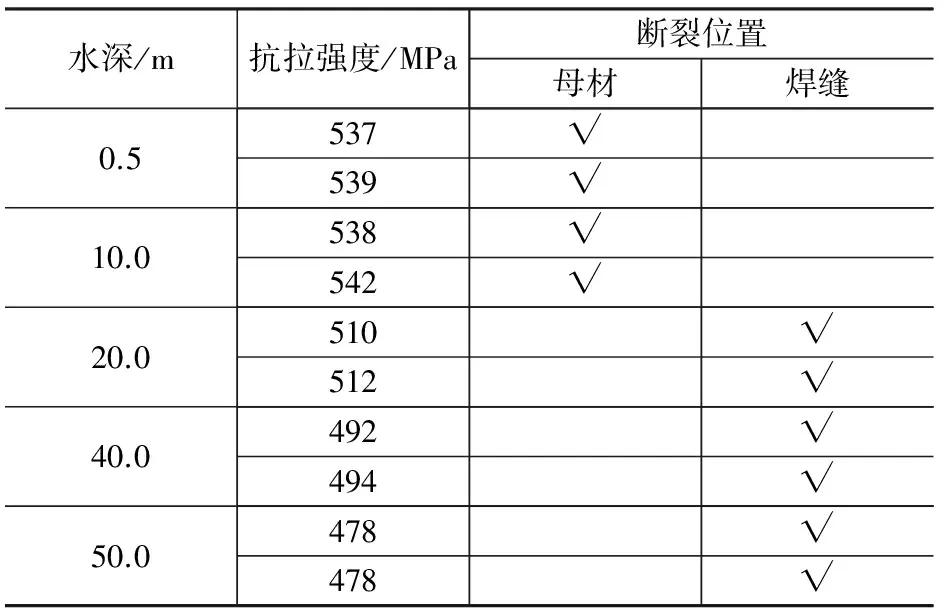
表2 試樣拉伸結果
試驗用壓力艙及艙內自動焊接工作臺為自主設計。艙體內徑2.0 m,長度3.0 m,設計壓力3.0 MPa,許用工作壓力1.5 MPa。艙內自動焊接工作臺包括1個放置工件的二維運動平臺;1個焊條夾持和送進機構,能夠實現弧壓反饋自動引弧和焊條送進功能;3個監控攝像頭和相應的光源,用于外部監控。其結構如圖2所示。

(a)壓力艙 (b)自動焊接工作臺圖2 壓力艙和自動焊接工作臺
焊接電源為KEMPPI MASTER 2850水下焊接專用焊機,其空載電壓為75 V,最大穩定輸出電壓為55 V,額定焊接電流350 A,具有恒流帶外拖外特性。
1.2 試驗過程
為模擬不同水深的影響,試驗時,在二維運動平臺上放置1個注滿水的水槽,工件浸沒在水中,然后向壓力艙內打入不同壓力的壓縮空氣,保證電弧在相應壓力的水中燃燒。經過反復的試樣,最終選定的焊接參數為:焊接電流145~155 A,焊接速度為7~13 mm/s,相應的焊接熱輸入為:0.33~0.47 kJ/mm。焊接時均采用直流反接接法。
根據AWS D3.6 M:2010,確定焊縫是否滿足B級接頭的要求:首先需要對焊縫進行成型檢測和X射線探傷;然后需要在焊縫上取2個拉伸試樣;4個側彎試樣,且側彎的最大彎輥半徑不能超過側彎試樣厚度的6倍,試驗板厚為12.7 mm,彎輥直徑為120 mm,滿足要求;需要6個沖擊試驗,其中3個缺口開在焊縫中心的位置,3個缺口開在熱影響區的中心位置;還需要一個宏觀試樣,所有試樣均由線切割得到。
2 試驗結果與討論
2.1 試驗結果
拉伸試驗在200 tYDL-萬能試驗機上進行,拉伸試樣尺寸及形狀參照AWS標準,拉伸試驗結果如表2。0.5 m水深和10.0 m水深的焊縫抗拉強度要高于母材,斷裂位置都在母材;當水深達到20.0 m、40.0 m、50.0 m時,焊縫的抗拉強度都低于母材的抗拉強度,斷裂位置都在焊縫。并且水深大于10.0 m后,水深增加,抗拉強度降低。
側彎試驗在30 t電子萬能試驗機上進行,側彎試樣的形狀和尺寸參照AWS標準,試驗結果如表3,側彎試驗實物圖如圖3所示。0.5 m和10.0 m水深下的焊縫側彎時所有試樣均未出現裂紋,20.0 m深時2個試樣出現裂紋,40.0 m深時3個試樣出現裂紋,50.0 m水深時4個試樣均出現裂紋。

