Mewis Duct導流罩塢內安裝工藝
2016-06-23 13:28:43熊源泉
中國修船 2016年4期
熊源泉
(廣東中遠船務工程有限公司,廣東 東莞 523130)
Mewis Duct導流罩塢內安裝工藝
熊源泉
(廣東中遠船務工程有限公司,廣東 東莞 523130)
導流罩是通過水流規則地通過螺旋槳,產生較大的推力,提高推進效率,安裝導流罩可節省3%~8%的燃料。目前老舊船舶選擇安裝導流罩來達到節能環保的作用。文章以“麗媛”輪加裝Mewis Duct式導流罩為例,介紹其塢內吊裝工藝流程,為此類導流罩安裝定位提供參考,提高施工效率。
導流罩;塢內吊裝;定位
1 “麗媛”輪導流罩簡述
“麗媛”輪導流罩罩體質量,15.346 t;主體尺寸,2 078 mm(長)×4 908 mm(寬)×4 996 mm(高);主體結構,整體式(左舷帶3片鰭,右舷帶2片鰭),上肘板、下支撐。安裝位置:導流罩尾端位于理論位置FR7+150 mm處(鑄鋼件艉軸端面向艏250 mm處),中心高度距基線4 400 mm,對中安裝。安裝精度要求:前后、上下偏差不大于25 mm。詳見圖1、圖2。
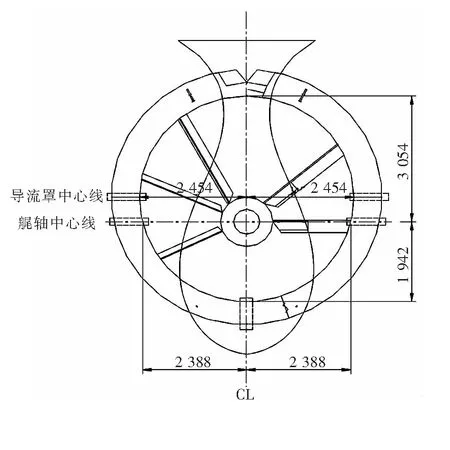
圖1 導流罩正視圖(肋距=700)
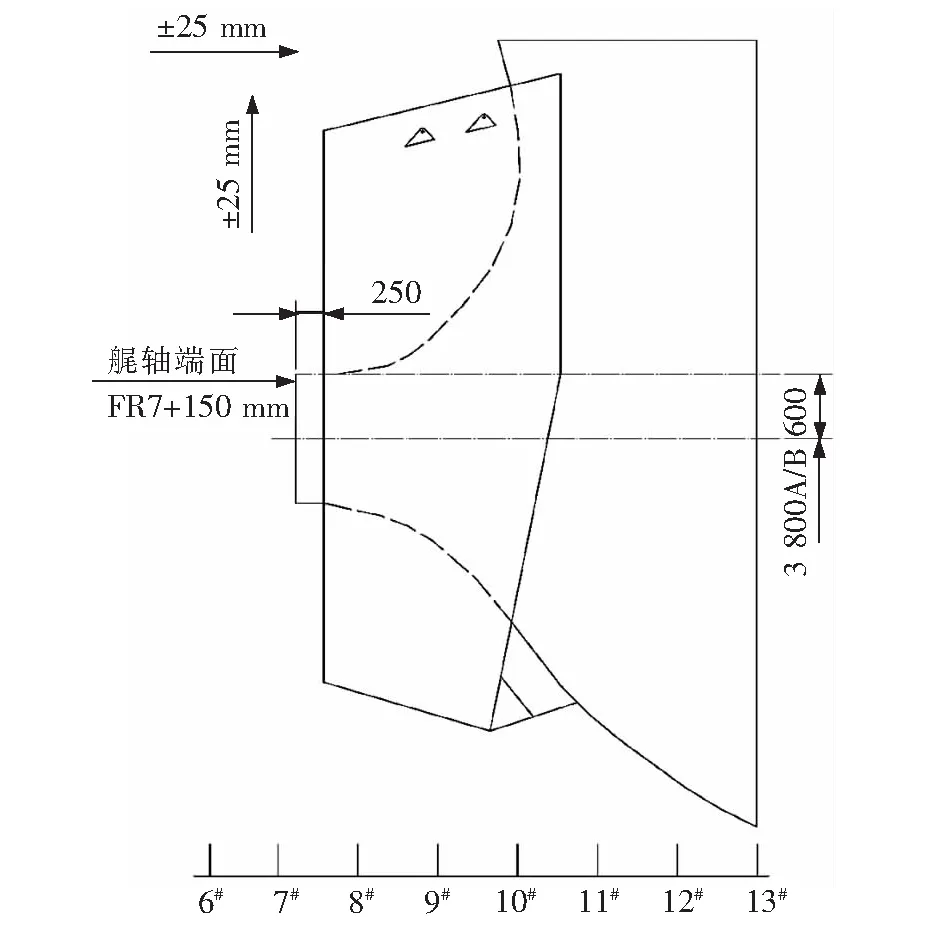
圖2 導流罩側視圖(肋距=700)
2 吊裝前準備工作
1)吊裝方案確定。導流罩整體吊裝。拆螺旋槳,導流罩從側面進,再向前拉移定位。
