核電乏燃料元件燒結用鉬鑭舟皿的熱沖壓工藝研究
2016-06-05 14:58:00王海文翟丕齊韓曉蘭趙升噸孟德安朱成成
鍛壓裝備與制造技術 2016年6期
關鍵詞:有限元
王海文,翟丕齊,韓曉蘭,趙升噸,孟德安,朱成成
(1.陜西省機械研究院,陜西 咸陽 712000;2.西安交通大學 機械工程學院,陜西 西安 710049)
核電乏燃料元件燒結用鉬鑭舟皿的熱沖壓工藝研究
王海文1,翟丕齊1,韓曉蘭2,趙升噸2,孟德安2,朱成成2
(1.陜西省機械研究院,陜西 咸陽 712000;2.西安交通大學 機械工程學院,陜西 西安 710049)
為了研究核電乏燃料元件燒結用鉬鑭舟皿中波紋壓型的成形工藝,降低生產試制成本,本文采用整體成形法和分步成形法兩種方法對其成形工藝進行研究。基于DEFOEM-3D軟件,對鉬鑭板材的兩種熱沖壓工藝進行數值分析,獲得的結論如下:通過整體成形法獲得鉬鑭舟皿底部波紋壓型的整體成形力為8760kN,側面波紋壓型整體成形力為3940kN。整體成形法可一次性實現鉬鑭舟皿底部和側面波紋壓型的成形,具有效率高的特點,但是底部波紋壓型的成形力大于目前設備的能力。分步成形法與整體成形法相比,第一個波紋壓型的成形力為958kN,其余波紋壓型的成形力為672kN。該成形工藝具有成形力小的優點,可在6300kN的液壓機上實現波紋壓型的成形,由于其在成形過程中當板材溫度低于終鍛溫度,需要對板材進行重新加熱,且在成形過程中存在板材和上模具的相對運動,成形過程相比較為復雜。因此可通過整體成形法成形側壁波紋壓型,采用分步成形法實現底部波紋壓型。
