TQS/M多通道微量粉體定量喂料控制系統
2016-06-02 01:07:15胡云燕左召明雷仕慶楊寶輝合肥水泥研究設計院合肥3005合肥固泰自動化有限公司合肥3005
中國環保產業 2016年3期
胡云燕,左召明,雷仕慶,楊寶輝(.合肥水泥研究設計院,合肥 3005;.合肥固泰自動化有限公司,合肥 3005)
?
TQS/M多通道微量粉體定量喂料控制系統
胡云燕1,左召明1,雷仕慶1,楊寶輝2
(1.合肥水泥研究設計院,合肥 230051;2.合肥固泰自動化有限公司,合肥 230051)
摘 要:介紹了一種適用于喂料量在600kg/h以下的小流量的黏結性粉體物料的定量喂料設備,其具有密封的環保結構、一機多喂的集成設計等特點,已應用于國內垃圾焚燒發電生產線中的消石灰定量給料。
關鍵詞:多通道;小流量;粉體;定量喂料;垃圾焚燒;消石灰
近年來,在建材、冶金、電力等行業中,國內外致力于研究粉體過程計量和控制設備的廠家不斷涌現,粉體定量喂料的技術水平也在不斷提高。但大都只能用于常規的規模化工業生產中,其產量通常在1~500t/h的范圍,能很好適用于喂料量在600kg/h以下的小流量的黏結性粉體物料的計量設備寥寥無幾。本文介紹了國內最新研制出的TQS/M多通道微量粉體定量喂料控制系統,其獨特的多通道模式可為用戶節約大量的投資成本和占地空間。該系統現已在垃圾焚燒發電行業和鎂鋁冶煉行業得到了很好的推廣應用,并得到用戶的一致好評。本文介紹并總結了該系統在垃圾焚燒發電行業的應用。
1 系統的應用背景
我國屬于發展中國家,經濟發展迅速、城市化進程加快、居民生活水平不斷提高,城市垃圾的產生量也在不斷增加。目前國內600多座城市的垃圾產生量以每年7%~8%的速度增長,城市垃圾的妥善高效處理顯得尤其迫切。
國際上較為發達的國家和地區,大部分都采取垃圾焚燒發電的方法處理城市生活垃圾,不僅能使生活垃圾所占用的空間大幅度減少,節省大量的土地填埋空間,而且能將垃圾焚燒過程中的熱能轉換成電能,變廢為寶,是實現垃圾無害化、減容化、資源化處理最為有效的方法。但在垃圾焚燒過程中產生的煙氣中含有大量粉塵和有害的酸性氣體,如HCl、二英等,需要對其凈化處理方可實現達標排放。要除去這些有害物質,目前在垃圾焚燒煙氣處理系統中,工藝上一般采用干法脫酸除塵的方法。脫酸劑一般采用消石灰,吸收劑一般采用活性炭。