影響凝汽器鈦復(fù)合管板高速鉆孔加工的關(guān)鍵因素
2016-06-01 11:29:33顧乃彥
電站輔機(jī) 2016年2期
關(guān)鍵詞:凝汽器
顧乃彥
(上海電氣電站設(shè)備有限公司電站輔機(jī)廠,上海200090)
影響凝汽器鈦復(fù)合管板高速鉆孔加工的關(guān)鍵因素
顧乃彥
(上海電氣電站設(shè)備有限公司電站輔機(jī)廠,上海200090)
某型凝汽器設(shè)備利用海水作為冷卻介質(zhì),凝汽器管板采用了爆炸復(fù)合的鈦復(fù)合板。對鈦復(fù)合管板進(jìn)行高速鉆孔加工,是凝汽器制造中的難題。通過大量的工藝試驗(yàn)及數(shù)據(jù)分析,鈦復(fù)合管板的平面度、管板加工時(shí)的裝夾、選擇刀具及切削參數(shù)等因素,都會(huì)影響高速鉆孔的加工質(zhì)量。選擇適當(dāng)?shù)募庸すに嚕翘岣哜伖馨邈@孔質(zhì)量的關(guān)鍵。
凝汽器;鈦復(fù)合板;管板;鉆孔;平面度;工藝;切削;參數(shù)
0 概 述
汽輪機(jī)的凝汽設(shè)備是凝汽式汽輪機(jī)系統(tǒng)中重要的組成部分。某型凝汽器用海水作為冷卻水,所以與海水接觸的凝汽器管板應(yīng)具有很高的耐腐蝕性。鈦金屬是很好的抗腐蝕性材料,但用整塊鈦板加工成管板,材料的成本將非常高。考慮到管板水室側(cè)直接接觸海水,腐蝕性較大,需采用鈦板材料防腐。在管板汽側(cè)的腐蝕性較小,通常的碳鋼材料就能滿足防腐要求。因此,可用鈦鋼復(fù)合板替代純鈦板,從而達(dá)到降本的目的。凝汽器運(yùn)行時(shí),管子管板接頭處的密封非常關(guān)鍵,其管孔質(zhì)量的好壞對管子管板接頭的密封有很大的影響。鈦復(fù)合管板一般采用爆炸復(fù)合,該種材料的管孔加工特別是要實(shí)現(xiàn)高速加工,是凝汽器制造中的一個(gè)難題,因此,合理選擇鈦復(fù)合板的鉆孔工藝參數(shù),才能控制和提高管孔的加工質(zhì)量。
1 復(fù)合鈦管板的材料特點(diǎn)
鈦復(fù)合板通過爆炸復(fù)合技術(shù)進(jìn)行制造,爆炸復(fù)合法是利用炸藥爆炸瞬間產(chǎn)生的巨大能量實(shí)現(xiàn)同類或不同金屬板材接合的技術(shù)[1]。爆炸復(fù)合技術(shù)的原理,如圖1所示。
圖1 爆炸復(fù)合原理圖
爆炸狀態(tài)下材料界面的硬度很高,這與此處金屬強(qiáng)烈的塑性變形(加工硬化)有關(guān)。進(jìn)入基體金屬以后硬度均降低了[2]。從圖2可知,在界面區(qū)域的硬度值最高,分析其原因,是由于在結(jié)合界面處材料的塑性變形程度最大,在爆炸復(fù)合過程中,產(chǎn)生的加工硬化效應(yīng)較大,導(dǎo)致該處的硬度值最高,隨著與界面之間距離的增大,材料的硬度值逐漸降低,這是因?yàn)橄鄳?yīng)位置上金屬塑性變形的程度逐漸減弱所致。上述兩種分布形式的硬度通常高于基體金屬的原始硬度。鈦-鋼復(fù)合界面的顯微硬度分布曲線,如圖2所示。

圖2 鈦-鋼顯微硬度分布曲線