鉬鑭合金;熱沖壓;成形力;溫度場;有限元分析
隨著核電產業的快速發展,世界各國都面臨核電循環中乏燃料后處理的問題[1]。預計到2020年之后,我國核電廠每年產生乏燃料將超過1000t。彼時,我國乏燃料累計產量也將達到10000t左右。如此大規模的乏燃料,給乏燃料的安全管理帶來了巨大挑戰。加快推進我國后處理產業的發展,已經刻不容緩。后處理戰略的核心主要包括將鈾和钚分離并回收利用、核電乏燃料(MOX燃料)燒結和快堆閥燃料后處理,其中MOX燃料燒結時對舟皿的要求高。由于鉬合金具有熔點高、高溫硬度大、高溫強度高、對核燃料的性能穩定性和抵抗液體金屬的腐蝕等特性,因此廣泛采用鉬鑭舟皿處理MOX燃料燒結[2]。
鉬鑭合金舟皿是核電乏燃料元件制造的關鍵工序[3],具有高溫燒結時產品不變形的特點,主要用于滿足特殊高溫的需要,耐高溫可達1700~2000℃左右[4]。目前國內還沒有廠家能夠生產制造,全球所用的核電乏燃料燒結用鉬鑭舟皿只有奧地利PLANSEE公司和德國H.C.STARK公司能夠生產制造,市場被他們壟斷。鉬鑭合金板材熱塑性成形工藝的研究有利于打破國外對我們的壟斷、替代進口,對我國核電產業的發展有著重大的意義。
1 鉬鑭舟皿簡介
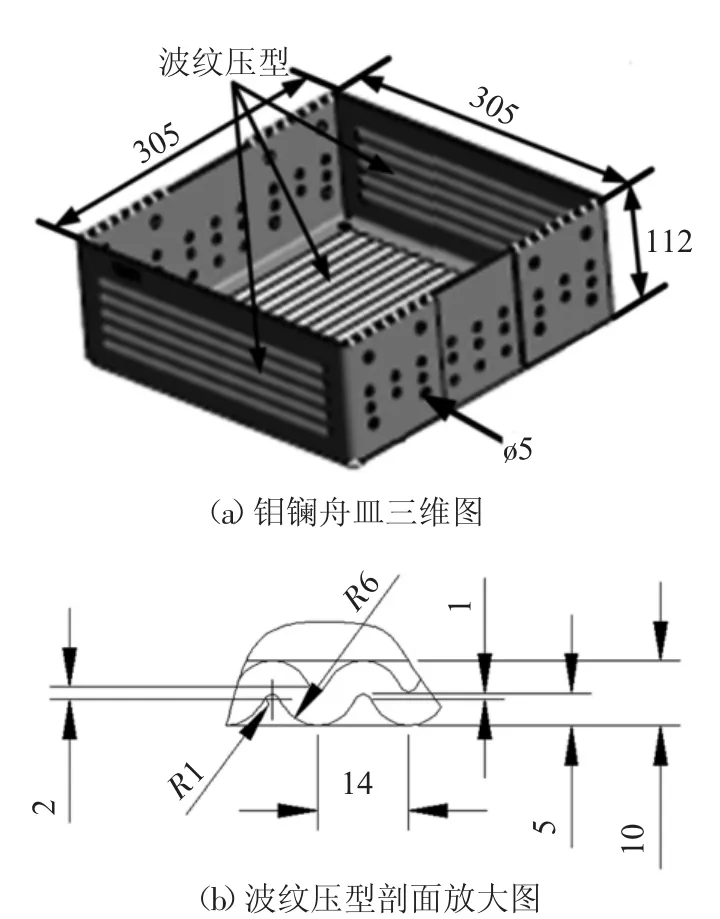
圖1 核電乏燃料用鉬鑭舟皿
