淺談模面工程
2016-06-21 15:06:35王瑜天津汽車模具股份有限公司
鍛造與沖壓 2016年22期
文/王瑜·天津汽車模具股份有限公司
淺談模面工程
文/王瑜·天津汽車模具股份有限公司
當前汽車產業迅猛發展,汽車廠商為了贏得市場,吸引消費者眼球,必須不斷調整自己現有的汽車造型,甚至是開發新車型。汽車廠商通常會在自己的外覆蓋件上做出獨特的造型,尤其會在外板制件做一些漂亮、復雜的腰線或者特征,來打動不同的購買人群。汽車需要批量生產,制件需要模具成形。模具廠商需要快速生產出符合標準的模具,并且要保證模具能生產出高質量的制件。模面工程通過改變模具凸凹模的不等間隙,使得機械加工后的模具減少研合甚至不用研合,從而縮短了研合周期。模面工程通過對局部特征型面進行特殊處理,從而優化成形過程中的型面畸變問題,確保了制件的質量。
模面工程產生的背景
研配是模具生產的一個重要環節,其目的是保證批量生產的制件成形穩定、尺寸一致。研配的主要工作內容為研合著色。即使用壓力機反復閉合模具,找出模具型面硬點,去除硬點,最終保證凸凹模型面間隙均勻。研配通常使用風把、角向(表面是砂輪)研合模具(型面通常為球鐵或合金鑄鐵),一個班時的去除量大約為0.1mm,因此是一個比較細致且費時費力的工作。
著色不是一個過程,而是一個結果,它所反映出來的是凸模產品型面和凹模產品型面之間的間隙。著色產生過程是凸凹模在模具閉合到底的一瞬間,制件上粘附的藍油被凸凹型面粘走,模具再次打開,取出制件,制件上藍油較薄的地方說明型面間隙較小,相反藍油較厚的地方則說明型面間隙較大。
圖1為研配一段時間后的機蓋外板藍油著色。圖2為理論著色單。

圖1 機蓋外板藍油著色

圖2 理論著色單
模面工程出現之前,整個制件著色全部需要鉗工去研合。研合大型模具的時候,模具變形嚴重,為了要達到理論著色單的要求,需要從外向內一圈一圈的進行研合。一個標準側圍外板的研合周期需要一個月之久甚至更長。另外在研合過程中,研配型面的質量需要靠鉗工師傅手動保證,研合工作對鉗工的技術能力及經驗要求很高。如果工作過程中手稍微一抖,A級曲面出現凸凹不平,那就需要更多的時間去彌補,甚至是重新加工。
模面工程的含義
模面工程誕生于車間,起初目的是減少現場研合工作量,縮短模具制造周期。模面初期的定義為:在不改變工藝成形的基礎上,對模具型面進行整體或局部的變形處理,從而達到在制件成形噸位下模具配合型面的間隙均勻,這種對模具型面進行變形的曲面設計方法就是模面工程。近兩年模面工程與CAE成形性分析充分融合,引申出模面新的定義即工藝的延伸。模面工程是采用強壓、讓空等手段,微觀上通過改變型面間隙,優化制件成形過程。
