基于鍛坯的大型外凹形截面環件成形研究
2016-06-05 14:58:00王志軍付建華齊會萍
鍛壓裝備與制造技術 2016年6期
王志軍,付建華,齊會萍
(太原科技大學 金屬材料成形理論與技術山西省重點實驗室,山西 太原 030024)
基于鍛坯的大型外凹形截面環件成形研究
王志軍,付建華,齊會萍
(太原科技大學 金屬材料成形理論與技術山西省重點實驗室,山西 太原 030024)
針對大型外凹槽型環件成形上的困難,根據異形截面的環鍛件毛坯尺寸設計三大原則和方法,設計出合理的鍛坯尺寸及形狀,進一步設計出比較合理的模具。并基于SIMUFACT軟件建立了徑軸向軋環機三維數值仿真模型,對大型異形環件一個生產周期內的環件軋制過程進行了數值模擬,揭示了環件熱輾擴過程中等效應變場、溫度場、輾擴力以及金屬流動特性的規律。仿真計算結果表明,采用計算機模擬環件的成形過程,可用于模具改造、鍛坯設計以及軋制工藝的優化,建立起一種大型外凹槽截面環件穩定軋制模型。
熱輾擴;鍛坯;數值模擬;環件;SIMUFACT
環件軋制是連續局部成形新技術,許多軸承環、齒輪件、法蘭件等各種無縫環形零件都能夠利用環件軋制一次成形。國外已能夠生產出截面相對復雜的環件,但國內對于一些大型非矩形截面環件的生產并不多見。非矩形截面環件軋制成形,既要求能通過軋制獲得一定的環件直徑,又要求通過軋制獲得一定截面輪廓形狀,而對于輪廓形狀和環件直徑均有要求的環件顯然比只要求直徑長大的環件軋制更為困難[1-2]。非矩形截面環件軋制中經常出現截面輪廓形狀不能成形,或是已經成形的截面輪廓形狀在軋制過程中又逐漸消失,還有環件截面輪廓的部分區域不能充滿軋制孔型,環件在軋制過程中因截面輪廓的存在導致出現碟形翹曲等特有現象[3-4]。非矩形截面環件成形規律比一般的矩形截面環件的軋制成形規律更為復雜,在整個非矩形環件軋制過程中控制環件穩定地軋制其技術也要求更高,需要在軋制中時刻監控并及時調整參數。