圖1a所示為核電乏燃料用舟皿,其成形工藝如下:厚度一般為4mm~6mm的粉末冶金鉬鑭合金板在氫氣保護下加熱至1200℃進行波紋壓型、折彎成型,然后使用焊接和鉚接制成舟皿[5]。其中波紋壓型是鉬鑭合金舟皿成形的關鍵步驟,在舟皿的底部及側壁均需要實現波紋壓型的成型,其剖面放大圖如圖1b所示,在成形過程中要求保持板材厚度不變。由于鉬鑭合金具有室溫塑性成形差[6]、極易脆裂[7]、高溫強度高等特點,且價格昂貴,為了降低生產成本,且在目前已有的6300kN全自動粉末冶金制品液壓機上開展鉬鑭板材波紋壓型實驗,本文基于DEFORM-3D軟件[8,9],針對5mm鉬鑭板材開展波紋壓型的熱塑性成形工藝的研究,獲得成形過程中工件的等效應力、溫度及成形力的變化,為后續鉬鑭舟皿成形工藝的實驗研究奠定基礎。
2 熱塑性成形法介紹
由于鉬鑭合金板材具有高溫強度高的特點,本文主要采用整體成形法和分步成形法對波紋壓型的成形工藝進行探究。
2.1 整體成形法
整體成形方法中將鉬鑭板材進行加熱,其始緞溫度為1200℃,終鍛溫度為900℃,然后將板材置于上、下模具中,在外力作用下,板材隨著沖頭的運動向阻力較小的凹槽流動并最終充滿模具型腔,成形結束,上模具返回,如圖2所示。
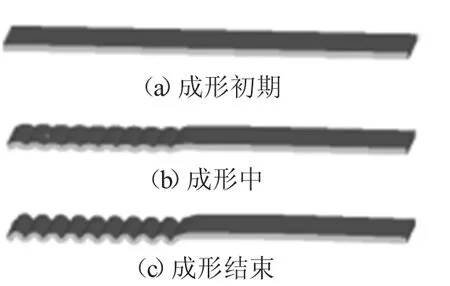
圖2 整體成形法示意圖
2.2 分步成形法
圖3所示為鉬鑭板材的分步成形法,首先將板材置于上模具和下模具中,在外力作用下產生第一個波紋壓型,之后上模具平移14mm,同理可獲得第二個波紋壓型,最終實現舟皿底部的全部波浪壓型的成形。