2)導流罩拼裝。導流罩分左右2塊,封板若干,需先將左右導流罩拼裝為一個整體,整體塢內吊裝。在胎架上以鋼板(整板)制作一個水平平臺,在平臺上畫出軸線水平線、垂向中心線及導流罩上水平中心線。并根據導流罩安裝圖紙上數據量取相應半寬及高度(見圖1數據)。根據平臺劃線及導流罩洋沖,對導流罩對口修割余量,拼接裝配,修正下口中心線洋沖,并將裝配精度及坡口報驗船東、服務工程師、船檢后焊接。
3)塢內安裝基準線:移除槳葉和艉軸后封板,并在封板劃好十字線,以艉封板為基準面,十字線為基準線。
4)準備好裝配和焊接用的各種加強材料、鋼襯墊和陶瓷襯墊、吊碼、工裝、點溫計、保溫棉等。
5)主要焊接工藝認可(WPS):18/20AH36板與鑄鋼件角接。
6)吊環布置。
(1)船體吊環布置,設置D40 t吊環2件(兼作轉移螺旋槳用,槳葉質量約26 t),A30 t吊環1件及D10 t吊環4件,具體分布見圖3。
苜蓿與4種禾草混播群落中,混播虉草的抗氧化能力大于其他3種禾草,苜蓿的抗氧化能力在苜蓿-貓尾草混播群落中大于其他3種混播群落。
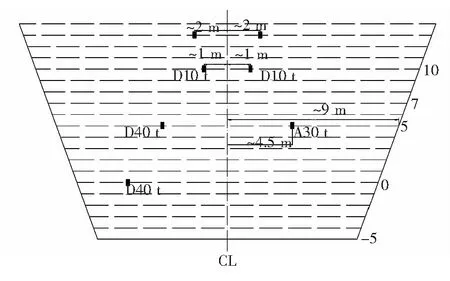
圖3 吊耳布置圖
(2)在原D10 t吊耳旁新增4件D20 t吊環,原D10 t吊環作為前進拉移吊環用,在導流罩下方中位置增加D5 t吊環(根據現場定位情況確定是否增加),詳見圖4。
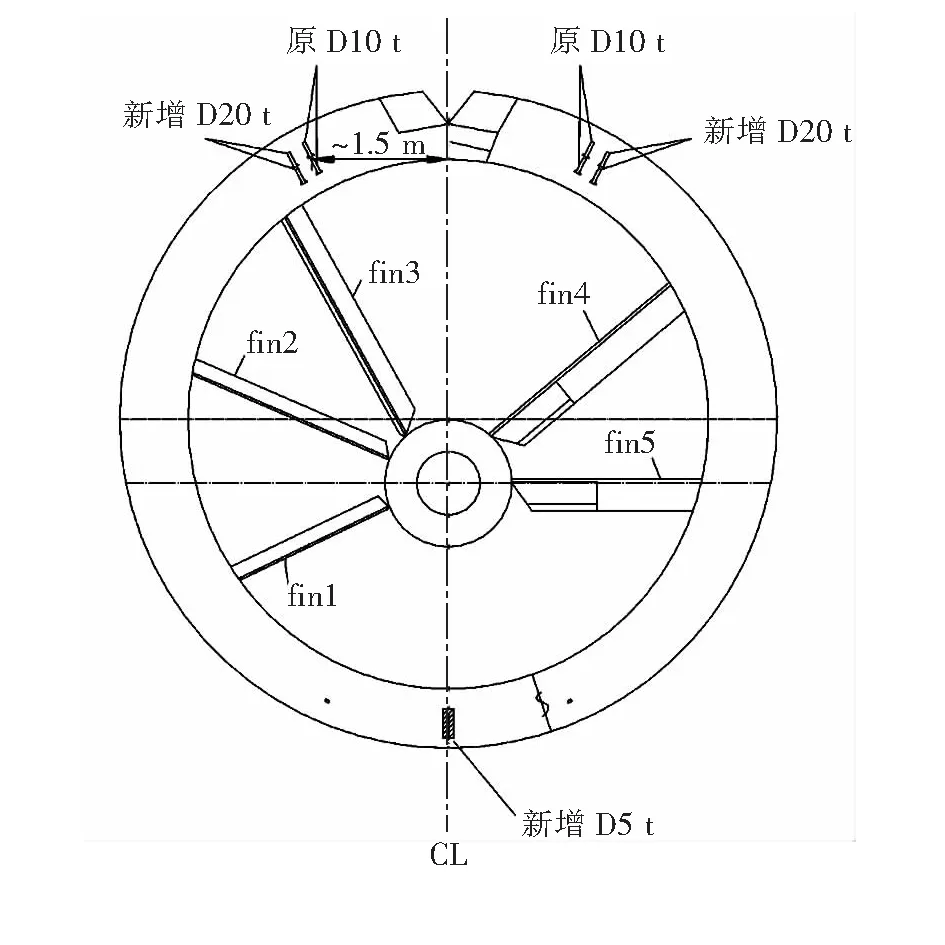
圖4 導流罩吊環布置圖