可見,異形環件軋制研究較少,軋制時存在復雜的徑向和軸向的金屬流動導致出現各種缺陷以及成形技術上的困難,而實際中又因尺寸較大,采用實驗的方法獲得合理的生產工藝投入太大。直接利用矩形鍛坯成形限制了坯料的優化,只能從高度與厚度比來優化軋制所用坯料。本文基于Simufact軟件,對某大型外凹槽型環件軋制,利用現有的理論設計出矩形鍛坯以及模具并對其進行優化,對一個生產周期內環件進行了虛擬生產。重點研究了外凹槽型環件在輪廓截面的金屬充滿情況,從鍛坯設計、針對孔型模具設計、軋制工藝參數等方面解決軋制成形中的各種不穩定問題[5-6]。最終獲得了一種大型外凹槽型環件成形的鍛坯尺寸、模具尺寸以及合理的工藝參數,為生產作理論指導。
1 輾擴矩形截面鍛坯尺寸設計
本文以某公司提供的大型外凹槽環件為研究對象,其尺寸規格如圖1所示。目前國外徑軸向軋環機最大軋制直徑10m、高度4m,而國內徑軸向軋環機最大軋制直徑12m、高度2m。因此可以利用國內的環件軋制技術生產該大型外凹型異形截面環件。
針對截面復雜的環件,可以將環件鍛件分為三個矩形截面的環件[7-8],近似認為在整個環件的輾擴過程中,中間的外凹槽高度方向截面只參與徑向方向的變形,而環件上下兩個外臺階既有軸向變形又有徑向輾擴的長大運動。根據環件軋制理論以及外凹槽高度方向的截面徑向輾擴金屬流動規律設計出毛坯的尺寸,其尺寸規格如圖2所示。

圖1 外凹槽截面環件零件圖

圖2 外凹槽截面環件鍛坯圖
2 輾擴所用模具及進給規范設計
根據環件軋制理論及輾擴過程中咬入與鍛透條件,在滿足軋制條件下利用現有理論及經驗設計出一套合理的模具和進給參數。模具設計過程中將毛坯的變形根據最終成形尺寸及形狀在高度方向上三等分,即開始時只有外凹槽高度方向與驅動輥和芯輥同時接觸,在外凹槽的高度范圍內近似認為該高度方向上的鍛坯屬于矩形截面的鍛件,可運用現有的數學模型與理論對咬入條件的判斷,從而確定各個成形輥的初始進給速度,異形環件軋制過程導向輥隨環件最大外徑的長大運動可利用Simufact中的KiRAW系統自動控制[9-10]。根據多次軋制調試確定異形環件槽內的金屬流動,通過理論計算與多次改進得到能夠實現該軋制過程穩定進行的參數如表1所示。

表1 計算參數尺寸
3 外凹型環件熱軋制過程模型建立
3.1 材料模型
以海上風力發電、航空航天、海洋船舶的制造及電力、石油、工程機械等領域為例,德國牌號材料S355NL(對應中國牌號為Q345E),能在高寒、復雜受力環境下使用,是應用比較廣泛的環件材料。模擬所用材料的化學成分如表2所示。