圖310.0 m和40.0 m試樣側彎試驗實物圖(左圖為10.0 m)
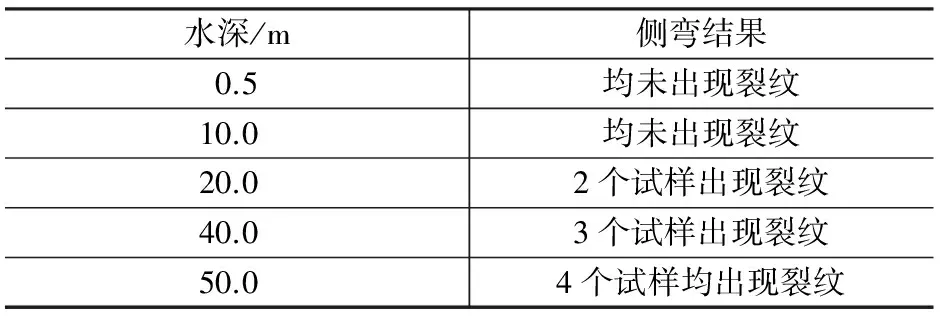
水深/m側彎結果0.5均未出現裂紋10.0均未出現裂紋20.02個試樣出現裂紋40.03個試樣出現裂紋50.04個試樣均出現裂紋
沖擊試驗在JTD-300B低溫沖擊試驗機上進行,試樣尺寸及形狀參照AWS標準,試驗溫度為0 ℃。沖擊試驗的結果如表4所示。在0.5 m水深和10.0 m水深焊縫和熱影響區的沖擊吸收功均大于27 J。20.0 m、40.0 m、50.0 m水深下接頭熱影響區沖擊吸收功大于27 J,焊縫沖擊吸收功小于27 J。并且水深大于10.0 m后,水深增大,焊縫和熱影響區的沖擊吸收功都降低。

表4 沖擊試驗結果
對試樣進行X射線和外觀檢測并測量焊縫硬度和焊縫橫截面氣孔率,氣孔率的計算公式如(1)式。
氣孔率=橫截面的氣孔數/橫截面積。
(1)
X射線檢驗以及焊縫硬度結果如表5所示,氣孔率如圖4所示。各試樣焊縫HV硬度值都小于375,并且水深大于10.0 m時,焊縫硬度值隨著水深的增加明顯減小,熱影響區硬度值隨水深增加變化不大,在50.0 m時,硬度有小幅度下降。X射線結果顯示,水深0.5 m、10.0 m時,焊縫無缺陷;20.0 m和40.0 m時出現少量氣孔;50.0 m時有較多氣孔。氣孔率結果顯示,0.5 m水深和10.0 m水深時氣孔率為0,水深大于10.0 m,水深增加,氣孔率增加。圖5為10.0 m和40.0 m水深宏觀金相對比,可以看出10.0 m水深沒有氣孔,40.0 m水深有氣孔。圖6為10.0 m、40.0 m水深下焊縫外觀的對比,可以看出,隨著水深的增加焊縫外觀變差。