大量的實(shí)踐和檢驗(yàn)數(shù)據(jù)表明,爆炸復(fù)合材料除在其結(jié)合區(qū)和基材內(nèi)部發(fā)生程度不同的微觀殘余塑性變形外,還會(huì)在其外部發(fā)生程度不同的宏觀殘余塑性變形。以鈦復(fù)合板為例,這種變形表現(xiàn)為長向和寬向尺寸的增加,以及厚度尺寸的減少,同時(shí),還有復(fù)合板面規(guī)則和不規(guī)則的瓢曲變形[3]。
對于復(fù)合層鈦金屬來說,鈦是較難加工的金屬,影響鈦材切削加工的特點(diǎn)主要[4]為:
(1)鈦材的導(dǎo)熱系數(shù)低,僅為鋼材導(dǎo)熱系數(shù)的一半,切削時(shí)所產(chǎn)生的熱不能迅速消散,熱量均集中在切削刃和刀面中。
(2)鈦材有較高的化學(xué)活潑性,在刀具工作溫度下容易與被接觸的刀具材料起化合作用,導(dǎo)致刀刃迅速鈍化。
(3)切削鈦合金時(shí),一般吃刀的抗力較大,故需保證有足夠的工藝系統(tǒng)剛度。
(4)切屑易被黏接不易排出。鈦合金的親和力大,加之高溫高壓的作用,鉆削時(shí)易產(chǎn)生黏刀現(xiàn)象,切屑被擠在鉆頭溝槽中不易排出,造成刀具黏接產(chǎn)生積屑瘤。
大量的鉆孔試驗(yàn)表明,鈦材、復(fù)合界面硬化層和鈦復(fù)合管板不平度都對后續(xù)復(fù)合板的高速切削鉆孔帶來了很大的困難。鉆頭在鉆削硬化層時(shí),刀具的磨損很大,嚴(yán)重降低了刀具的使用壽命。
2 鈦復(fù)合管板管孔的技術(shù)要求
凝汽器鈦復(fù)合管板的管孔數(shù)量眾多,從500~1000 MW機(jī)組的管孔數(shù)量范圍約在6 000~15 000只孔,某凝汽器管孔的加工要求,如表1所示。某凝汽器鈦復(fù)合管板的管孔布置及管孔詳圖,如圖3所示。
表1 某凝汽器鈦復(fù)合管板管孔加工要求
圖3 某凝汽器鈦復(fù)合管板的管孔布置及管孔詳圖
3 加工設(shè)備
凝汽器管板作為凝汽器設(shè)備的關(guān)鍵件,管孔的加工質(zhì)量尤為重要。因此,需選擇合適的加工設(shè)備。對于凝汽器管板這種管孔數(shù)量眾多的管板的高速鉆孔加工,通常采用數(shù)控多軸高速鉆床,這種機(jī)床的加工精度及重復(fù)定位精度都很高,機(jī)床的鉆速很高,對管板加工,可采用一次成形或多次成形,加工效率高,缺點(diǎn)是所用刀具為進(jìn)口的高速鉆,刀具成本較高。
4 影響管孔加工質(zhì)量關(guān)鍵因素
以多軸高速鉆床為例,根據(jù)大量的鉆孔工藝試驗(yàn)及累積的鉆孔加工經(jīng)驗(yàn),影響凝汽器鈦復(fù)合管板管孔加工質(zhì)量主要有幾個(gè)方面的問題。
4.1 管板平面度
鈦復(fù)合管板是采用爆炸復(fù)合技術(shù)制造的,整塊復(fù)合板會(huì)發(fā)生一定程度的瓢曲變形(三維空間變形),即板面不平。如果是在復(fù)合板的中心起爆,則復(fù)合板的變形呈現(xiàn)中間低和四周高的現(xiàn)象。在加工中發(fā)現(xiàn),管板的平面度對刀具壽命的影響很大。在管板平面度較好的情況下,管孔的加工質(zhì)量較穩(wěn)定,刀具壽命也得到顯著提升。因此,在鈦復(fù)合管板的采購要求中,增加了技術(shù)要求,要求鈦復(fù)合板的平面度誤差不大于3 mm/2 m,5 mm/總長度,同時(shí),復(fù)合板應(yīng)避免出現(xiàn)平面度突變的現(xiàn)象。