吊耳布置及選用原則:主吊環(20 t以上)選擇需確保導流罩能從側方進入船尾中心位置,吊環的數量根據現場卸扣、鋼絲繩、吊耳儲備等實際情況實際選取。D10 t吊環位置則根據需前進位移量來確定前后位置,根據導流罩左右吊環位置確定船體D10 t吊環左右位置。吊環焊好后磁粉探傷。
3 主要吊裝流程
吊裝導流罩—粗定位導流罩—搭架—逐步修割葉片的余量—逐步拉移導流罩到最終位置— 檢驗精度—安裝導流罩與船殼連接部件—焊接—焊后檢驗—拆除工裝和吊環。
3.1 吊裝步驟
1)用高空車將25 t氣動葫蘆及50 t氣動葫蘆分別掛在30 t及40 t吊環上,先將螺旋槳移出。
2)用塢吊配合氣動葫蘆將塢尾的導流罩吊起,塢吊逐步松鋼絲繩后松鉤,導流罩轉身180°,另一氣動葫蘆掛鉤并將導流罩拉升至適當高度。注意,因需轉身,導流罩起吊前考慮導流罩的前后位置,見圖5導流罩側方轉進圖。
3)利用氣動葫蘆以及10 t葫蘆逐步將導流罩拉移初步到位。導流罩向前拉移時,導流罩高度需略高于定位高度,便于導流罩能完全拉進艉端面,見圖6,導流罩前進位移圖。

圖5 導流罩側方轉進圖
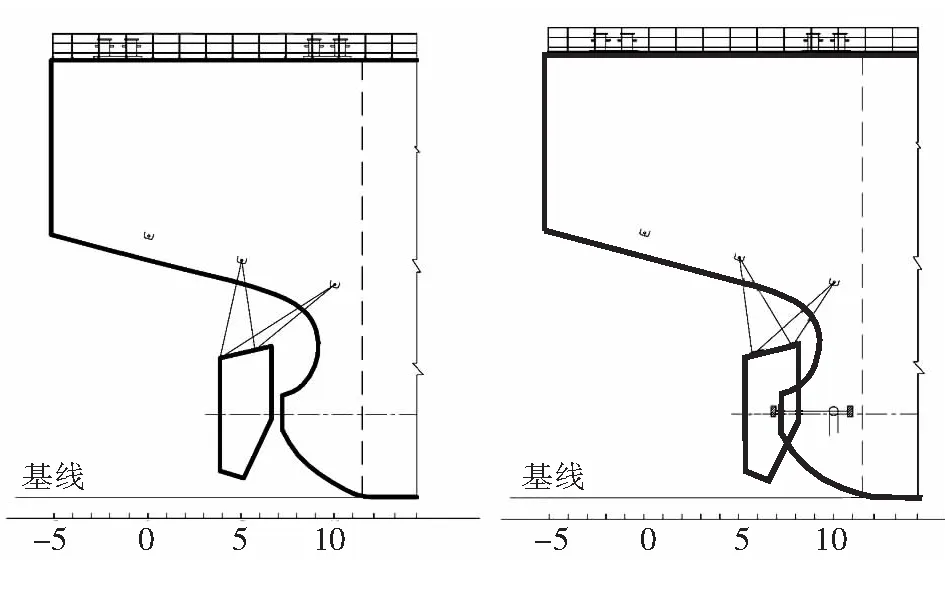
圖6 導流罩前進位移圖
3.2 搭架
3.3 精度定位
拉鋼絲線檢查定位情況。將上肘板中心及下口洋沖用鋼絲線引出200 mm,將左右艉軸中心線洋沖用鋼絲線引出200 mm,量取鋼絲線上下左右與尾端面偏差以確定導流罩尾端面平面傾斜偏差。量取十字鋼絲線與艉軸封板十字線偏差以確定導流罩的高度位移量及前后位移量,見圖7導流罩精度要求圖。