模面工程的理論基礎
壓機變形
模面工程目前采用ANSYS對模具在機床上受力變形過程進行模擬。模型組成由機械滑塊,模具上模,模具下模,下模本體幾部分組成,其中下模本體底面固定,下模與下模本體之間綁定,上模壓板槽與滑塊之間綁定,機械滑塊立柱表面載荷為1600t。接觸定義為機械滑塊與滑軌間隙接觸,摩擦系數0.12,間隙0.3mm;模具上模與滑塊之間接觸,摩擦系數0.12;上模產品面與下模產品面之間為標準接觸,摩擦系數0.12。仿真類型采用ANSYS靜力分析。
產品面接觸壓力(kPa)分布計算結果如圖3所示。產品面接觸壓力分布表明,隨型筋的布置會影響接觸壓力,模具外圈接觸壓力更大一些。
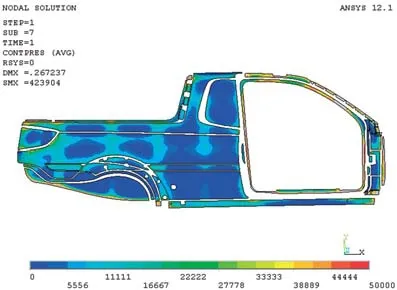
圖3 產品面接觸壓力分布
產品面接觸狀態計算結果如圖4所示。產品面接觸狀態表明,隨型筋的布置會影響接觸狀態。
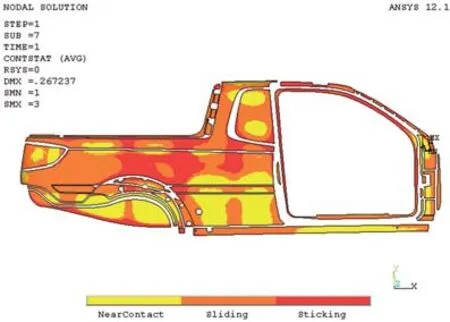
圖4 產品面接觸狀態
上下模VON-MISES應力分布(kPa)計算結果如圖5所示。圖5表明,上下模應力分布狀態趨勢相同,上模應力大于下模應力。
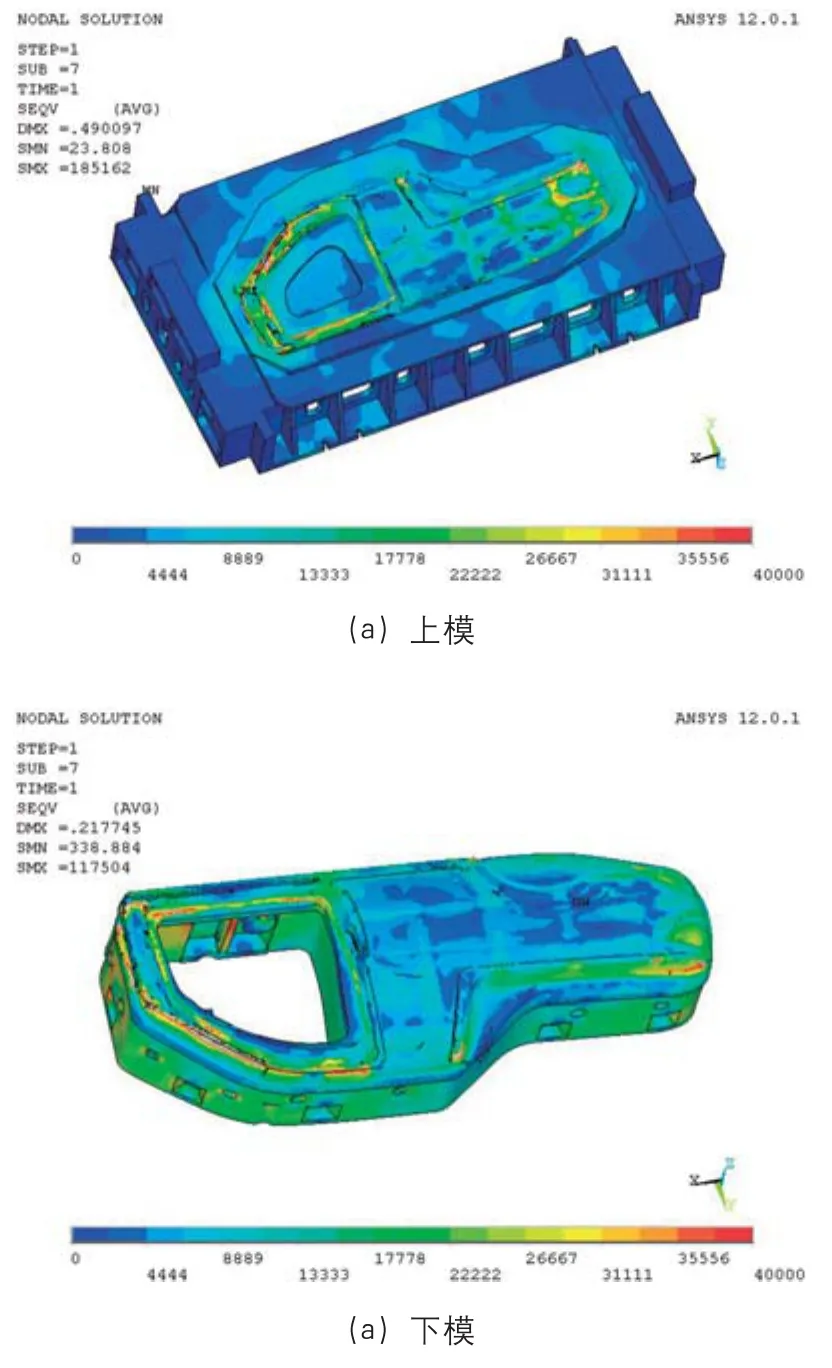
圖5 上下模VON-MISES應力分布
上下模產品面Z向位移(mm)分布計算結果如圖6所示。圖6表明,上下模產品面Z向位移分布趨勢相同,上模位移大于下模位移。

圖6 上下模產品面Z向位移分布
通過對此皮卡側圍外板建型、模擬計算分析,得出以下結論:
⑴模具在較大壓力下會產生變型,模具產品面周圈區域通常位移大、應力大,接觸狀態好,模具產品面中心區域通常位移小、應力小,接觸狀態差。
⑵模具結構設計中的隨型筋傳導力源效果較好。主棱線、門把手處、輪旋等關鍵部位需要布置隨型筋,保證型面有較充足的壓力,有利于縮小成形缺陷,優化面品。
⑶上模與下模變形趨勢相同,下模被動根據上模變形而變形。
通過對不同模具及制件進行若干次模擬分析,結合現場,得出以下結論:
⑴模具變形跟壓力機床有關,機械機床和油壓機床產生的效果不同;與機床滑塊剛度有關;與機床的滑塊載荷接觸面有關;與機床的臺面精度有關。模具在機床上的擺放位置也會影響模具變形趨勢。
⑵模具變形跟模具尺寸有關,一般2.5m以下的模具不會產生壓機變形,隨著模具的長度增加,模具變形會逐漸增大。機床X向變形要比Y向變形要大。
⑶模具變形與模具強度有關。
制件成形
使用Auto form對制件成形過程進行模擬,分析模擬結果,判斷制件面品缺陷。圖7為通過Auto form分析的油石檢測結果,根據經驗判斷,車門門把手處及窗框處型面存在缺陷,需要對此區域進行模面補償。