4.2 工件裝夾及管板剛性
多軸高速鉆床在鉆削過程中的鉆速很高,當(dāng)多根鉆軸同時(shí)高速切削時(shí)所產(chǎn)生的軸向力很大,而鈦管板的長度約5 000 mm,寬約3 000 mm,厚度僅為40 mm,所以鈦管板的剛性較差,在加工過程中產(chǎn)生的切削振動(dòng),影響了管孔的加工質(zhì)量,且刀具易磨損。因此,除了在管板四周的無孔區(qū)域有壓板固定工裝外,還需在管孔區(qū)域,每間隔350~500 mm的區(qū)域增加支撐,如圖4所示。首先應(yīng)在鈦管板的支撐位置處預(yù)鉆支撐孔,將螺栓穿過預(yù)鉆的支撐孔,將管板與機(jī)床床身固定,以增加管板在鉆孔加工過程中的剛性。管孔區(qū)域的支撐孔位置,如圖4所示。通過工藝試驗(yàn)及加工的實(shí)際情況證明,通過在管孔區(qū)域增加支撐的方法,提高了鈦管板的剛性,減小了管板在高速切削下的振動(dòng),提高了鈦管板的鉆孔質(zhì)量,延長了刀具的使用壽命。
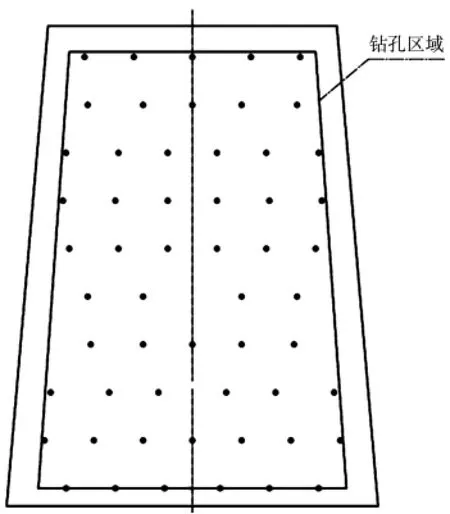
圖4 管孔區(qū)域支撐圖
4 .3 刀柄
對于高速機(jī)床的主軸及鉆具,必須具有極高的同心度及很好的動(dòng)平衡。
彈簧夾套刀柄主要用于鉆頭、銑刀、絲錐等直柄刀具的裝夾。夾持的范圍廣,但夾緊力較小,夾緊精度低,常用于夾緊?16 mm以下的普通鉆頭。
強(qiáng)力型刀柄用于銑刀、鉸刀等直柄刀具的夾緊,夾緊力較大,夾緊精度較好。在加工過程中,強(qiáng)力型刀柄前端直徑要比彈簧夾頭刀柄大,容易產(chǎn)生加工時(shí)的干涉現(xiàn)象。
側(cè)固式刀柄適合裝夾快速鉆、銑刀、粗鏜刀等削平刀柄刀具。側(cè)固式刀柄的夾持力度大,結(jié)構(gòu)簡單,但通用性不好,每一種刀柄只能裝夾相同柄徑的刀具。
通過試驗(yàn),側(cè)固式刀柄和強(qiáng)力型刀柄均能滿足鈦管仮的加工要求,但從經(jīng)濟(jì)性考慮,利用側(cè)固式刀柄進(jìn)行加工,加工的經(jīng)濟(jì)性更高。
4 .4 刀具選擇及鉆孔工藝
多軸高速鉆床的刀具需經(jīng)受高速切削,針對鈦復(fù)合板材料,選用硬質(zhì)合金鉆頭進(jìn)行加工,有更好的耐熱性和耐磨性,可滿足高速切削鈦復(fù)合板的要求。目前,加工鈦復(fù)合管板時(shí),主要采用兩種方式。
(1)一次加工成形,采用可替換鉆頭形式的刀具,如圖5所示。針對復(fù)合板材料,設(shè)置2種不同的轉(zhuǎn)速與進(jìn)給量,此外,由于鈦材斷屑困難,若斷屑不良,切屑將被纏繞,影響管孔加工尺寸和粗糙度,降低了鉆頭的使用壽命。纏屑嚴(yán)重時(shí),甚至?xí)斐摄@桿斷裂。因此,對鈦層加工時(shí),采用“啄木鳥”的鉆削方式,即將鈦層分為幾次鉆削,起到斷屑的作用。試驗(yàn)證明,這種加工方式取得了良好的斷屑效果。一次成型的鉆孔效率高,但刀具成本較高。