鍛坯材料S355NL(對應國內牌號Q345E)密度7850kg/m3,楊氏模量210GP,泊松比0.3,比熱450J·kg-1℃,線性膨脹系數取1.5×10-5℃。利用Gleeble-3500D熱模擬實驗機對 ?10×15mm的Q345E小圓柱棒分別進行單道次熱壓縮實驗。在應變速率0.01s-1、0.1s-1、1s-1和5s-1,變形溫度為850℃、950℃、1050℃和1150℃,取應變為0.6,得到不同變形條件下Q345E鋼真應力一真應變曲線。圖3所示為Q345E鋼高溫單道次熱壓縮變形得到的真應力應變曲線。

表2 Q345E鋼化學成分最大值(質量分數%)
3.2 CAE模型
環件軋制選用Simufact模塊中的Roll ring環件軋制模塊,網格劃分采用模塊的Ringmesh劃分技術,環件的有限元網格總數為12480,單元類型為六面體。整個模型的總步數為30784。環件與驅動輥之間存在摩擦和接觸熱傳導,摩擦因子為0.85,熱傳導系數20000W(m2℃),環件與其他成形輥的摩擦因子為0.2,環件與空氣之間存在熱傳導和熱輻射,熱傳導系數50W(m2℃),熱輻射系數為0.25Ns-1mm-1℃-4。模具初始溫度150℃,鍛坯初始溫度1250℃,環境溫度為25℃。
4 模擬結果及其分析
4.1 等效應變場變化規律
根據Simufact有限元模擬過程的監控,提取環件輾擴過程中截面上的應變分布云圖,如圖4所示。從圖中可以看出,整個軋制過程中環件的應變分布規律為上下端面與外徑方向槽深高度的應變、環件的棱角區的應變要明顯大于環件其他部位的應變,且越靠近這些部位的應變越大,反映出整個環件軋制過程中變形區由外徑槽深高度部位、上下端面和棱角處向環件內部逐漸擴展,這主要由于環件軋制過程中棱角處區域因徑向和軸向的寬展反復成形和整平的結果,而槽深高度方向是主變形區,受驅動輥較大的軋制力的作用也相應產生較大應變。上下兩個高度方向環件外徑端面的應變與槽高度方向的環件內徑端面的應變值在軋制過程中與環件其他部位的值趨于一致,即這些區域在環件的軋制過程中變形規律一致,這些區域在徑向方向金屬流動一致。整個環件的應變值大小表明外凹槽環件的軋制過程中變形在同一高度趨于一致,整個軋制過比較穩定。

圖3 不同形變溫度下的應力應變曲線
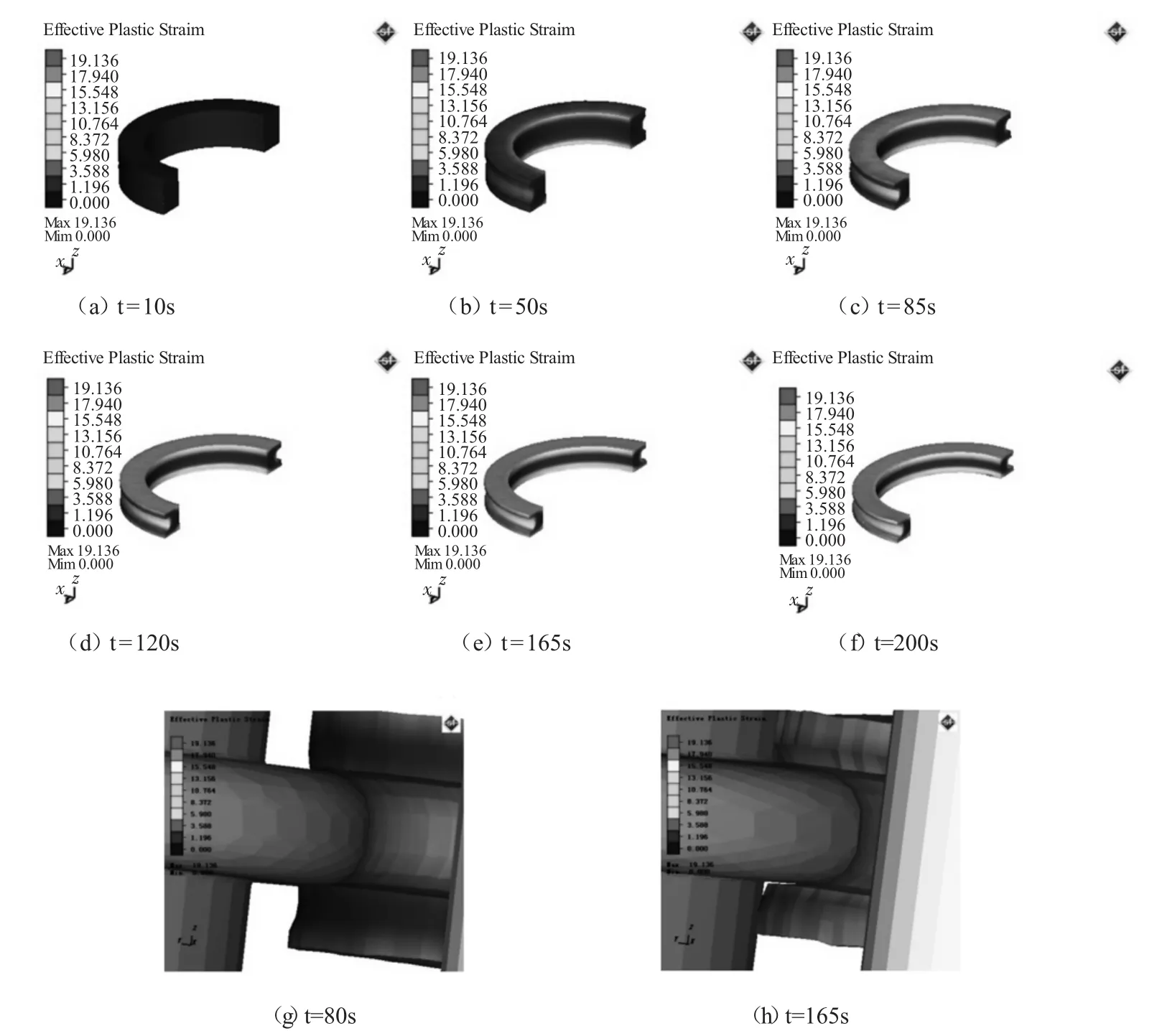
