一種主軸承蓋漲開裝置機構設計*
2016-06-16 02:16:24丁厚永任俊波孫立琴
組合機床與自動化加工技術 2016年5期
丁厚永,任俊波,孫立琴
(大連豪森設備制造有限公司a.研發部;b.電氣設計部;c.經營部,遼寧 大連 116036)
?
一種主軸承蓋漲開裝置機構設計*
丁厚永a,任俊波b,孫立琴c
(大連豪森設備制造有限公司a.研發部;b.電氣設計部;c.經營部,遼寧 大連116036)
摘要:針對汽車發動機裝配過程中,主軸承蓋與缸體的拆卸問題,開發了一種自動化程度較高的主軸承蓋漲開裝置。重點描述了該設備的機械結構、工作過程與控制系統的設計與實現,采用了一種基于西門子工控機IPC677的軟PLC控制方式,替代了傳統的PLC控制。該主軸承蓋漲開裝置可以在軟PLC的控制下,能夠穩定可靠,高效地完成主軸承蓋的漲開工作,目前已經在發動機裝配線上成功應用,且運轉良好。整個系統的提出不但提高了發動機裝配線的自動化程度,也對自動化裝配行業具有非常積極的意義。
關鍵詞:主軸承蓋;機械結構;控制系統;軟PLC
0引言
隨著汽車工業的發展,發動機裝配線正向自動化、信息化方向發展,發動機已經成為現代汽車的關鍵總成之一[1]。在進行汽車發動機主軸承孔的加工操作前,需要將多個主軸承蓋事先通過若干螺栓固定在缸體上。然而,在進行發動機裝配的后續操作過程中,需要將軸承壓入缸體,因此,在該工序之前,需要將連接主軸承蓋和缸體的螺栓擰松,然后再將軸承蓋從缸體上拆卸下來。傳統的拆卸工藝自動化率較低,通常為人工手持擰緊槍,擰松螺栓,再進行拆卸操作,對工人技術水平要求較高,效率低下。某些企業開發了半自動式主軸承蓋漲開裝置進行上述操作,但其占用空間大,成本相對較高,裝置結構復雜,拆卸效率也不能滿足生產需求。
本文提出了一種結構簡單,緊湊,能夠有效控制成本且自動化程度較高的主軸承蓋漲開裝置,完成上述工作。在控制上采用了一種基于西門子工控機IPC677的軟PLC控制方式,通過合理時序控制擰緊槍、氣缸動作,能夠高效地完成發動機主軸承蓋和缸體的螺栓擰松工作與漲開主軸承蓋的工作,大大縮短了裝配節拍,是發動機裝配工藝的重要突破。
1主軸承蓋漲開裝置機構組成與工作原理
如圖1所示,為主軸承蓋漲開裝置機構的機構簡圖[2-6],包括基礎機架、縱移托架、擰緊頭、橫移機架、漲開板、漲開插頭、斜長孔、滾輪、橫移板、第一缸、第二缸和壓桿。在基礎機架上滑動連接有縱移托架,這個縱移托架能夠在基礎機架上縱向的運動,在所述的縱移托架上有多個根據螺栓位置設置的擰緊頭,且陣列式的分布在縱移托架上;在縱移托架的底部則通過滑道滑動連接有橫移機架,在這個橫移機架上滑動連接有漲開板,該漲開板能夠相對于橫移機架縱向運動,在漲開板的底部則設置有多個橫向分布的漲開插頭,這些漲開插頭的朝向相同,且位于同一直線上;在漲開板的兩端分別設置有方向一致的斜長孔,在每個斜長孔內都配有滾輪,滾輪位于橫移板的底端,而橫移板則通過滑道與縱移托架的底部之間滑動連接,并且所述的橫移板通過設置在縱移托架底部的第一缸進行驅動,在縱移托架的上部還設置有第二缸,這個第二缸能夠驅動橫移機架橫向運動,在縱移托架的下部還設置有壓桿,這個壓桿能夠抵消本漲開裝置漲開主軸承蓋時產生的反力。
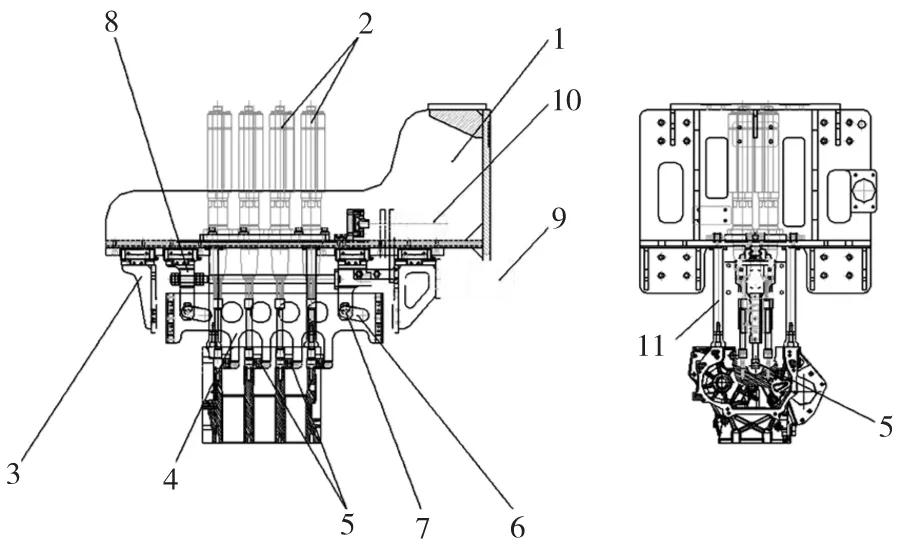
1.縱移托架 2.擰緊頭 3.橫移機架 4.漲開板 5.漲開插頭 6.斜長孔 7.滾輪 8.橫移板 9.第一缸 10.第二缸 11.壓桿
