前保險杠支架工藝分析
2016-06-21 15:06:36王同領長城汽車股份有限公司技術中心河北省汽車工程技術研究中心
鍛造與沖壓 2016年24期
文/王同領·長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心
前保險杠支架工藝分析
文/王同領·長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心
在沖壓件NC之前,我們要應用SE(同步工程)對產品進行成形性分析,將產品質量、成本等風險降到最低,同時縮短開發周期,本文主要介紹前保險杠支架產品前期交流過程中SE分析出的缺陷如何更改,及多種工藝對比對其進行優化。
沖壓同步工程(Simultaneous Engineering)是指在汽車設計階段進行工程化可行性分析,在設計階段把后期制造過程中可能出現的問題暴露出來,通過產品設計、工藝優化等技術手段解決制造隱患,避免后期制造的風險。
工藝排布及成形性分析
前保險杠支架產品結構
本文以某汽前保險杠支架(圖1)為例,對其進行工藝排布,并對產品進行SE分析,根據初步分析結果,針對缺陷,提出合理的解決方案。根據制件形狀、特點,初步工藝作出如下排布:落料→拉延→修邊沖孔→整形。根據制件展開形狀為弧形,考慮材料利用率及成形性,開發落料模具、排樣圖,采用弧形料,如圖2所示。
拉延工藝分析
由于此零件形狀變化較大,如采用成形工藝,零件回彈較大,且容易起皺,為保證產品質量,采用拉延工藝,從圖3、4中可以看出,成形性、起皺、減薄量等最終分析結果均可以通過。
修邊工藝分析

圖1 前保險杠支架產品示意圖
根據產品結構,對第二序修邊沖孔工藝作出最優化工藝數模,如圖5所示,紅色圈起區域仍存在修邊角度缺陷,需要進一步優化產品數模,優化后產品數模如圖6所示。
回彈分析
第二序修邊沖孔分析結果如圖7所示,因拉延后存在應力,在修邊沖孔工序完成后,應力釋放,造成最大回彈1.65mm,需要在R角處增加多處回彈筋,看最終分析結果后決定是否增加整形工序,保證產品質量。
經過以上分析,對前保險杠支架產品結構提出的各項設計變更均可以更改,優化后的產品示意圖如圖8所示。

圖2 前保險杠支架排樣示意圖
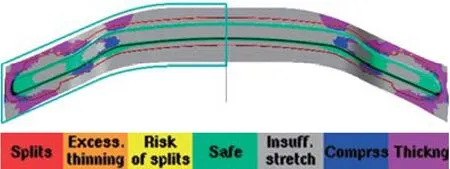
圖3 前保險杠支架成形性分析結果示意圖

圖4 前保險杠支架成形性分析減薄量、起皺結果示意圖

圖5 前保險杠支架修邊沖孔工藝數模
工藝對比分析
成形工藝分析
根據圖8更改后產品所示,重新分析工藝,作出三種方案,主要分歧在使用成形工藝還是拉延工藝,首先第一種方案工藝為:落料→成形→沖孔,成形工藝分析結果如圖9所示。第二種方案工藝為:落料→壓料成形→沖孔,壓料成形分析結果如圖10所示。第三種方案工藝為:落料→拉延→修邊沖孔,拉延工藝成形性分析結果如圖11所示。

圖6 前保險杠支架修邊線更改前后示意圖

圖7 前保險杠支架回彈分析示意圖

圖8 前保險杠支架更改后產品示意圖

圖9 成形工藝分析結果示意圖
通過以上三個方案對比,方案三質量最好,但材料成本最高,材料利用率比其他方案低了23%,材料重量多出0.6kg;方案二,起皺較輕;方案一起皺嚴重,方案一、方案二起皺部位無任何搭接關系(圖12),且為不可見區域。從質量和成本綜合考慮,選擇方案二。
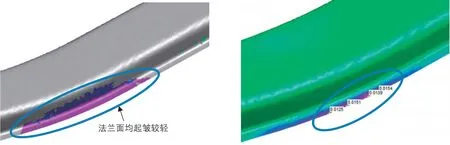
圖10 壓料成形工藝分析結果示意圖
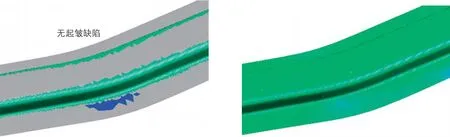
圖11 拉延工藝分析結果示意圖

圖12 前保險杠支架總成搭接示意圖
結束語
沖壓件產品在NC之前我們一定要作出充分的分析,在保證產品質量的前提下,優化工藝工序,降低整車開發成本。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
銅業工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
石油化工應用(2014年8期)2014-03-11 17:40:03