圖4 輾擴過程中環件截面的應變分布云圖
4.2 溫度場變化規律
提取環件輾擴過程中截面上的溫度分布云圖,如圖5所示。從圖中可以看出,環件的高溫區域越來越窄且向環件內部集中,環件內部的溫度要遠遠高于驅動輥和芯輥與環件接觸部位的溫度,軋制過程中環件與成形輥的接觸傳熱和環件與空氣熱輻射對流和傳熱作用導致環件的局部溫度下降的較快。上下端面輥和環件接觸的端面與芯輥和環件內徑二分之一高度接觸面的溫度卻幾乎與環件內部的溫度一致,軋制過程中這些部位有較大的應變,沿徑向方向的變形程度大,發生了溫度效應,即塑性變形過程中產生的熱量使環件局部溫度升高的現象,又有與成形輥的熱傳導和空氣的熱輻射對流傳熱,外部環境的作用與環件塑性變形的多因素作用,這兩個區域的溫度下降的不是很明顯,在軋制的某一時刻甚至會有局部溫度升高的現象,在實際環件的軋制過程中常常在這些應變值大的環件區域通冷卻水,避免出現溫度不降反升導致軋制過程的不穩定。
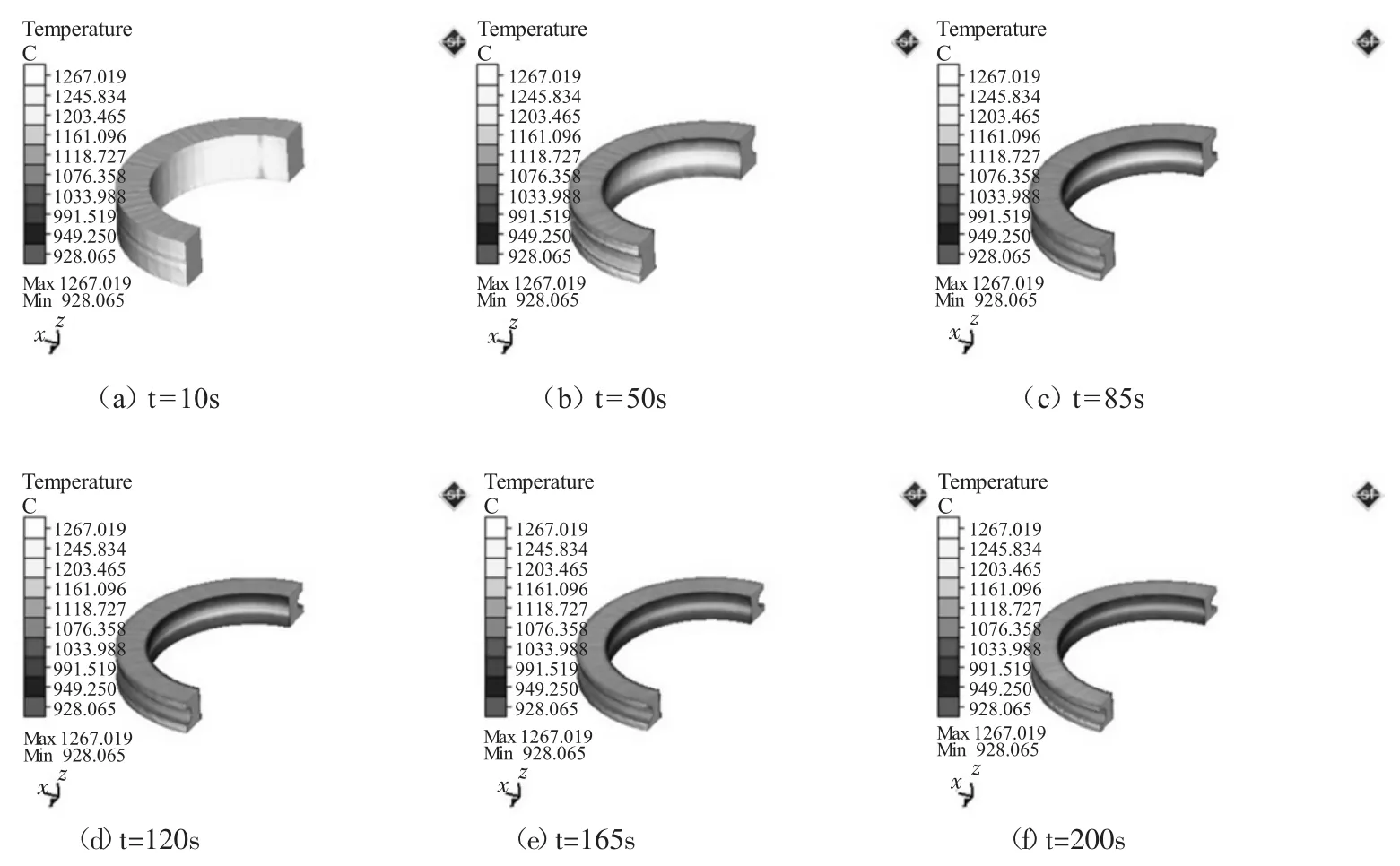
圖5 輾擴過程中環件截面的溫度分布云圖
4.3 輾擴過程中軋制力與力矩變化
驅動輥的軋制力能參數是軋制設備及工藝設計的重要依據。環件軋制過程中軋制力和軋制力矩的影響因素主要有:材料物理性能、環件尺寸、異形環件的孔型尺寸、成形輥的尺寸、摩擦系數等。環件軋制過程中環件平均半徑小的對應的軋制力矩小,所以毛坯尺寸的大小也決定了軋制力能參數的大小變化。
圖6分別為大型外凹槽環件軋制過程中徑向軋制力與軋制力矩隨時間的變化曲線。可以看到軋制過程的三個階段:初始軋制階段、主軋制階段和軋制后期整圓階段。在軋制初期,環件在徑向方向的咬入有一個過程,直至達到完全咬入,軋制力和軋制力矩不斷增大,完全咬入后,軋制力與軋制力矩穩定在一定范圍內,整體呈現在最大值之間上下波動。在主軋制這一段時間內軋制力與力矩沒有穩定的值。槽的深度達到尺寸后繼續軋制,當環件到達預定尺寸后整個軋制過程進入芯輥不進給而驅動輥空轉的整圓階段,軋制力與軋制力矩開始迅速呈下降趨勢。整個環件的軋制過程軋制力與軋制力矩的變化分為三個階段:先增大后保持在一定范圍內波動最后逐漸下降。由于影響力能參數的因素比較多,在主軋制階段力與力矩的不斷變化,表明整個環件的軋制過程十分復雜。

圖6 驅動輥徑向軋制力能參數圖