圖1主軸承蓋漲開裝置機構簡圖
主軸承蓋漲開裝置的具體工作過程如下:與缸體通過螺栓緊固的主軸承蓋在運送裝置的作用下運行至本裝置下方,本裝置相對于基礎機架下行,其上的多個擰緊頭運動至與主軸承蓋上的螺栓相配的位置處,與此同時漲開插頭也運動至曲軸孔相一致的高度上,然后擰緊頭工作,將所有的螺栓擰松,第二缸工作,帶動橫移機架橫向運動,所有的漲開插頭便進入曲軸孔中,之后第一缸開始工作,帶動橫移板橫向運動,由于橫移板下方的滾輪位于開設在漲開板上的斜長孔中,因此橫移板的水平運動能夠轉化成漲開板的縱向運動,即漲開板通過漲開插頭帶動主軸承蓋一同向上運動,由于此時主軸承蓋上的所有螺栓都已經松開,并且缸體的上端面頂在壓桿的底端,因此主軸承蓋便會與缸體在縱向上發生相對運動,并最終與缸體分離。
上述動作完成后,第一缸帶動橫移板反向運動,漲開板將主軸承蓋重新放回到缸體上,然后第二缸回收,帶動漲開板反向橫向運動,讓漲開插頭從曲軸孔中抽出,最后縱移托架上升回到初始位置,等待下一個主軸承蓋到達上料位。
2控制系統的設計
電氣控制器主要由基于西門子工控機IPC677軟PLC和信號轉換電路組成,其中軟PLC控制器包括CPU單元、存儲器模塊和電源模塊;電氣控制器硬件結構如圖 2 所示。

圖2 電氣控制器結構
軟PLC通過輸入輸出模塊,使用CAN通信模塊與上位機進行通信;接收信號轉換電路的輸入信號,按需求進行控制計算以后,輸出控制信號至信號轉換電路,控制外部負載動作;與此同時,信號轉換電路也接收各種負載信號,把采集到的信號進行轉換后,送給軟PLC,以滿足軟PLC的功能需求[7-8]。

圖3 控制系統硬件結構圖

圖4 軟PLC程序流程圖
在軟PLC的下位設有若干個西門子PC477模塊,在每個模塊都可以實現現場編程調試功能,軟PLC具有監控功能,同時監視若干個PC477的工作狀態;
PC477下位設有若干ET200s模塊,ET200s上觸電控制擰緊槍、氣缸等動作,實現預定功能[9-10]。
該工位屬于全自動工位,軟PLC需要檢測碼塊信息,完成升降裝置的控制,時序控制擰緊槍動作,漲開機構動作,判斷照相檢測結果是否合格等工作。流程圖如圖4所示。
3結論
本文介紹了一種主軸承蓋漲開裝置的機構設計,該機構的機械結構簡單,緊湊,能夠有效控制成本且自動化程度較高的主軸承蓋漲開裝置,控制上采用了一種基于西門子工控機IPC677的軟PLC控制方式,裝配節拍大大縮短,工作穩定可靠,并且其開放性、靈活性以及較低的價格占很大優勢。綜上所述,本文提出的主軸承蓋漲開裝置,具有較強的應用價值。
[參考文獻]
[1] 朱立東.發動機裝配線技術現狀及發展趨勢[J].湖南農機,2013,40(11):133-134.
[2] 濮良貴,紀名剛.機械設計[M].8版.北京:高等教育出版社,2006.
[3] 成大先. 機械設計手冊[M]. 北京:化學工業出版社,2004.
[4] 薛源順.機床夾具設計[M]. 北京:機械工業出版社,2001.
[5] 馬洪新.裝配線上變速器箱體定位夾緊機構的改進與實踐[J].制造技術與機床,2009(5):145-147.
[6] 吳長江.主軸承蓋加工自動線典型夾具分析[J]. 組合機床與自動化加工技術,2014(4):131-132.
[7] 劉興松等.基于軟PLC的電氣控制器設計[J].化工自動化及儀表2014,41(10):1111-1113.
[8] 吳亦峰,侯志偉.PLC及電氣控制 [M].北京:電子工業出版社,2012.
