數(shù)控車(chē)床加工特殊蝸桿的應(yīng)用研究
2016-06-05 15:14:42韋筱斌
橡塑技術(shù)與裝備 2016年6期
韋筱斌
(廣東省機(jī)械高級(jí)技工學(xué)校,廣東 廣州 510450)
數(shù)控車(chē)床加工特殊蝸桿的應(yīng)用研究
韋筱斌
(廣東省機(jī)械高級(jí)技工學(xué)校,廣東 廣州 510450)
Application research of nc lathe machining special worm
直廓環(huán)面蝸桿是特殊蝸桿的一種,本文以直廓環(huán)面蝸桿為研究對(duì)象,分析直廓環(huán)面蝸桿成型原理,推導(dǎo)出直廓環(huán)面蝸桿輪廓曲線參數(shù)方程表達(dá)式,用宏程序編寫(xiě)直廓環(huán)面蝸桿數(shù)控加工程序,數(shù)控車(chē)床加工直廓環(huán)面蝸桿要點(diǎn)等方面進(jìn)行一一敘述。
形成原理;參數(shù)方程;宏程序;數(shù)控加工
機(jī)械傳動(dòng)在機(jī)械工程行業(yè)應(yīng)用非常廣泛,機(jī)械傳動(dòng)的種類非常多,蝸輪蝸桿傳動(dòng)就是機(jī)械傳動(dòng)的類型之一,蝸桿是蝸輪蝸桿傳動(dòng)的主動(dòng)件,蝸桿的類型有三種,分別是圓柱蝸桿、直廓環(huán)面蝸桿及錐蝸桿三種類型,然而直廓環(huán)面蝸桿的加工是機(jī)械加工的難點(diǎn),直廓環(huán)面蝸桿在加工過(guò)程中主要有兩大技術(shù)難題:一是環(huán)面蝸桿的粗加工;二是環(huán)面蝸桿的齒面修型精加工,針對(duì)直廓環(huán)面蝸桿的兩個(gè)難點(diǎn),分析直廓環(huán)面蝸桿成型原理,推導(dǎo)出形成直廓環(huán)面蝸桿輪廓曲線的數(shù)學(xué)表達(dá)式,采用宏程序編寫(xiě)數(shù)控加工程序,實(shí)現(xiàn)直廓環(huán)面蝸桿在數(shù)控車(chē)床上生產(chǎn)加工。
1 直廓環(huán)面蝸桿的形成原理
首先來(lái)分析直廓環(huán)面蝸桿齒面形成原理,蝸桿軸線平面內(nèi)的一條成形相切的直線,在圍繞成形圓心作等角速旋轉(zhuǎn)運(yùn)動(dòng)的同時(shí),又與成形圓圍繞蝸桿軸線作等角速度的旋轉(zhuǎn)運(yùn)動(dòng),這條直線的空間形成的軌跡曲面就是直廓環(huán)面蝸桿的螺旋齒面,如圖1所示。
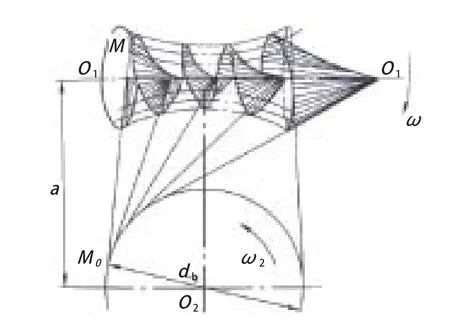
圖1 直廓環(huán)面蝸桿的形成原理圖