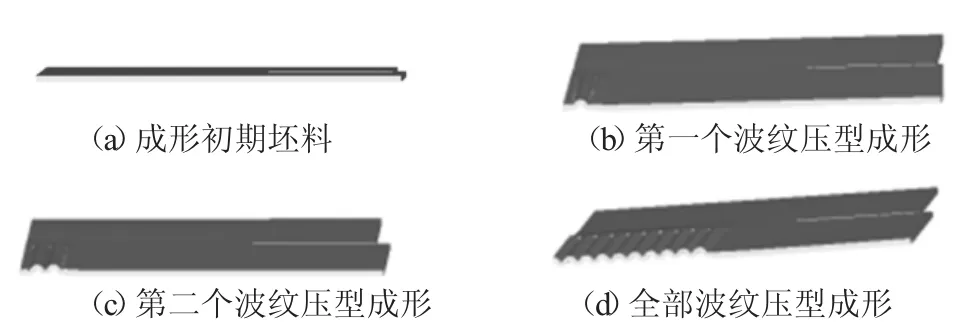
圖3 分步成形法示意圖
3 數值模擬結果及分析
3.1 整體成形法數值模擬
(1)有限元模型的建立
首先利用金屬塑性成形過程中體積不變原理,獲得鉬鑭舟皿初始坯料,由于板材具有對稱性,因此在有限元分析中取其中四分之一模型進行分析,如圖4所示。

圖4 鉬鑭板材的坯料圖
基于DEFORM-3D軟件,建立鉬鑭板材整體成形的有限元模型如圖5所示。有限元模型主要包括底部上模、底部下模、側壁上模、側壁下模和板材。其中底部上模和底部下模用來成形舟皿底部的波紋壓型,側壁上模和側壁下模則用來成形舟皿側壁的波紋壓型。通過整體成形法中一次性實現底部和側面波紋壓型的成形。有限元前處理設置如下:板材設置為塑性體,成形溫度設定為1200℃。鉬鑭板材的真實應力應變曲線直接影響成形力的大小[10],本文中的材料本構模型采用Arrhenius公式[11],如式(1)所示。底部上模、底部下模、側壁上模、側壁下模設為剛體,成形溫度為300℃。根據6300kN液壓機工作速度范圍25~55mm/s,選取上模具和上模的運動速度為30mm/s,模具和板材之間的摩擦系數設定為0.3,傳熱系數為5。
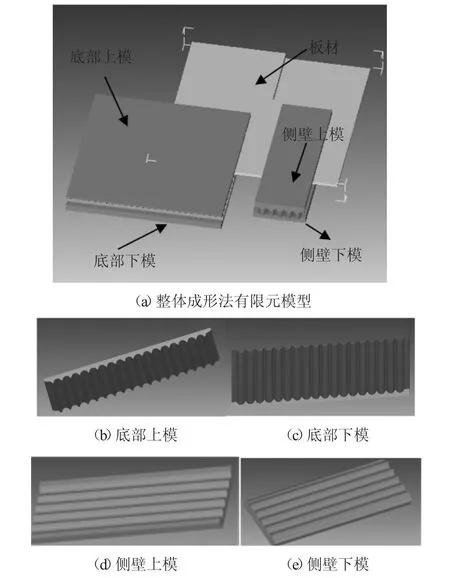
圖5 有限元模型及模具

(2)數值模擬結果及分析