消石灰和活性炭按一定比例加入到儲存倉內,采用定量喂料設備自動給料,通過氣力輸送將消石灰及活性炭送至反應容器中。消石灰和活性炭的添加量比較小,一般用量不超過400kg/h。國內大多采用小型螺旋鉸刀喂料,但由于消石灰及活性炭都很容易吸潮黏壁,嚴重情況下,會與葉片黏連成一體,造成無法連續喂料、給料量不穩定,計量精度很低。國內還有采用圓盤式給料設備,但也因為技術不成熟,無法解決黏結性物料的進出料問題,給料不穩定,仍然達不到理想的效果。
在垃圾焚燒煙氣處理過程中,若消石灰和活性炭等添加量不足或添加量不穩定,會造成脫酸效果不好,二英排放不達標,再次污染環境。因此,能否連續穩定添加消石灰和活性炭,對提高脫酸效果至關重要。國內最新研制出的“TQS/M多通道微量粉體定量喂料控制系統”設備裝置能很好地解決這些難題。
2 系統的組成
TQS/M多通道微量粉體定量喂料控制系統由三個主要環節組成,即活化預給料裝置、微型轉子定量喂料裝置和風力抽吸輸送裝置。如圖1所示。

圖1 TQS/M多通道微量粉體定量喂料控制系統
根據垃圾焚燒工藝中大部分采用一地多條生產線的模式,該系統構成在設計中采用了“一機多喂”的多通道系統,其中活化預給料裝置為一套共用,定量給料裝置設計為多路。活化預給料裝置主要由可控進料組件、稱重倉、稱重傳感器、活化喂料機、支撐框架組成,起到預定進料及穩流的作用。微型定量喂料裝置主要由隔斷活化倉、負壓抽吸型微型轉子喂料設備、葉輪氣力輔助噴吹清掃裝置組成,實現平穩定量喂料的功能。風力抽吸輸送裝置由風力抽吸泵、出料噴吹助力裝置組成,負責把物料強力徹底地吹送至指定工藝管路。
整套系統設備的所有環節全程密封,保證了在粉料通過時絕無粉塵飛揚現象,現場使用干凈環保。
3 控制系統的工作原理
系統工作過程中,根據微粉物料的特性,首先必須保證稱重喂料倉出口的料壓保持穩定,為此,需對稱重倉的料面高度和內部料流實施有效的控制。可以選用可控的葉輪給料機和氣動閘閥作為稱重倉的前級進料設備,安裝在稱重倉的上方,其作用是對稱重倉的料面高度進行合理的控制。根據需要控制活化喂料機的運轉,以保證微粉物料的流暢及穩定,并對流量進行粗調,使物料穩定地進入微型轉子定量喂料裝置。控制系統根據微型轉子喂料設備的瞬時流量值與設定值比較結果,控制微型轉子轉速,使瞬時值始終跟蹤設定值,從而實現對微粉的準確計量與穩定控制。