4.4 環件上下兩個端面的外徑變化規律
圖7為軋制過程中環件上下兩個端面的外徑隨軋制時間的變化曲線圖,由圖表明上、下兩個端面的外徑隨時間的增長具有一致性,下端面的直徑長大要稍稍落后于上端面的直徑長大,這是由于上端面有端面成形輥的向下進給運動,二者外徑的差值不超過10mm。結合環件的應變場與溫度場,整個環件的軋制達到了成形的效果。

圖7 環件兩個端面外徑變化規律
5 結論
(1)大型外凹槽型環件在軋制過程中很難控制上下兩個端面外徑長大速度的一致,如果兩個端面的外徑長大速度偏差太大,會直接導致抱輥一端受力嚴重,而另一端不與環件接觸,環件出現嚴重偏心現象,軋制過程中先前軋制出的外凹槽輪廓也會消失。本文通過鍛坯的設計以及驅動輥大徑方向上給合適的倒角,即通過合適的倒角使得槽以外上下兩個端面軸向有金屬流動并且在軋制過程中合理控制端面輥的速度有效控制外凹槽輪廓軋制的穩定進行。
(2)大型外凹槽型軋制過程中,主軋制階段又分為兩個階段:截面輪廓的成形階段和整個環件外徑截面輪廓的主軋制階段。在截面輪廓成形階段整個環件的外徑長大比較小,在截面輪廓成形即本次模擬模型軋制的80s之后,整個環件的外徑長大速度會有明顯增大。整個環件的外徑長大發生在截面輪廓成形階段的80s到整個輪廓截面完全充滿的165s這個階段。這與普通環件的軋制有著本質區別,普通環件的軋制整個環件的長大是在完全咬入后均勻增長的。所以軋制大型外凹槽環件時導向輥后退以及端面輥降速比同樣尺寸的矩形截面環件的時間要推遲。
(3)本次模擬確定了利用本文模型軋制大型外凹槽環件時,異形截面輪廓在80s時完全成形,在80s后整個環件直徑長大速度明顯增大,到達165s整個截面輪廓充滿,芯輥不再進給,環件軋制進入整圓階段。根據環件外徑控制各成形輥的運動參數,為實際生產通過外徑的長大來控制端面輥轉速與導向輥后退速度提供了關鍵的理論指導。
[1]Casotto S,Pascon F,Habraken A M,et al.Manufacturing systems for the production of seamless-rolled rings[J].Journal of Materials Processing Technology,1996,(60):67-72.