2 直廓環(huán)面蝸桿參數(shù)方程式的建立
2.1 直廓環(huán)面蝸桿粗加工參數(shù)方程
因?yàn)樾纬芍崩h(huán)面蝸桿齒形的分度圓、齒頂圓、齒根圓都是規(guī)則的圓弧,則齒廓線上任意點(diǎn)都在圓上如圖2所示,因此形成齒面輪廓的點(diǎn)可以通過(guò)圓的方程求出。
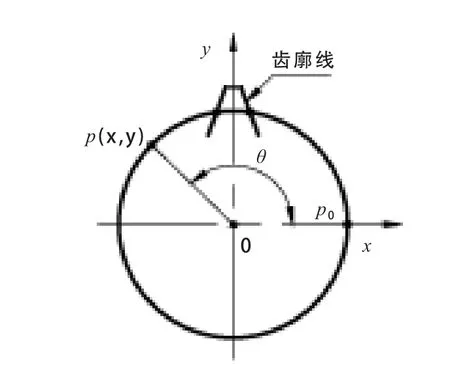
圖2 圓的形成
通過(guò)公式(1)(2)、圖2可以根據(jù)加工零件的特點(diǎn)合理的選擇蝸桿成型車(chē)刀進(jìn)行成形粗加工直廓環(huán)面蝸桿。
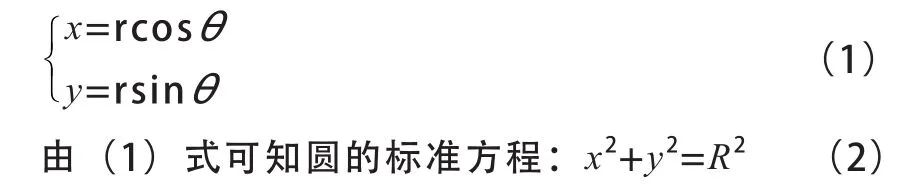
圖2所示,圓的參數(shù)方程:
2.2 直廓環(huán)面蝸桿齒面修型精加工參數(shù)方程
圖3所示,L1是過(guò)蝸桿分度圓圓心且與蝸桿軸心線的垂線,L2是過(guò)分度圓圓心且與蝸桿齒廓中心相交于點(diǎn)E的直線,L1與 L2的夾角為θ。因?yàn)橹本€L2是蝸桿車(chē)刀的中心軸線,可以求出齒廓線上任一點(diǎn)。則有:
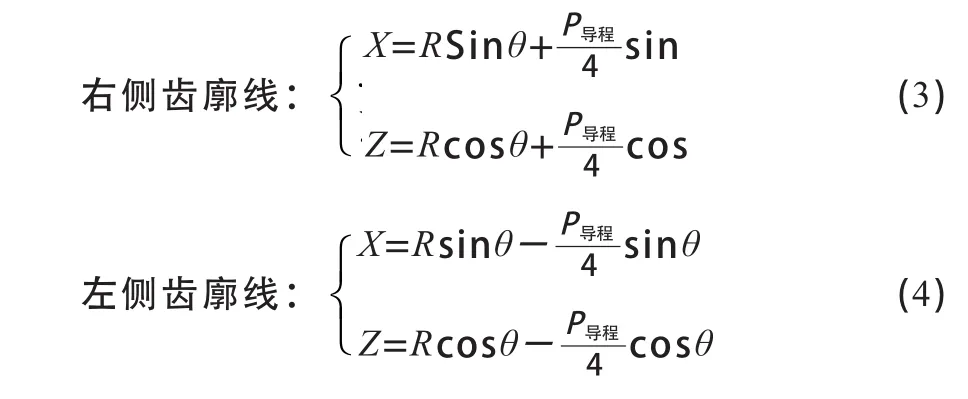
運(yùn)用公式(3)、(4)可以通過(guò)左右偏刀對(duì)粗加工的直廓環(huán)面蝸桿進(jìn)行齒面精加工以及齒面修型。

圖3 直廓環(huán)面蝸桿齒形原理圖
3 直廓環(huán)面蝸桿編程實(shí)例
以圖4所示直廓環(huán)面蝸桿零件圖為例,數(shù)控系統(tǒng)采用FANUC 0i系統(tǒng),用宏程序編寫(xiě)直廓環(huán)面蝸桿程序。注:編程原點(diǎn)為右端面與軸心線的交點(diǎn),直廓環(huán)面蝸桿零件加工程序如下:
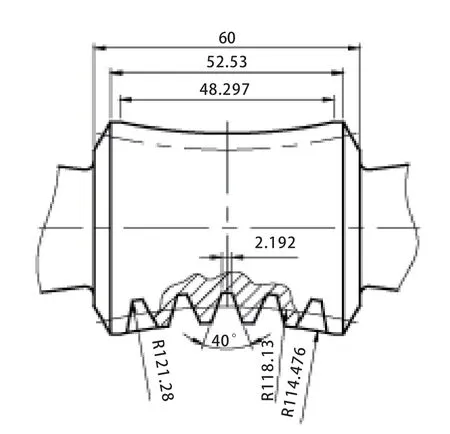
圖4 直廓環(huán)面蝸桿零件圖
3.1 粗加工程序(留余量0.3 mm)
O1234;
G90 G98 G40 G00 X100 Z100;
T0101 M08;(35°蝸桿車(chē)刀)
M03 S400;
G00 X48 Z-45.937;
#4=0.1;
WHILE [#4 LE 6.804] DO2;
#1=39.063;
#2=-39.063;
WHILE [#1 GE #2] DO1;
#5=9.891*#4/6.804;
#3=SQRT [114.476*114.476-#1*#1];
G32 X[2*#3-#4] Z[#1-85] F[#5];
#1=#1-#5;
END1;
G00 X50;
Z-45.937;
X48;
#4=#4+0.1;