圖6所示為整體成形法中鉬鑭板材的成形過程。隨著上模具向下運動,板材逐漸向模具凹槽內流動,直到將上模具和下模具中的凹槽完全充滿,成形結束。其中底部上模具和側壁上模具的載荷位移曲線如圖7所示。從圖中可以看出,在成形初期載荷較小,成形后期成形力急劇增加,這主要是由于成形后期,上模具及下模具與板材的接觸面積增大,約束增強,導致成形力急劇上升。采用1/4模型進行計算時,上模具的成形力達到2190kN,上模的成形力為1970kN。
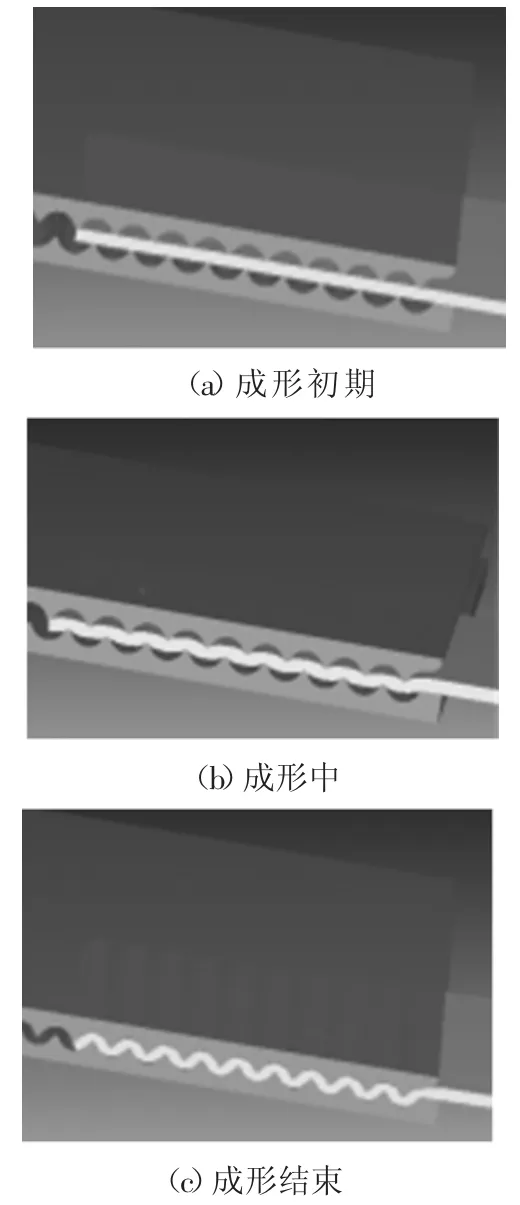
圖6 整體成形法中板材的成形過程
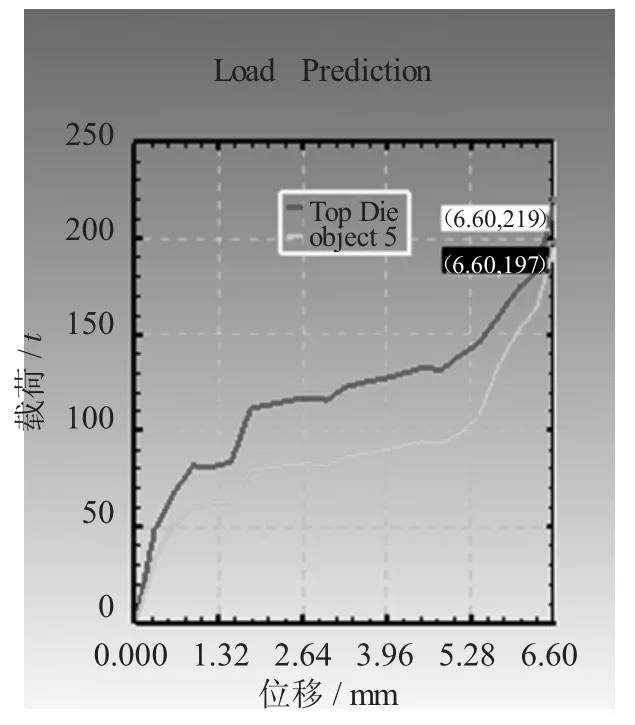
圖7 載荷位移分布
圖8所示為整體成形結束后工件的溫度分布情況,從圖中可以看出模具與板材接觸的部位溫度出現下降,溫度最低為1100℃,最高為1250℃,滿足熱塑性變形中溫度的要求,一次加熱即可實現板材的波紋壓型,最高溫度略高于始緞溫度,這主要是由于成形中溫度效應引起的。圖9所示為整體成形結束后工件的等效應力分布情況。等效應力主要集中在模具與坯料接觸的表面。
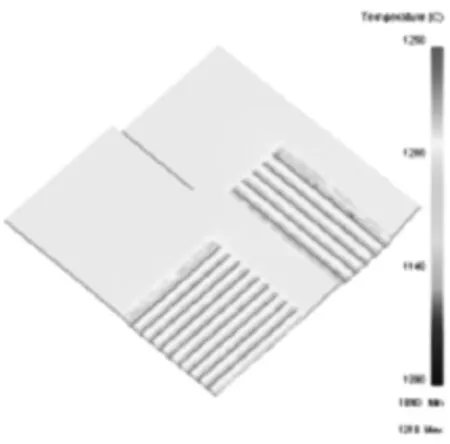
圖8 整體成形后工件的溫度分布

圖9 成形后工件的等效應力分布
因此可獲得鉬鑭舟皿底部波紋壓型整體成形力為8760kN,側面波紋壓型整體成形力為3940kN。整體成形法可一次性實現鉬鑭舟皿底部和側面波浪壓型的成形,具有效率高的特點。然而,采用該方法時要求成形設備提供較大的成形力,已經超過了現有設備的能力,可通過一次成形實現側壁波紋壓型的成形。
3.2 分步成形法數值模擬
(1)有限元模型的建立