粉體物料經進料裝置平穩進入稱重喂料倉,通過活化喂料機的運轉保持穩定的預給料,根據需要填充到微型轉子喂料設備的扇區中,變頻調速電機通過減速箱和主軸將動力傳至微型轉子喂料設備,帶動微型轉子轉動。隨著微型轉子的轉動,充有粉體的扇區轉到出料口處時,落入風力抽吸泵,在輸送空氣的帶動下快速地到達下級工藝設備。同時,根據采集到的稱重倉失重信號,對喂料進行階段性在線校正。輔助清掃裝置也同步啟動工作,對出料扇區的物料進行助力清掃,以保證出料的完全性。以上時序示意見圖2。
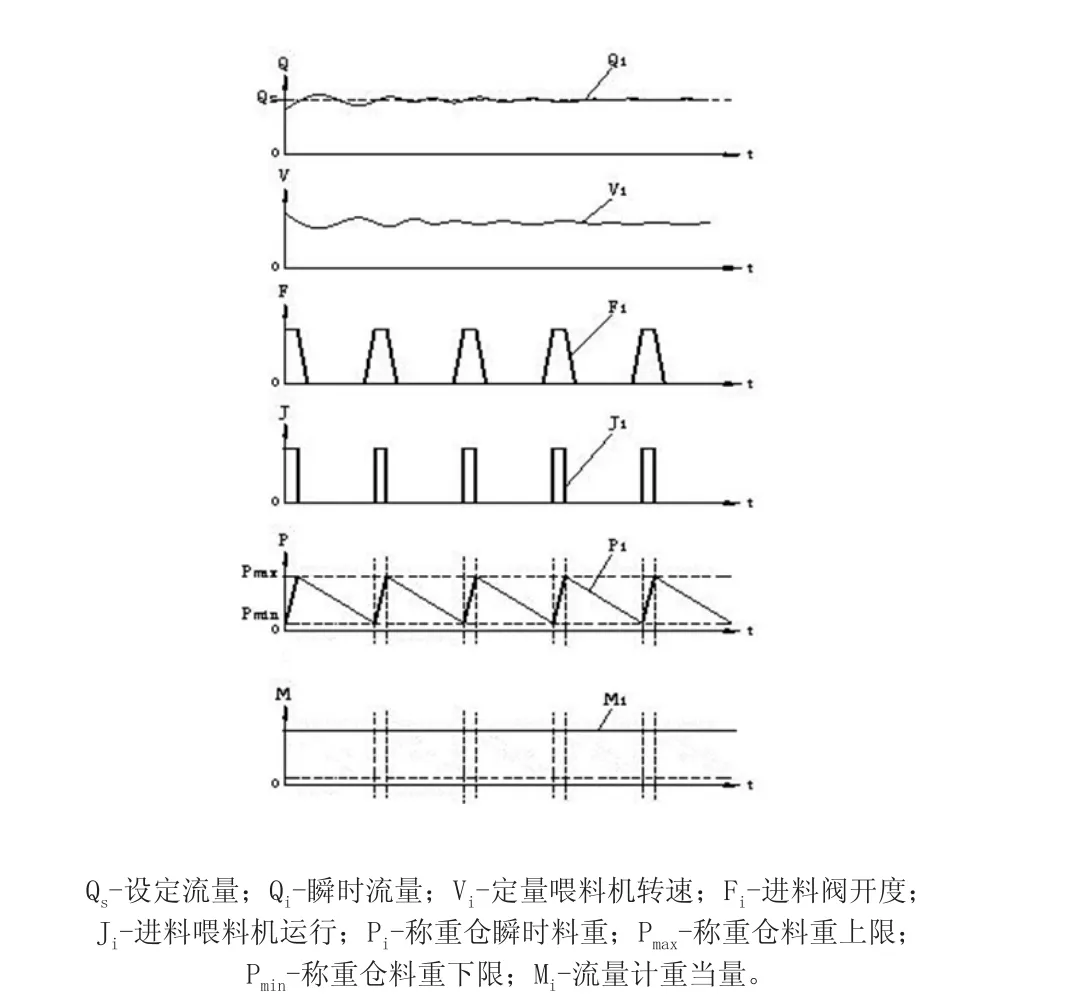
圖2 時序示意圖
瞬時流量及累積流量的求取公式如下:

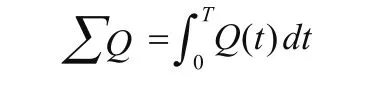
式中:Q — 瞬時流量;Ki— 優化權重值;M —流量計重當量。
4 控制系統設計
4.1硬件配置
選用性能優越的德國西門子公司SIMATIC PLC S7系列模塊作為控制系統的核心部件,其特點是體積小巧、功能強大、系統配置方便、性能可靠穩定,特別適合惡劣的工作環境。配以10.4吋TFT65536彩色觸摸屏來實現完美體驗的人機對話功能,采用知名品牌ABB、富士等電器元件組成電氣控制柜,從基礎上保證了整個控制系統的良好品質。
采用中英文可切換的雙語環境,運用SIMATIC CPU的強大功能,完成對系統所有信息的監視及控制操作。可實現系統各功能設備的邏輯連鎖、調試標定、狀態反饋以及系統的斷電保護和過程參數的在線設定、修改、自動補償等功能。通過其實現對現場信號的采集與控制輸出,以及與中央控制室(DCS系統)的標準信號(4~20mA)通訊。另外還可實現Profibus-DP和工業以太網等多種模式的通訊。
4.2軟件支持
通過STEP 7 MicroWIN軟件平臺,根據需要,采取梯形圖與語句表混合的方式,完成對S7 PLC200的程序編寫及調試。
通過觸摸屏的組態軟件,完成系統的組態。采用中英文可切換的雙語環境,顯示參數信息多,使得人機對話功能更加直觀簡便。
5 系統功能
5.1軟件功能
通過觸摸屏面板完成人機對話,對系統進行所有信息的監視及設備的控制操作見圖3。
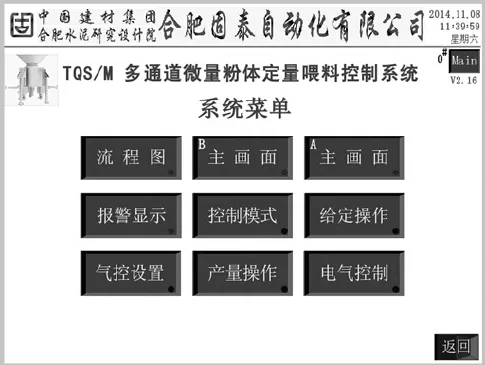
(系統菜單)
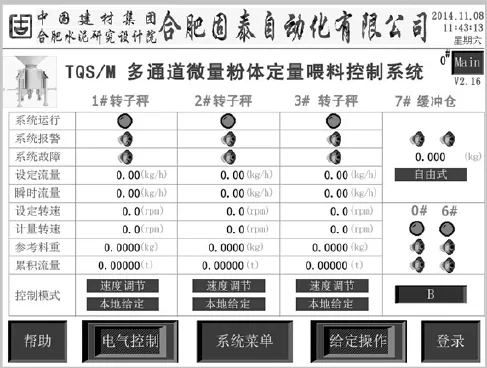
(實時操作界面)
圖3 現場控制柜觸摸屏面板
(1)參數設定與修改:可在線設定控制方式、給定流量、倉重控制上下限值。亦可在線修改量程、補償系數、調節參數、校正參數、報警限值及系統的機械參數等。