END2 ;
G00 X100 Z100;
M09;
M30;
O2345;(右側(cè)齒廓修型)
G90 G98 G40 G00 X100 Z100;
T0101 M08;
M03 S400;
G00 X48 Z-45.937;
#4=0.1;
WHILE [#4 LE 6.804] DO2;
#1=-70.69;
侵權(quán)責(zé)任的量變應(yīng)以矯正正義的框架范圍為限,尤其不得超出“平等關(guān)系”和“損害填平”兩項(xiàng)質(zhì)的基礎(chǔ)性規(guī)定。局部量變是事物發(fā)展過(guò)程中的必然現(xiàn)象,也是事物在環(huán)境中持續(xù)生存的必要條件。但是,當(dāng)量變超越某個(gè)臨界點(diǎn),就會(huì)引發(fā)事物屬性的改變而產(chǎn)生質(zhì)變。矯正正義的兩極性決定了侵權(quán)責(zé)任僅存在于平等主體關(guān)系之內(nèi);矯正正義的實(shí)質(zhì)內(nèi)容是“損害填平”。損害認(rèn)定是“損害填平”的前提,但由于因果關(guān)系的普遍性特征,損害認(rèn)定同樣不全然是一個(gè)事實(shí)問(wèn)題,而必然伴隨著價(jià)值判斷。在矯正正義的兩極框架內(nèi),整個(gè)侵權(quán)法在特定社會(huì)政策和價(jià)值的導(dǎo)向下動(dòng)態(tài)地調(diào)整其具體制度的內(nèi)容,以實(shí)現(xiàn)行為人與受害人雙方利益的平衡。
#2=-109.245;
WHILE [#1 GE #2] DO1;
#5=9.891*#4/6.804;
#6=(114.476+#4)*sin[#1]+#5/4*sin[#1];
#7=(114.476+#4)*cos[#1]+#5/4*cos[#1];
G32 X[2*#6-#4] Z[#7-85] F[#5];
#1=#1-0.1;
END1;
G00 X50;
Z-45.937;
X48;
#4=#4+0.1;
END2 ;
G00 X100 Z100;
M09;
M30;
同理,運(yùn)用公式(4)可以對(duì)粗加工的直廓環(huán)面蝸桿進(jìn)行左側(cè)齒廓線齒面精加工以及齒面修型。
4 直廓環(huán)面蝸桿加工方法及加工注意要點(diǎn)