與整體成形法建立有限元模型的方法相似,建立分步成形法有限元模型如圖10所示,主要包括上模具、下模具和板材,在分步成形法中,單個波浪壓型成形后,上模具向上移動6.6mm,之后平移14mm,重復第一個波紋壓型的成形過程,直到實現全部波紋壓型。
圖10 分步成形法的有限元模型
(2)數值模擬結果及分析
圖11所示為分步成形法的成形過程,首先將板材置于上模具和下模具中,其次沖頭向下運動接觸上板材向凹槽內流動,之后形成第一個波紋壓型。隨后沖頭向右移動14mm,與第一個波紋壓型成形相似,形成第二個波紋壓型,依次類推,實現舟皿底部波紋壓型。
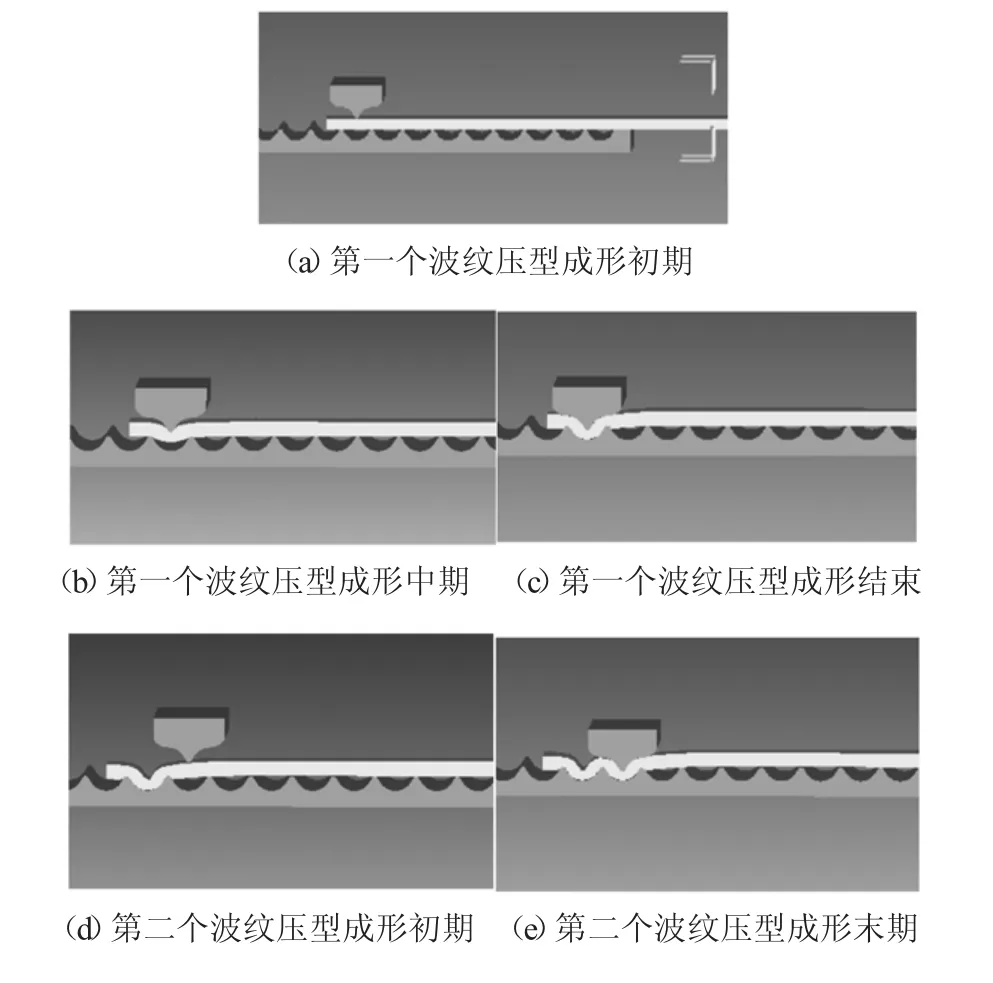
圖11 分步成形法中材料的流動
與上述兩種方法相似,圖12、13所示為分步成形法工件的等效應變和等效應力的分布情況。從圖中可以看出板材在成形過程中與模具圓角接觸的部位變形劇烈,且應力集中主要發生在板材與模具凸出圓角接觸的位置。
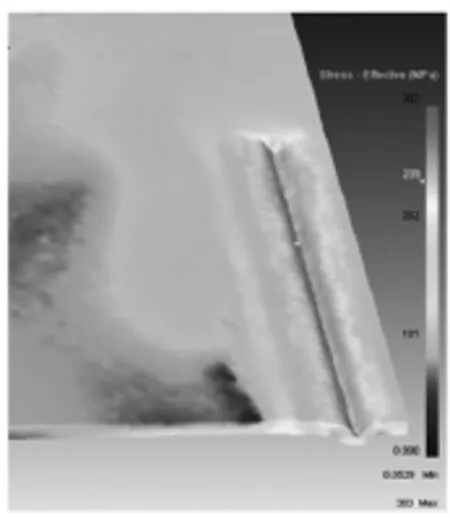
圖12 等效應力圖
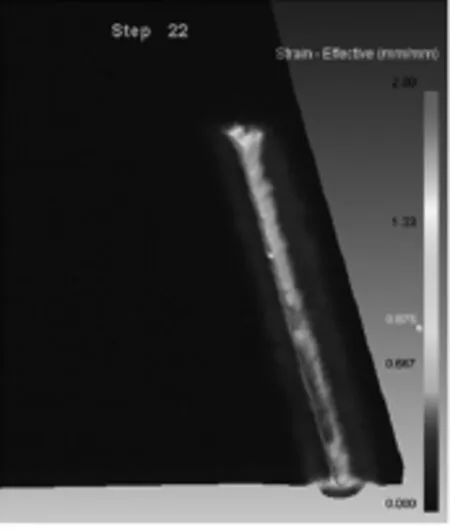
圖13 等效應變圖
圖14所示為波紋壓型逐步成形的溫度分布圖,與上下模具接觸的板材溫度會出現降低,當溫度低于900℃對板材進行加熱,直到在外力作用下實現所有波紋壓型的成形。