(2)動態顯示窗口:可顯示運行狀態、設定流量、瞬時流量、累積量、電機轉速、倉荷重及報警狀態等過程狀態與參數。
(3)標定及校正:具有掛碼標定、轉速校正、倉標定、通訊線性校正等實用功能。
5.2系統數據的采集和輸出
通過CPU224XP及I/O模塊完成了系統所有數據量及狀態量的采集、控制量及狀態量的輸出。
AI:稱重倉荷重、遠程流量設定等。
AO:定量喂料機調速控制、瞬時流量輸出、瞬時倉重輸出等。
DI:喂料機動力備妥及狀態反饋、定量喂料機測速、進料閥位置狀態反饋、遠程啟停命令、遠程聯鎖條件等。
DO:喂料機啟停、進料閥開關命令、系統運行反饋、遠程控制備妥、累計脈沖信號、系統報警等。
其中稱重倉荷重由稱重傳感器測量后,經現場信號放大器轉換成4~20mA的標準信號送入PLC的AI接口。系統的模擬量數據采集后都進行了一系列的軟硬件濾波、抗干擾及量化處理。
5.3控制模式
(1)電氣控制:系統中每臺設備的啟停可為單機模式,先后次序互相之間沒有強制的制約。可根據工藝和生產的要求進行獨立的啟動/停止。
(2)調節模式:1)模式0(速度調節:設備調試和工況異常時使用),計量設備、喂料設備的給定轉速可在觸摸屏上單獨設定,系統僅自動調節跟蹤轉速,不對流量進行自動控制。2)模式1(流量調節:工況良好時使用),喂料設備的給定轉速單獨設定,系統以流量調節模式對計量設備進行自動控制。
5.4通訊模式
具有本地控制室操作和遠程中控室操作模式,可以很方便地通過現場觸摸屏根據需要進行切換選擇。
(1)本地控制:用戶在現場控制室,通過觸摸屏面板,能觀察所需的過程參數和狀態,可以完成流量及倉重限值的設定、控制參數的直接修改和整定、系統設備的啟動和停止、不同工作方式的切換等。
(2)遠程控制:在中央控制室,通過與本地控制柜的信號對接,觀察到瞬時流量和倉重的反饋、現場設備運行狀況,能夠根據需要隨時改變設定流量并控制系統的設備啟停。
5.5系統報警處理
對稱重倉荷重、定量喂料機轉速、喂料機動力備妥及狀態、進料閥位置狀態等進行實時監測,結合系統運行的相關信息,判斷出工況是否異常,及時把報警信息送達中控,并在現場觸摸屏上顯示詳細的報警清單,提醒和幫助操作人員快速判斷和處理問題。
5.6程序流程圖(見圖4)
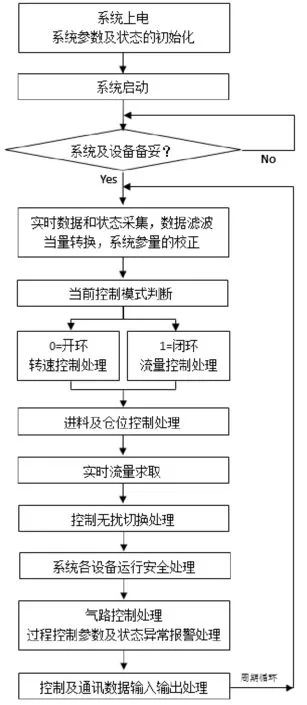