圖5 可替換鉆頭的刀具
(2)多次加工成形,是利用淺孔鉆和鏜刀,分3次加工成形。第一次鉆削去除鈦層,第二次鉆削去除余下的碳鋼層,第一、二次所用刀具相同,第三次加工為鏜孔,這種鉆削方式的優(yōu)點(diǎn)是刀具的成本較低,但加工時(shí)間長,加工的效率低。淺孔鉆刀具和鏜刀,如圖6、圖7所示。

圖6 淺孔鉆

圖7 鏜刀
4.5 切削參數(shù)
切削參數(shù)的合理選擇對于提高鉆孔質(zhì)量非常重要,如果斷屑不良,將造成切屑堵塞,不僅會(huì)影響管孔的加工質(zhì)量,還會(huì)影響刀具的使用壽命。合理的切削參數(shù),才能得到良好的斷屑,從而得到粗糙度及孔徑都合格的管孔。轉(zhuǎn)速與進(jìn)給量與被加工材料和鉆頭直徑大小有關(guān),根據(jù)各種刀具的切削參數(shù)表,查得相應(yīng)材料的切削速度和進(jìn)給量,并通過鉆孔切削試驗(yàn),確定最佳切削參數(shù)。刀具的切削參數(shù)表,如表2所示。
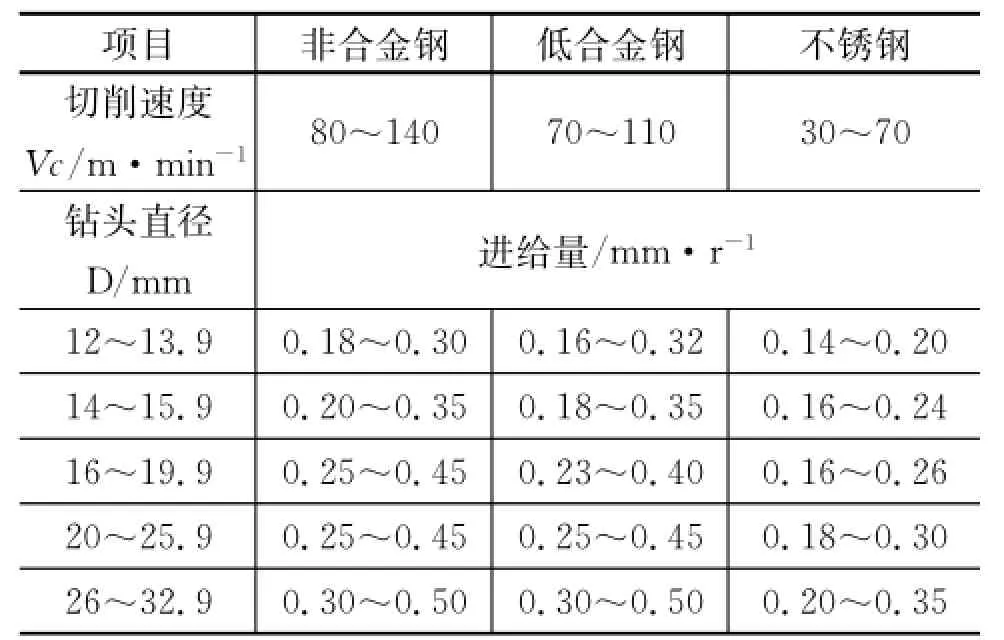
表2 刀具的切削參數(shù)表
對于?25.3鉆頭,加工材料為非合金鋼,通過表2查得,切削速度Vc范圍為80~140 m/min,根據(jù)轉(zhuǎn)速計(jì)算公式:N=1 000Vc/πD,其中π—3.14;D—刀具直徑;N—刀具轉(zhuǎn)速。由此得出轉(zhuǎn)速N為1 007~1 761 r/min。
4.6 冷卻液及參數(shù)的選擇
冷卻液的作用是通過它和因切削而發(fā)熱的刀具、切削和工件間的對流和液化作用,將切削熱帶走,從而有效地降低切削溫度,減少工件和刀具的熱變形,保持刀具硬度,提高加工精度和刀具耐用度。經(jīng)過大量的試驗(yàn)證明,冷卻液的壓力不僅與鉆孔直徑的大小有關(guān),還與鉆孔的深度有關(guān),鉆孔深度越深,需要的冷卻液壓力越大,鉆孔直徑越大,需要的冷卻壓力越小,如圖8所示。
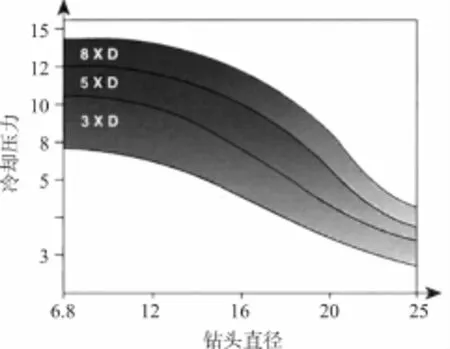
圖8 某刀具商推薦的冷卻液流速及冷卻液壓力
5 結(jié) 語
通過工藝試驗(yàn)和加工實(shí)踐表明,控制好爆炸鈦復(fù)合管板的平面度,合理地裝夾管板,保證管板有足夠的加工剛性,選擇合理的加工設(shè)備和刀具,采用最適合的加工工藝及切削參數(shù),并保證切削時(shí)刀具能得到充分的冷卻,只有控制好這些關(guān)鍵因素,才能確保得到高質(zhì)量的鈦復(fù)合管板的管孔。
[1]宋鴻玉.爆炸復(fù)合技術(shù)[J].中國鈦業(yè),2013(3):42-44.
[2]鄭遠(yuǎn)謀.金屬爆炸材料復(fù)合材料的壓力加工[J].鋼鐵研究,1999,108(3):3-34.
[3]鄭遠(yuǎn)謀.爆炸復(fù)合材料中的殘余變形[J].上海有色金屬,2002,23(1):1-6.