圖15所示為分布成形法的載荷-位移曲線,第一個波紋壓型成形力為479kN,之后其他波紋壓型的成形力基本維持穩定為336kN。即成形第一個波紋壓型時的整體成形力為958kN,后續其他波紋壓型的成形力為672kN。
分步成形法與整體成形法相比,具有成形力小的優點,可在6300kN的液壓機上實現波紋壓型的成形,由于其在成形過程中當板材溫度低于900℃需要對板材進行重新加熱,且在成形過程中存在板材和上模具的相對運動,成形過程相比較為復雜,為減少加熱次數,根據單個波紋壓型成形力及設備最大值的計算,可一次實現6個波紋壓型的成形,其原理與單個波紋壓型的成形類似。
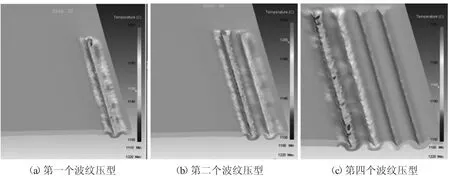
圖14 舟皿底部波紋壓型分布成形法溫度分布圖
4 結論
(1)基于DEFORM-3D平臺,對鉬鑭舟皿波紋壓型成形的熱塑性成形過程進行了有限元模擬分析,獲得了整體成形法和分步成形法中成形力的變化,等效應力和溫度的分布。
(2)整體成形法獲得鉬鑭舟皿底部波紋壓型的整體成形力為8760kN,側面波紋壓型整體成形力為3940kN。舟皿底部的波紋壓型的整體成形力大于6300kN,超出了目前設備的能力。
(3)分步成形法與整體成形法和二次成形法相比,第一個波紋壓型的成形力為958kN,其余波紋壓型的成形力為672kN,均小于設備的最大成形力,易于實現。
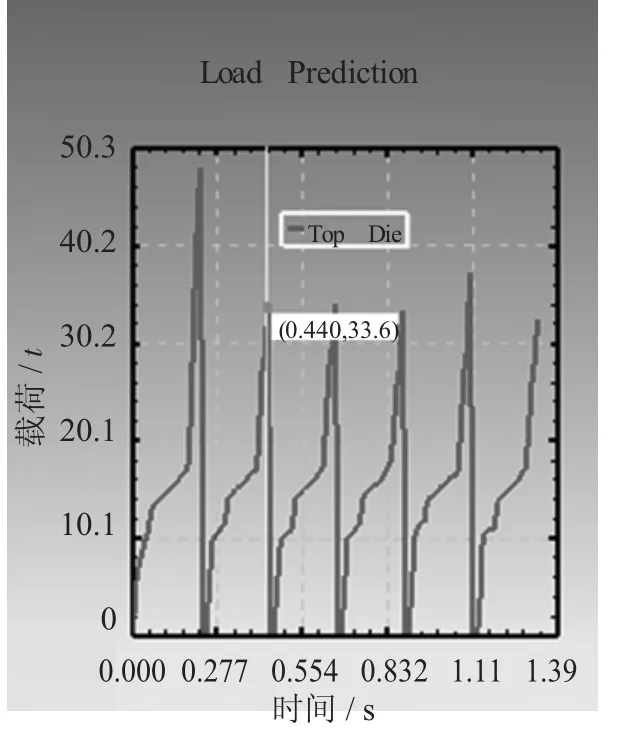
圖15 載荷位移曲線
[1]劉 敏,白云生.主要核電國家乏燃料貯存現狀分析[J].中國核工業,2015,(12):31-35.
