氬弧焊接技術在引黃消防與清水系統改造工程中的應用
2016-06-17 08:08:01郝文進
黑龍江水利科技 2016年4期
郝文進
(山西省水利建筑工程局,山西 太原 030006)
?
氬弧焊接技術在引黃消防與清水系統改造工程中的應用
郝文進
(山西省水利建筑工程局,山西 太原 030006)
摘要:在引黃工程泵站消防與技術供水管道改造項目中,供水管道由原來的碳鋼無縫鋼管改為304奧氏體不銹鋼無縫鋼管,針對不銹鋼管道焊接施工中采取手弧焊焊縫合格率偏低的問題,提出了氬弧焊焊接工藝,并對此工藝詳盡闡述,經χ射片檢測,采用此工藝可對不銹鋼焊接質量一次性合格率達到97%,充分保證了地下直埋管道的焊接質量。
關鍵詞:不銹鋼;無縫鋼管;氬弧焊;焊接工藝;工程應用
1工程簡介
萬家寨引黃入晉工程是一項大型跨流域調水工程,該工程從黃河萬家寨水利樞紐庫區取水,分別向太原、大同和朔州3個重要的能源基地供水,以解決其嚴重的缺水危機。工程分為總干線、南干線、北干線、連接段四部分。引黃一期工程總干線、南干線和聯接段于2002年建成通水;2011年9月,北干線實現向大同供水區供水。
泵站消防供水系統和清水系統自1997年隨主體工程的實施陸續開工建設,于2002年建成并通過有關驗收,2003年10月全線通水時正式投入使用,歷經10多年的運行,基于當時建設標準、供水系統室外自然環境的變化,現各泵站的消防供水和清水系統的供水設備和管網已經產生不同程度的損壞、老化等現象,存在不少安全隱患,直接影響泵站的安全運行,為滿足未來安全運行需要,故對清水和消防供水管網進行升級改造。
工程改造范圍主要為萬家寨樞紐至平魯只泥泉段中的5座泵站,每座泵站分兩個系統管網的改造,即消防和清水系統。工程改造的重點是對原來的碳鋼管道改為304奧氏體不銹鋼無縫鋼管,包括系統配套的法蘭閥門等均為不銹鋼材質。焊接技術由普通的手弧焊升級為氬弧焊焊接,氬弧焊技術是在普通電弧焊的原理的基礎上,利用氬氣對金屬焊材的保護,通過高電流使焊材在被焊基材上融化成液態形成溶池,使被焊金屬和焊材達到冶金結合的一種焊接技術,由于在高溫熔融焊接中不斷送上氬氣,形成一個保護氣罩,使鎢極端頭,電弧和熔池及已處于高溫的金屬不與空氣接觸,能防止氧化和吸收有害氣體。從而形成致密的焊接接頭。焊接管材主要規格型號D219*7、D114*5、 D57*3.5。
2氬弧焊定義
氬弧焊是使用氬氣作為保護氣體的一種焊接工藝,在焊縫空間形成嚴密封閉的氣層,同時利用電弧產生的熱量,來融化焊縫填充焊絲形成焊縫,其金屬保護性能好,針對不銹鋼焊接能獲得純凈、質量高的焊縫。
3焊接工藝及其要求
3.1對焊接人員和材料要求
對于焊接人員應滿足考核項目的需要,具備上崗安全教育證明文件或專業培訓資格證。按照《特種設備焊接操作人員考核細則》TSGZ6002中規定,[至少應滿足GTAW-FeⅣ-2G、5G/6G-4/60-FeFs-02/10/12、GTAW-FeⅣ-2G、5G/6G-4/273-FeFs-02/10/12和SMAW-FeⅣ-2G(K)、5G(K)/6G(K)-14/273-Fef4J],在具備以上條件焊工再進行現場實操考核,合格者方可進行工程焊接。
不銹鋼氬弧焊工必須持證上崗,上崗前應做專業知識培訓及現場試焊,試焊合格后方可上崗操作。對焊接材料必須符合設計要求,并具有檢驗報告和生產合格證,不合格的材料不得投入使用。
3.2焊接工藝
3.2.1氬氣保護措施
管件對口前,應先對管壁和管口處理干凈,再對焊接區(管口內壁)15~20 cm處黏貼水溶紙,要求封閉嚴密,以防漏氣影響焊接質量。
3.2.2焊接設備及焊絲選擇