表5 X射線檢驗和焊縫硬度
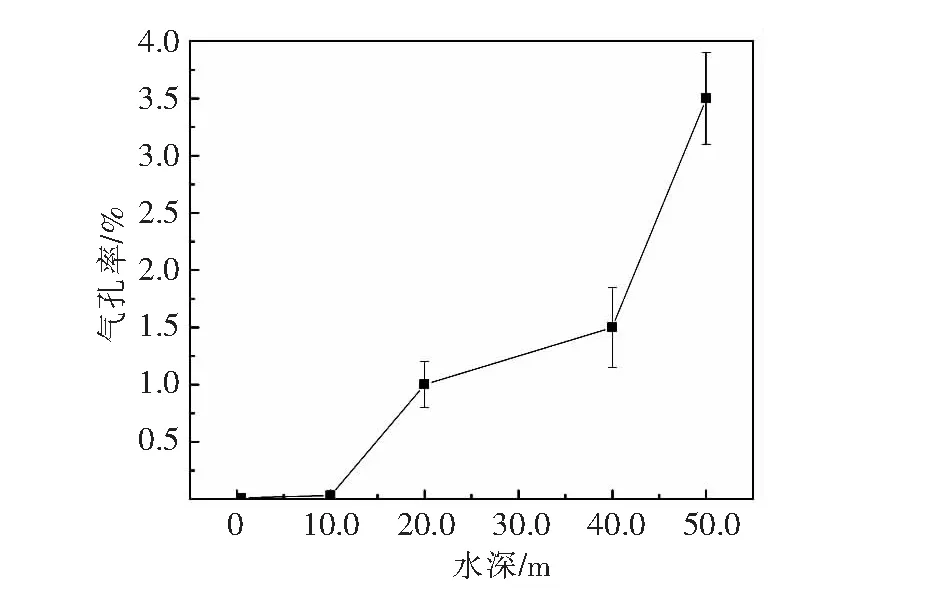
圖4 各水深焊縫的氣孔率

圖6 10.0 m和40.0 m水深焊縫外觀
2.2 分析與討論
水深20.0 m、40.0 m、50.0 m的焊縫成型和力學性能變化規律可用以下理論進行解釋。水深增加,壓力增大,電弧氣泡被壓縮到更小,電弧加熱范圍變得更加小,更易于形成夾渣和咬邊、強度和韌性也會變差。并且水深增加,壓力增大時,氫等氣體無法快速溢出,形成氣孔,氣孔率上升,成型變差,強度和韌性下降。不僅如此,水深增加、壓力增大還會導致氧分壓的增加,進一步導致Mn、Si等合金元素燒損,成型變差,降低焊縫的強度和硬度,但合金燒損對熱影響區硬度影響較小。
水深小于10.0 m時,壓力沒有超過0.1 MPa,對焊縫成型和力學性能影響不顯著,因此0.5 m水深和10.0 m水深濕法焊縫的成型和力學性能相近。
根據AWS D3.6M:2010,本次試驗的焊縫達到B級接頭需滿足如下條件:焊縫強度大于母材強度,側彎不能出現大于3 mm的裂紋,焊縫和熱影響區的沖擊吸收功大于27 J,HV硬度不超過375,X射線檢測和外觀檢測沒有明顯裂紋。因此,水深0.5 m和10.0 m的濕法焊縫滿足B級接頭的要求,20.0 m、40.0 m、50.0 m的濕法焊縫不滿足B級接頭的要求。
3 結束語
1)采用自行設計的壓力艙,成功實現了多層多道焊接操作的能力。
2)隨著水深的增加,焊縫成型變差。
3)隨水深的增加,焊縫的抗拉強度、韌性、硬度均降低;熱影響區硬度變化不大,在50.0 m時有小幅度下降。
4)當水深超過20.0 m后,該焊條濕法焊接將無法滿足B級焊縫要求。
[1]Jerzy banowski. Development of under-water welding techniques[J].Welding International,2011,25(12):933-937.
[2]陳英,許威,馬洪偉,等. 水下焊接技術研究現狀和發展趨勢[J]. 焊管,2014(5):29-35.
[3]黃江中,高文斌,趙翠華,等. DH36水下濕法焊接接頭組織和力學性能分析[J].電焊機,2014. 44(6): 107-112.
[4]杜則裕. 石油管道及海洋結構的水下焊接技術[J]. 焊接技術,2007(S2):2-4.
[5]H.T. Zhang, X. Y. Dai, J. C. Feng, etc. Preliminary Investigation on Real-Time Induction Heating Assisted Underwater Wet Welding[J]. WELDING JOURNAL,2015,94(1):8-15.
[6]胡家琨,武傳松,賈傳寶. 水下濕法焊條電弧焊接過程穩定性評價[J]. 焊接學報,2013,34(5): 99-102.
[7]America Welding Society. AWS D3.6-2010,Underwater Weld Code[S].
[8]張文鉞. 焊接冶金學[M]. 北京: 機械工業出版社,1999.
樹 木 擁 有 綠 色
地 球 才 有 脈 博
The DH36,marine engineering steel of thickness 12.7 mm,is welded in the pressure chamber which is independent designed with UW-CS-1 underwater welding electrode,simulating the welding at different depth of water at two-dimensional movement platform and a KEMPPI MASTER 2850 welding machine.The weld mechanical property of different depth of water will be tested after welding with AWS D3.6 M:2010 as the base.The conclusion is drawn that the weld mechanical property will go bad when the value of depth increases according to analysis of the three aspects,the loss of elements of Mn and Si,the increasing of blowhole and hydrogen,and arc compression.The weld mechanical property can meet requirement of Class B of AWS when it is welded at the depth of 0.5 m or 10.0 m underwater.So the welding technology can be used at the depth of 10.0 m in the ocean theoretically.
pressure chamber;wet welding ;depth of water;mechanical property;DH36
邊大勇(1967-),男,天津人,高級工程師,大學本科,主要從事海洋工程水下維修工作。
U672
10.13352/j.issn.1001-8328.2016.04.009
2016-03-31
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02