圖8為通過Auto form分析的減薄結果,模擬出后背門外板轉向燈處減薄較大,如補償不到位,此處容易出現面品缺陷。
機械加工
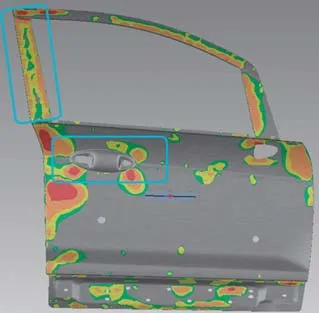
圖7 油石檢測結果分析
模具機械加工過程中會產生若干問題,需要模面工程進行彌補。例如圓角清根不到位、立面加工出現讓刀。
模面工程的操作內容
補償壓機變形
處理過程包括以下幾個方面:
⑴根據結構強度分析報告以及以往的研合經驗做出規劃,確定相應變形數值,壓機變形量一般處理在凹模上。
⑵使用CATIA軟件,按照規劃找出相應的變形點,作為原始點,使用偏置命令,偏置對應的變形數值,得到目標點。

圖8 減薄結果分析
⑶在think3中輸入數值、原始點、目標點,然后使用高級曲面變形命令,將原始型面按照原始點和目標點的映射法則進行變形,得到新的補償后的型面。
⑷模具產品型面角度不同,因此需要對壓機變形補償后的型面再一次進行斜度補償,例如側圍門洞內的鎖孔及鉸鏈孔,型面幾乎成90°角,需要加量補償。
⑸拉延補充面不需要著色,讓空處理,考慮到二序修邊符型,因此通過旋轉的方法,保證產品著色面和補充面差量在0.2mm左右。范圍一般是產品面向外保留5~10mm。一些特殊制件的補充面不進行讓空處理,例如翼子板月亮彎區域,該處補充立壁保留原始,消除型面缺陷。
補償成形過程中的缺陷問題
⑴下垂和隆起處理。為了保證型面面品質量,克服制件翹邊,及局部暗坑,模面會進行隆起處理和下垂處理。下垂具體方法如圖9所示,范圍30mm下垂0.15mm。型面注意需要保證曲率連續。
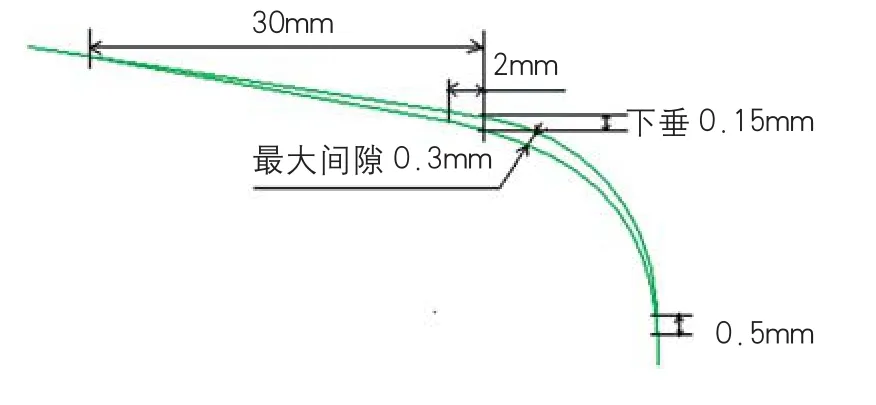
圖9 下垂處理方法
⑵強壓處理。對產品型面局部減小間隙,范圍一般根據現場經驗和模擬計算結果,目的是優化型面質量。
⑶補償機械加工。①機械加工過程中,凹角清根不到位,需要做讓空處理,讓空量一般在0.5~1mm,讓空量在0.8mm最好;②機械加工過程中,較高的立面加工不到位,出現讓刀的情況,所以不著色的立面讓空處理,讓空量一般在0.2~0.5mm。
模面工程的意義
⑴模面工程可以有效地縮短生產周期,降低模具生產成本,保證模具表面的質量,排除了人為研合等不穩定因素。經過模面處理的側圍外板,研合大約需要3~5天,相比未做模面處理的一個月研合周期,整整縮短了20多天。同時也有效的降低了研合機床使用時間,同樣也降低了人力成本。
⑵模面處理可以確保流料的均勻,保證成形穩定,同時可以延長模具的使用壽命。例如壓邊圈,在間隙不均勻的狀態下,管理面對料流入的阻力不相同,會造成進料不均,形成褶皺。批量生產后,模具表面劃出凹痕,造成損壞模具。經過模面處理后,壓邊圈間隙均勻,著色穩定,褶皺就會明顯減少。模面處理前后板料褶皺對比如圖10所示。