根據本工程不銹鋼管型材料,采用φ2.5的大橋牌Trade Model (THT-308)焊絲,使用前清理其表面的油污、臟物等,焊接氬氣應符合《氬》GB/T4842的相關規定。氬氣純度不應低于99.99%,防止焊接時出現氣孔。當瓶裝氬氣的壓力低于0.5MPa時,應停止使用。
采用逆變直流氬弧兩用焊機,氬弧焊時采用直流正接,焊條電弧焊時采用直流反接。
3.2.3焊接環境
焊條電弧焊的風速≤8 m/s。鎢極惰性氣體保護電弧焊和熔化極氣體保護電弧焊≤2 m/s。焊接電弧1m范圍內相對濕度不得大于90%。在雨、刮風天氣施工時,應采取防風防護措施。不銹鋼管道焊接應在環境溫度-5℃以上進行,當環境溫度在-5℃以下焊接時,在點焊前就開始預熱,預熱溫度不低于手感溫度(50℃左右),風、雨、(雪)天要有防范措施。
3.3焊接工藝參數選擇
3.3.1對口
管子或管件對接焊縫組對時,內壁應其平,內壁錯邊量不宜超過管壁厚度的≤0.5~0.7 mm,且≤2 mm。“V”形坡口對口間隙為0~0.5 mm,坡口角度為65°~70°,組對時的間隙鈍邊大小,由焊工自定。
3.3.2定位焊
定位焊3處,先點固兩處,定位焊就焊透,焊縫長度≤8 mm,高度為3-4 mm,不得有氣孔等缺陷,定位焊兩端應修磨成緩坡形,以利接頭。另一點為引弧起焊點。
3.3.3焊接
焊縫為兩層,即打底焊與蓋面焊。
3.3.3.1打底焊
打底焊是單面焊雙面成形是保證根焊質量的關鍵。操作要點是要始終保持“熔孔”大小一致(坡口根部兩側各熔化0.5~1 mm為宜),否則“熔孔”過大,容易造成管內“焊縫成型過高”或形成“焊瘤”,“熔孔”過小,容易產生“未焊透”焊接缺陷。具體作法是:水平或45度位置焊接操作時分兩個半個圓進行,起始與終止焊點(管周的一半按時鐘6點—12點),均要搭過10 mm為宜。起焊時(6點處),應盡量往上壓低電弧,焊絲要緊貼坡口根部(或內填絲),在坡口兩側熔合良好的情況下,焊接速度應盡量快些,以免鐵水下墜,形成內凹。
采用間斷送絲法施焊,焊絲在氬氣保護范圍內一進一退,一滴一滴地向熔池添送,焊槍隨管的曲率而變化,向上擺進。打底焊縫應稍厚些,以免產生裂紋。當焊到11點到12點(1點到12點)處,焊縫將要收口“碰頭”時,不宜再熄弧,焊槍應連續劃小橢圓運動,使接頭區域得到充分熔化,熔孔逐漸變小,并及時填充焊絲,連續焊超過12點后10 mm后再熄弧,以防產生“縮孔”或接頭“脫節”。這樣作的好處是管內焊縫不過燒,成型美觀,余高以0.5~1 mm控制。根據當地氣候條件和管件的材質、壁厚,確定氬弧焊參數(如下表1)。
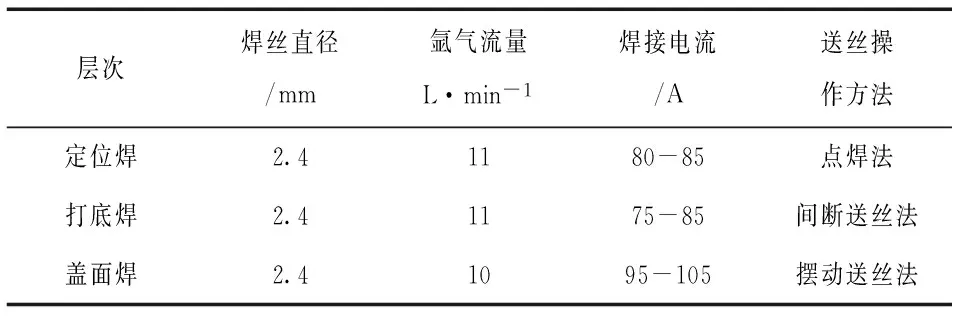
表1 氬弧焊參數
3.3.3.2蓋面焊
蓋面焊時,焊槍與焊件的角度為75°~85°。焊絲與焊件角度為10°~15°為宜,采用搖擺送絲法向上施焊,焊絲在一側坡口上向熔池送一滴填充金屬,然后,移向另一側坡口上向熔池又送一滴填充金屬,焊槍隨焊絲擺動途徑向上移動。
不管焊條電弧焊,還是氬弧焊方法“蓋面焊”,熔池都要保持“橢圓形狀”為宜,選擇易于控制熔池溫度和形狀,焊縫填充快,焊縫表面不宜產生咬邊、焊瘤、焊肉過高等缺陷,圓滑過渡,余高以1~1.5 mm為好。
3.4注意事項
1)焊工要嚴格執行批準的焊接施工方案,焊接中應采用強冷(風、水)等措施控制“熱輸入”方法控制層間溫度(60℃以下)。焊接時,將分多條焊縫,兩次焊接,已控制層間溫度要求,嚴禁澆水冷卻。2)焊接過程中(包括定位焊),應始終在管內充氬保護氣氛中進行。3)焊接中斷或再引弧時,焊槍一定要提前送氬和滯后停氣,以便保護焊縫不受有害氣體的侵入,防止氣孔的產生。4)施焊時,如發生鎢尖有缺陷,應立即重新按要求磨尖后,再繼續施焊。5)對厚度>3 mm的不銹鋼管為保證焊透,對口間隙稍大一點,此時要適當填充焊絲,焊絲直徑2.5 mm。6)蓋面層焊接時,要做到蓋面飽滿,不得低于母材面,防止表面質量缺陷的發生。