[2]Alfozan A,Gunasekera J S.Development of an experimental ring rolling mill[J].Forging Industry Educational and Research Foundation,2003,(8):865-868.
[3]華 林,黃興高,朱春東.環件軋制理論和技術[M].北京:機械工業出版社,2001.
[4]曾旭東.大型內臺階環件徑軸向軋制成形技術基礎研究[D].武漢:武漢理工大學,2012.
[5]劉育華,李永堂,齊會萍,等.外臺階截面環形鑄坯熱輾擴成形工藝有限元模擬[J].鍛壓裝備與制造技術,2013,48(4).
[6]劉曉飛.徑軸向軋制過程對環件成型效果影響的數值模擬研究[D].大連:大連理工大學,2013.
[7]袁海倫.異形截面環件毛坯結構優化設計及軋制過程計算機仿真[D].武漢:華中科技大學,2006.
[8]龔小濤,楊 帆,郭紅星.復雜異形環件毛坯優化設計方法研究[J].鍛壓技術,2012,(4):75-78.
[9]顏士偉,余世浩,陳學斌,等.環軋機形位輥系統動力學分析[J].鍛壓裝備與制造技術,2006,41(1):89-91.
[10]Sun Z C,Yang H,Ou X Z.Thermo-mechanical coupled analysis of hot ring rolling process[J].Transaction of Nonferrous. Metals Society of China 18(2008):1216-1222.
Study on forming process of large outer concave section ring on the basis of forging blank
WANG Zhijun,FU Jianhua,QI Huiping
(Shanxi Provincial Key Laboratory of Metallic Materials Forming Theory and Technology, Taiyuan University of Science and Technology,Taiyuan 030024,Shanxi China)
It is difficult to form the large outer concave ring.According to the three principles and methods of design for ring forging blank dimension with irregular section,the reasonable forging blank size and shape have been designed,as well as the more reasonable tool.The three-dimensional numerical simulation model has been established to the radial-axial ring rolling mill on the basis of SIMUFACTsoftware.The numerical simulation has been conducted to the ring rolling process of large irregular ring within one production cycle to reveal the laws of equivalent strain field,temperature field,ring rolling force,and metal flow during hot ring rolling process.The simulation calculation results show that the simulation of the ring forming process by use of computer can be adopted to optimize the tool transformation,forging blank design,and rolling process. Thus in this way,a stable rolling model has been established to the large outer concave section ring.
Forging blank;Q345E ring;Numerical simulation;Hot rolling;SIMUFACT
TG337
A
10.16316/j.issn.1672-0121.2016.06.019
1672-0121(2016)06-0075-05
2016-07-16;
2016-09-07
山西省重點研發計劃重點項目(03012015004)
王志軍(1990-),男,碩士在讀,主攻鍛壓設備理論與控制。E-mail:1521310406@qq.com