[4]姚慶國,白龍海,閩詳富,程世范.鈦管板管孔加工[J].1987(4):28-29.
Key Factors Affecting High Speed Drilling Process of Titanium Cladded Tubesheet for Condenser
GU Nai-yan
(Shanghai Power Station Auxiliary Equip,Works,Shanghai Electric Power Generation Equip.Co.,Ltd. Shanghai 200090,China)
A type of condenser which uses sea water as cooling medium and exploded titanium claded plate as tubesheet.High speed drilling such kind of material is a technical problem in condenser manufacturing.Based on the amount process test and data analysis,it is found that the flatness of titanium claded plate,tube sheet holding,proper choice of tools,process and cutting parameter etc.are the key factors which will affect the high speed drilling hole quality.Keep these factors under control will get the high quality hole which is wanted.
condenser;titanium cladded sheet;tubesheet;drilling;flatness;process.Cutting;parameter
TK264 61+1
B
1672-0210(2016)02-0016-04
2016-01-20
顧乃彥(1982-),女,本科,工程師,從事電站輔機(jī)設(shè)備冷作工藝方面的工作。
猜你喜歡
設(shè)備管理與維修(2022年21期)2022-12-28 07:34:32
水泵技術(shù)(2022年2期)2022-06-16 07:08:18
中國核電(2022年5期)2022-02-13 12:28:50
電站輔機(jī)(2016年4期)2016-05-17 03:52:36
電站輔機(jī)(2016年3期)2016-05-17 03:52:29
電站輔機(jī)(2016年3期)2016-05-17 03:52:28
湖北電力(2016年8期)2016-05-09 09:03:11
機(jī)械制造文摘(焊接分冊)(2014年6期)2014-03-20 13:57:47
原子能科學(xué)技術(shù)(2014年1期)2014-02-28 22:16:56
機(jī)電信息(2014年27期)2014-02-27 15:53:47