3.5施工中存在的主要缺陷及預防
3.5.1未融合
產生原因:熱能過小,焊絲偏向一側或焊速較快,管口有生銹或臟污,主要是溫度不夠,兩側未融化。
預防措施:焊接電流稍調大,焊絲走向要均勻、角度居中,速度不宜快,仔細刷洗坡口臟污。
3.5.2未焊透
產生原因:坡口角度較小、間隙較小或鈍邊較大,焊接火焰能率較小,焊接速度較快造成。預防措施:坡口尺寸嚴格按照工藝要求執行,要求焊接人員適當調整火焰能率,控制好焊接速度。
3.5.3夾渣
產生原因:坡口角度小、焊機電流小或坡口臟污清除不干凈。
預防措施:適當調整焊機電流,進一步仔細清除坡口臟污。
3.5.4內凹
產生原因:在仰焊角度時,由于高溫融化造成金屬液體在自重下下墜造成,預防措施:選擇合理的焊接坡口及焊接電流,使熔池保持適當大小和溫度。
3.5.5咬邊
產生原因:焊接時焊絲角度、兩邊溶合不一或管件多口存在錯邊造成;預防措施:要求焊工選擇合適的電流、焊絲角度,在坡口邊緣時焊絲擺動應稍慢一些;管口對接時應控制在允許范圍內。
3.5.6裂紋
裂紋分為熱裂紋和冷裂紋兩者情況,主要是由于斷弧造成,或氬氣不純造成;應對氬氣的純度、壓力和電流加以控制。
3.6焊后處理
1)焊后的不銹鋼管區域,應用“酸洗膏”涂抹,再用不銹鋼絲刷刷,刷后用清水洗凈,自然風干。2)匯總焊接現場技術、質量等資料并歸檔。3)焊完的焊縫應該進行本能洗、鈍化,使焊縫得到與母材具有類似的光澤,同時,產生鈍化膜后,使焊縫處有了抗氧化的能力。
4應用結論
本工程應用了氬弧焊焊接技術,對于其施工質量的檢測采取X光射線現場檢驗,且對于埋地管道焊縫應100%進行檢測。焊縫質量合格標準不應低于現行行業標準《承壓設備無損檢測第2部分射線檢測》JB/T4730.2規定的II級,不合格的焊縫必須返修,返修按原焊接工藝進行。本工程標段在應用氬弧焊技術后,一次性質量檢測結論如下表2所示:

表2 應用氬弧焊技術后一次性質量檢測合格情況
在工程確定了新工藝新技術后,應對其進行論證,技術方案成熟執行,本工程中主要從三方面進行了質量控制,一是焊接施工人員,嚴格按照焊接工藝進行,選擇合適的焊接角度和空間;二是現場設立檢測小組,在每個焊縫完成后的12小時內進行質量檢測,及時對存在的原因進行分析、排查、處理,總結,以控制焊縫一次性合格率,三是氬弧焊配套設備和材料,例如,焊機、焊絲及氬氣等尤為重要。
參考文獻:
[1]田進.引黃工程清水系統改造設計研究[J].中國科技信息,2014(Z2):71-72.
[2]段強.引黃泵站清水系統自動監控功能改造[J].電工技術,2013(05):51-52.
[3]趙虎.氬弧焊技術工藝及常見缺陷與控制措施[J].科技風,2014(07):32.
文章編號:1007-7596(2016)04-0191-03
[收稿日期]2016-03-28
[作者簡介]郝文進(1975-),男,山西沁源人,工程師。
中圖分類號:TG44
文獻標識碼:B
猜你喜歡
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
中國科技博覽(2016年22期)2016-11-01 12:31:00
科技視界(2016年1期)2016-03-30 23:10:15
石油化工建設(2016年4期)2016-02-27 15:03:16