直廓 環(huán)面蝸桿加工方法是在加工直廓環(huán)面蝸桿時(shí)是通過(guò)蝸桿的齒形參數(shù)方程,然后運(yùn)用宏程序通過(guò)小段螺紋線逐漸擬合加工出蝸桿,因此在宏程序中的切削深度變量賦值的數(shù)值越小精加工的精度越高。運(yùn)用宏程序數(shù)控車(chē)削直廓環(huán)面蝸桿時(shí)刀具根據(jù)賦值的參數(shù)變量始終以分度圓為母線,按照切削深度逐層遞增車(chē)削加工蝸桿。應(yīng)該特別注意的是直廓環(huán)面蝸桿在車(chē)削時(shí)是通過(guò)小段螺紋線逐漸擬合,所以在車(chē)削環(huán)面蝸桿時(shí)每層車(chē)削的導(dǎo)程隨著切削深度的變化而變化。
在加工直廓環(huán)面蝸桿時(shí)注意要點(diǎn),粗加工可以選擇成型蝸桿車(chē)刀,在選擇成型車(chē)刀粗加工時(shí),車(chē)刀角度必須小于齒廓角度,否則將會(huì)產(chǎn)生過(guò)切和欠切現(xiàn)象如圖5所示,同時(shí)齒廓要預(yù)留足夠的精加工余量進(jìn)行齒面修型。
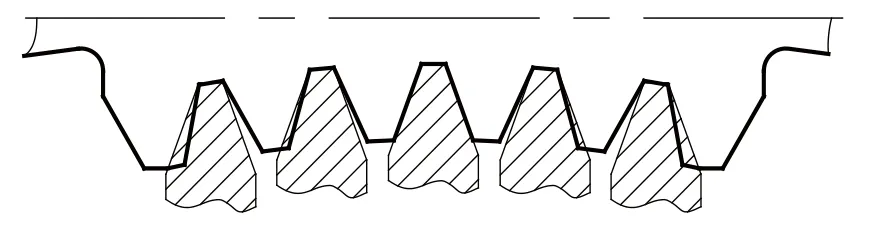
圖5 過(guò)切和欠切現(xiàn)象
綜上所述,針對(duì)直廓環(huán)面蝸桿的加工特點(diǎn)和難點(diǎn),通過(guò)建立直廓環(huán)面蝸桿的齒廓形狀數(shù)學(xué)模型參數(shù)方程,然后采用螺紋車(chē)削的原理通過(guò)宏程序?qū)崿F(xiàn)小段螺紋線逐層擬合加工出齒廓形狀。提出新的加工方法和加工工藝,成功實(shí)現(xiàn)直廓環(huán)面蝸桿在數(shù)控車(chē)床上加工,該方法和生產(chǎn)工藝不僅保證了工件的質(zhì)量,還降低了生產(chǎn)成本。生產(chǎn)實(shí)踐證明該方法在對(duì)于精度沒(méi)有特別要求時(shí)加工直廓環(huán)面蝸桿的加工方法簡(jiǎn)單,符合實(shí)際生產(chǎn)要求。
[1] 吳迎春,白永明.一種數(shù)控車(chē)削斜橢圓的方法[J].新技術(shù)新工藝,2011,(6):27~29.
[2] 丁克會(huì),席平原,周紅斌.參數(shù)方程曲線的最優(yōu)逼近算法及實(shí)現(xiàn)[J].機(jī)械傳動(dòng),2008,32 (6) :57~63.
[3] 北京發(fā)那科機(jī)電有限公司.FANUC Series Oi Mate-MODEL D車(chē)床系統(tǒng)用戶手冊(cè)[M].北京:北京發(fā)那科機(jī)電有限公司,2008.
(P-02)
TG519.1
1009-797X(2016)06-0096-03
A
10.13520/j.cnki.rpte.2016.06.036
韋筱斌(1980-),男,大學(xué)本科,研究方向?yàn)閺氖聰?shù)控專業(yè)教育。
2016-02-24