圖4 程序流程圖
6 現場調試
6.1稱重倉的標定
基于系統的工作原理,稱重倉內物料重量測量的準確性將顯得尤其重要。可在現場通過掛碼的方式對稱重倉進行標定,數據見表1。
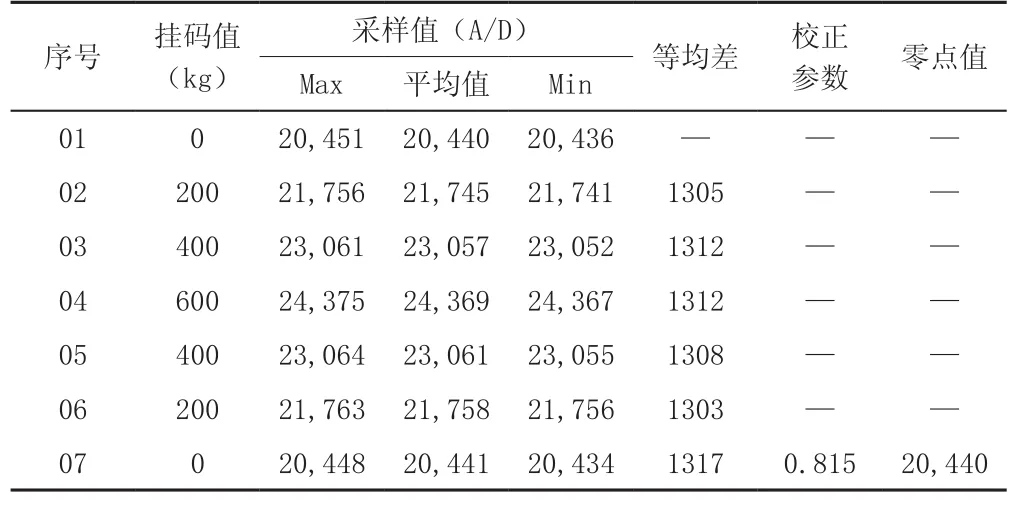
表1 稱重倉標定數據
采樣值為稱重倉的A/D采樣字,Max、Min表示一分鐘內采樣字的靜態波動范圍,平均值為對應掛碼的采樣字均值,等均差為相同的掛碼變化量(如200kg)所帶來的采樣值的變化。
從表1數據可以看出,等均差數值的同一性基本一致,表明稱重倉測量通道的線性度較好。從加碼減碼得到的數據可知,其測量通道的回歸特性也不錯。所以,通過掛碼校正的倉重值完全能反映出真實的倉重,其測量計算所得的失重流量也具有較高的準確度。
6.2流量標定
系統調試完成運行正常后,利用該控制系統的流量標定功能,以倉重數據為標準,對喂料進行實物流量標定。標定時段內給定流量的范圍:200kg/h左右。數據收集見表2。
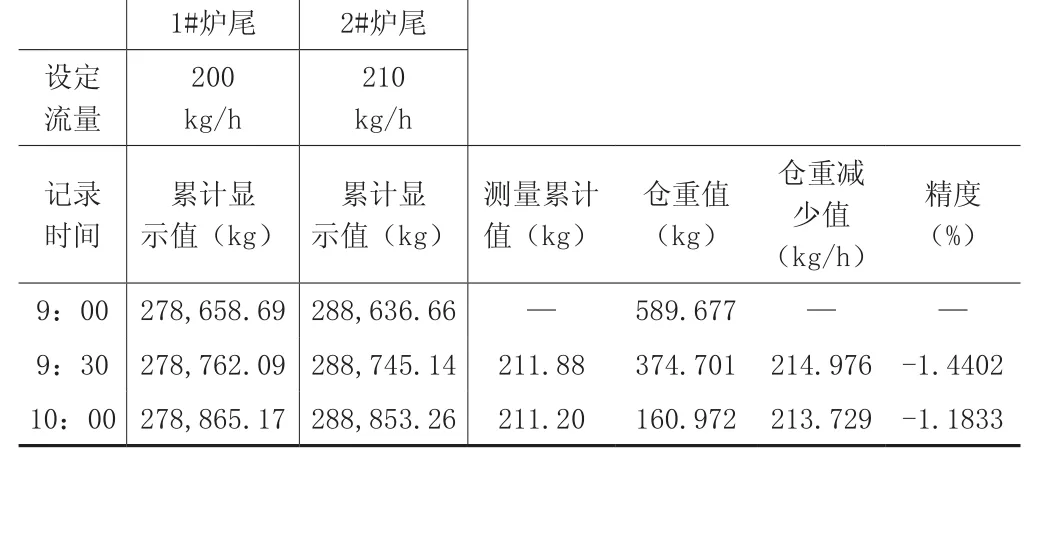
表2 TQS/M多通道微量粉體定量喂料控制系統
從表2中數據可以看出,逐步校正后的喂料誤差都在理想范圍之內,實際的應用效果,從環保部門實時抽查的大氣指標值也得到了進一步的驗證。
7 結語
從設備結構的特點來看,整個工作過程都處于全封閉中,避免了揚塵現象,使用戶可以省去專用除塵裝置,既節省了設備投資,也節約了電能。且設備全部采用特殊處理,堅固耐用,適合在惡劣的工業環境中使用,特別是消石灰和活性炭這樣的粉塵物料的喂料。利用自身稱重倉,在生產過程中就能很容易做到在線標定,大大減少了調試和維護的工作量。
TQS/M多通道微量粉體定量喂料控制系統裝置用于微量粉體定量喂料以來,其特有的活化預給料裝置、微型轉子定量喂料裝置、風力抽吸輸送裝置,在系統內部進行了有機的功能完美結合,徹底解決了小流量粉體喂料的黏結、滯留、堵卡、計量不準確等難題,滿足了生產的要求。其獨特的一機多喂的多通道工藝設計,更為用戶極大降低了投入成本。
TQS/M多通道微量粉體定量喂料控制系統裝置自投入使用以來,受到廣大用戶的一致好評。無論是垃圾焚燒發電系統尾氣處理脫酸及吸收劑的定量喂料,還是鎂鋁等有色金屬冶煉行業反應熱爐的燃料(如:石油焦粉、廢舊輪胎粉末等)的定量喂料,效果良好,料量穩定,料流連續,計量準確。