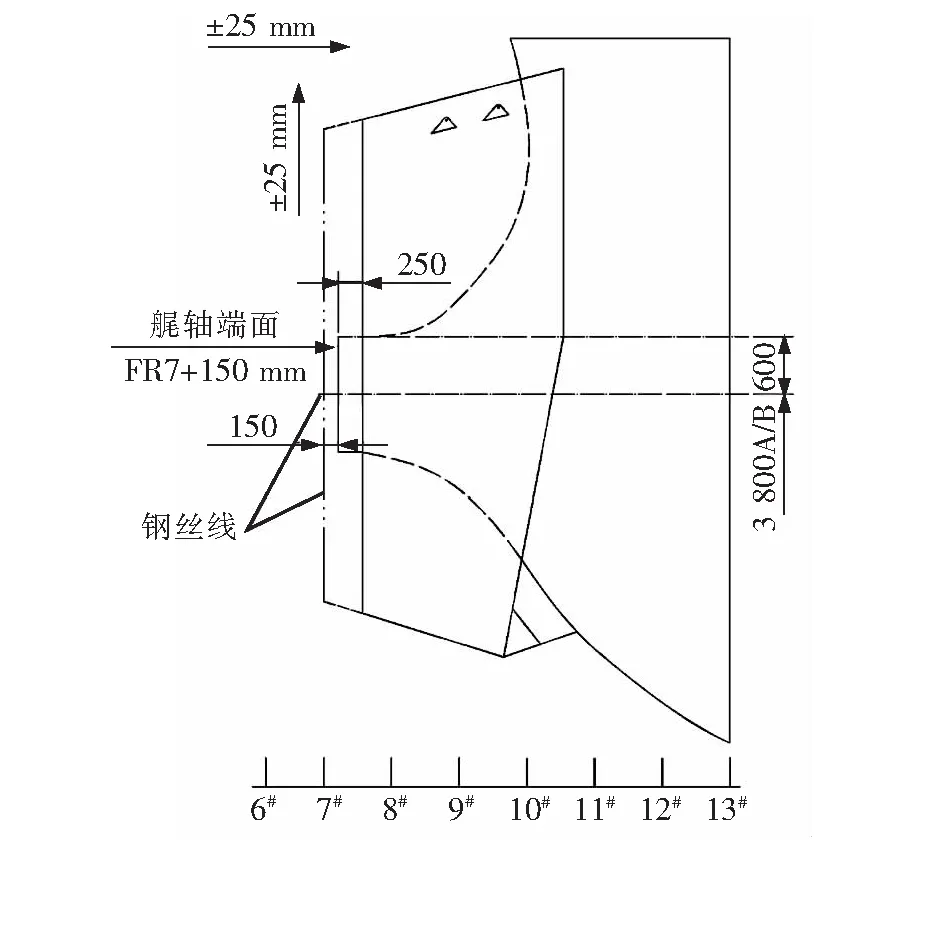
圖7 導流罩定位精度要求圖(肋距=700)
3.4 修割葉片余量
1)根據定位情況,修割余量將尾端面調正即左右半寬一致,導流罩尾端面與艉軸端面平行(鋼絲線到艉封板端面距離相等)。
2)余量粗修割。量取高度偏差及前后位移偏差,在fin2、fin3、fin4高度方向沿船體線型劃出余量線,預留約10 mm高度余量(允許高度精度偏差25 mm),目測fin1、fin5寬度方向余量,劃出余量線。根據余量線修割修割余量后,調整導流罩高度,使導流罩高度方向精度合格,左右水平(水平鋼絲線與艉軸封板水平線平行)。
3)余量精修割。再次量取導流罩前后方向位移偏差,根據船體線型逐步修割余量,使導流罩前移,達到前后方向精度要求。
3.5 報驗
將定好位的導流罩根據廠家圖紙要求開好坡口并打磨,報驗服務工程師、機務、船檢檢查精度及坡口。
3.6 焊接
導流罩與鑄鋼件的焊接嚴格按照高強鋼與鑄鋼件焊評要求實施預熱及保溫,并對稱施焊。封板要求同理。
3.7 檢驗
根據廠家圖紙要求對焊縫進行UT/MT等檢測,由廠家提供相關報告給船東。
3.8 其它
在完成上述工作后,拆除工裝吊耳等。
4 結束語
1)導流罩安裝過程繁瑣,現場環境復雜,不安全因素較多。要保證導流罩安全有效的吊裝到位,施工前要做好策劃準備,確認吊環載重及安裝位置及吊裝方案。
2)施工前做好安全、工藝宣貫交底。與施工人員一起勘查現場,準備好施工工具,落實好安全措施,施工過程跟蹤。
3)與服務工程師配合,及時解決施工過程中的難題,以保證工程順利進行。
Duct can produce bigger thrust by making water pass propeller regularly,which will improve the propulsion efficiency and save the fuel by 3%to 8%.To achieve the effect of energy saving and environmental protection,more and more ducts are chosen for aged ships.In this paper,FAIR LADY is taken as example,on which Mewis Duct is installed with its installation process introduced,which can be reference for duct's position accuracy and improving construction efficiency.
duct;install in dock;position accuracy
熊源泉(1985-),男,湖北荊門人,大學本科,主要從事船舶修理工藝工作。
U672
10.13352/j.issn.1001-8328.2016.04.006
2016-01-19