[2]韓 強.鉬鑭合金板材料舟的研制及其斷裂行為分析[J].稀有金屬材料與工程,2012,41(9):1564-1567.
[3]劉俊懷,李 晶.不同摻雜試劑的鉬鑭板材力學性能分析[J].中國鉬業,2013,37(3):55-57.
[4]傅蔡安,郝 健,彭廣盼,等.基于Deform的鉬板軋制用軋輥輥形的研究[J].鍛壓技術,2011,36(3):50-54.
[5]王 錦,安 耿,劉仁智.熱加工方式及總變形量對厚鉬板退火組織的影響[J].中國鉬業,2012,36(2):52-55.
[6]王新剛,韓 強,趙寶華.稀土高溫鉬板室溫塑韌性研究[J].稀有金屬,2003,27(1):80-82.
[7]王 錦,李 晶,武 洲.鉬板熱拉深成形研究[J].中國鉬業,2013,37(4):53-55.
[8]韓曉蘭,范淑琴,趙升噸,等.離心風機葉輪蓋盤熱鍛有限元分析[J].鍛壓裝備與制造技術,2012,47(2):60-64.
[9]王玉文,張大偉,朱成成.機油濾清器法蘭沖壓成形過程有限元建模及模擬[J].鍛壓裝備與制造技術,2015,50(3):81-84.
[10]陳 程,尹海清,曲選輝,等.鉬塑性變形抗力數學模型的研究[J].塑性工程學報,2007,14(2):7-10.
[11]張 威.純鉬及鉬鑭合金軋制工藝及組織性能研究[D].沈陽:東北大學,2014.
Study on hot stamping process of Mo-La alloy sheet used in spent fuel of nuclear power
WANG Haiwen1,ZHAI Piqi1,HAN Xiaolan2,ZHAO Shengdun2,MENG Dean2,ZHU Chengcheng2
(1.Mechanical Design Institute of Shaanxi Province,Xi'an 712000,Shaanxi China; 2.School of Mechanical Engineering,Xi'an Jiaotong University,Xi'an 710049,Shaanxi China)
In order to study the corrugated molding process of Mo-La alloy sheet used in the spent fuel of nuclear powerand reduce the cost of production,two methods including the whole forming method and fractional step forming method have been adopted in the text.The numerical analysis has been conducted to two kinds of hot stamping process on the basis of DEFOEM-3D software.It is concluded that the forming force of the corrugated molding in the bottom and lateral wall are separately 8760 kN and 3940 kN in the whole forming process.The bottom and lateral forming can be completed in one time with high efficiency by use of whole forming process,but by which the bottom forming force is higher than the capacity of the current equipment.Comparing with the whole forming method,the fractional step forming method has the advantage of smaller forming force.The forming force of the first corrugated molding is 958 kN and the forming force of the others corrugated molding is 672 kN.The corrugated molding can be conducted in the 6300 kN hydraulic press.The Mo-La alloy sheet has been requested to be heated when the temperature is lower than the final forging temperature during forming process.Besides,the relative movement between sheet and top tool also makes the forming process more complex.Therefore,the corrugated molding in the side wall could be formed by use of the whole forming process while the corrugated molding in the bottom could be realized by the fractional step forming method.
Mo-La alloy;Hot stamping;Forming force;Temperature field;Finite element analysis
TG386
A
10.16316/j.issn.1672-0121.2016.06.014
1672-0121(2016)06-0052-05
2016-09-28;
2016-10-30
國家自然科學基金重點項目(51335009);陜西省科技統籌創新工程計劃資助項目(S2016TQGY0206)
王海文(1964-),男,研級高工,從事機械制造、材料成形研究開發。E-mail:haiwen.w@163.com
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