隨著用戶在設備維護、節能環保等方面要求的提高,其密封的環保結構、一機多喂的集成設計、故障少易維護、投資少見效快等特點,應會在小流量粉體定量喂料方面得到越來越多的應用。
參考文獻:
[1] 西門子(中國)有限公司.深入淺出西門子S7-200PLC[M].北京:北京航空航天工業大學出版社,2007.
[2] 合肥水泥研究設計院.垃圾焚燒爐干法尾氣凈化處理系統的應用研究[J].中國環保產業,2008(8).
Control System for Ration Feeding of TQS/M Multicenter Minim Powder Substance
HU Yun-yan, ZUO Zhao-ming, LEI Shi-qing, YANG Bao-hui
(1.Hefei Institute of Cement Research and Designing, Hefei 230051;
2.Hefei Gutai Automatization Co., Ltd, Hefei 230051, China)
Abstract:The paper presents the ration feeding equipment of a little runoff powder substances of cohesiveness under 600kg/h. It bears the characteristics of the sealed environmental protection structure and an integrated design which one machine can work for many feedings. It has been applied in the ration feeding of lime hydrate in the production line of refuse incineration and generating electricity of the country.
Keywords:multicenter; little runoff; powder substance; ration feeding; refuse incineration; lime hydrate
中圖分類號:X705
文獻標志碼:A
文章編號:1006-5377(2016)03-0055-05