⑶模面處理是解決面品問題的基礎。外板A級曲面往往會出現凹陷、斷線等面品缺陷。解決這些問題著色是根本,如果一個制件的特征附近沒有著色,那此處間隙一定過大,此處面品一定得不到保證。通過模面強壓處理或隆起處理后,外板件型面面品得到改善,凹陷區域得到減少。另外也可以通過模擬分析軟件提前預測和判斷面品區域以及范圍,提前做出補償。
⑷模面處理也可以保證公差、沖孔尺寸、檢測點和夾持點的位置。將重要的型面規定為高著色,并且全序符型進行緊壓。
模面工程與模具制造的整體關系

圖10 模面處理前后板料褶皺對比
⑴模面工程與車間現場相結合。成熟的模面工程團隊有能力針對不同工廠進行總結積累計算,幫助車間制定一套高效的研合思路。大部分模具廠都會把生產周期和生產成本,當作是自己的生命線。通過引入模面工程,可以有效降低研合時間,降低模具研合消耗,降低人員成本。
⑵模面工程與工藝相結合。目前模面人員已經深入了解工藝成形性分析,了解更多工藝成形中的細節問題。通過和工藝分析人員討論、預判,在模具制造前期,利用模面處理輔助成形;制件回彈也是目前模具廠商最為頭疼的問題,模面通過對產品進行強壓及保壓處理,可以有效的抑制一部分回彈。
⑶模面工程與結構設計相結合。模面人員更了解模具車間現場的需求,可以告知設計者模具哪些區域更需要強壓,哪些區域需要布置力源;同時也可以對模具符型區重新定義,幫助結構減少鑄件重量。
⑷回彈處理、點云逆向、工程模具強度校核。A級曲面的回彈處理是模面未來的一個主要發展方向。制件成形后不可避免的要發生回彈,當回彈較大的時候,就要考慮根據回彈趨勢重新制作產品型面。由于A級曲面受到光柵、曲率等因素制約,不可能跟計算結果保持一致。因此模面工程需要在這個領域繼續研究發展,盡可能將制作出來的型面貼和現場結果相符。復制模具,最好的方法就是掃描模具,逆向制作。傳統的方法是將點云轉化成型面,用于編程加工。模面工程目前正在優化點云,處理點云,將點云用于編程。工程模具強度校核也是模具的一個發展方向,模面工程可以模擬現場狀態下的模具強度,預防模具強度不足等失效。
結束語
模面工程目前處在一個相對成熟的時期,對于著色方面已經得心應手,已經為車間降低了生產時間,節省了生產成本,縮短了生產周期。在回彈方面和面品處理方面也擁有了自己獨特的解決方法。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34
筑路機械與施工機械化(2014年3期)2014-03-01 02:58:01