[9] 莊尚志,鄭建彬.基于多線程技術的PLC與PC的串行通信[J].武漢理工大學學報,2008,30(6):877-880.
[10] 黃延延,林躍,于海斌.軟PLC技術研究及實現[J].計算機工程,2004,30(1):165-167.
(編輯李秀敏)
Structure Design of an Automatic Opining Device over Main Bearing Caps
DING Hou-yonga,REN Jun-bob,SUN Li-qinc
(a.Research and Development Department;b.Electrical Design Department;c. Business Department, Dalian Haosen Equipment Manufacture Co., Ltd., Dalian Liaoning 116036, China)
Abstract:In order to automatic disassemble main bearing caps and an engine block on an assembly line, the paper proposed a structure design of an automatic opining device over main bearing caps. The paper highlights the structure designing, working principle and control system of the device. Moreover, a soft PLC controlling method based on Siemens IPC677 was illustrated which can detect, plan and control the movement of the work piece. With the help of this controlling method, the opining device functions stably and reliably to complete opening process over main bearing caps. The whole system has improved the degree of automation of assembly line and has a positive effect on the automation industry as well.
Key words:main bearing caps; structure design; control system; soft PLC
文章編號:1001-2265(2016)05-0118-02
DOI:10.13462/j.cnki.mmtamt.2016.05.032
收稿日期:2015-07-13;修回日期:2015-08-24
*基金項目:遼寧省科技創新重大專項(201408001)
作者簡介:丁厚永(1975—),男,南京人,大連豪森設備制造有限公司工程師,研究方向為汽車發動機和變速箱裝備業中新設備、新技術應用與建議企業技術標準體系,(E-mail)dinghouyong@haosen.com.cn。
中圖分類號:TH122;TG65
文獻標識碼:A