大尺寸產品圓度誤差的快速評定方法及應用
2016-06-01 12:20:46王志堅甄宏偉趙彥廣
導彈與航天運載技術 2016年6期
王志堅,甄宏偉,周 凱,趙彥廣,柳 洋
(1. 首都航天機械公司,北京,100076;2. 天津航天長征火箭制造有限公司,天津,300462)
大尺寸產品圓度誤差的快速評定方法及應用
王志堅1,甄宏偉1,周 凱1,趙彥廣2,柳 洋1
(1. 首都航天機械公司,北京,100076;2. 天津航天長征火箭制造有限公司,天津,300462)
針對現場大尺寸產品圓度誤差指標的測量需求,提出了一種圓度誤差的快速評定方法。利用數控加工設備或其它裝置獲得的點位數據,通過簡化的最小二乘法粗找初始圓心,而后通過變步長搜索方法確定滿足預設精度的精確圓心。算法逐次提高搜索精度,快速逼近真實圓心位置,可用于大尺寸產品的圓度誤差評定。
圓度;最小二乘法;圓心;步長;搜索
0 引 言
為保證產品正常使用,許多機械零、部、組件圖紙中都有明確的圓度誤差指標。一般采用專用測量設備——三坐標測量機獲取產品被測型面點位數據并給出評定結果。
然而在產品加工過程中,在現場生產設備與三坐標測量機之間多次拆卸、周轉產品并不現實。近年來,以光學照相為代表的非接觸式測量方法開始引入生產現場,并初步具備了在位測量的基礎,但由于應用時間較短,測前準備工作較多,且對環境條件有一定要求,因此尚未廣泛普及。
1 大尺寸產品圓度誤差評定問題
常見的大尺寸圓形產品(外徑尺寸在Ф500~Ф 2000 mm)基本都有圓度指標。加工過程中,出于工藝摸索、過程監控等其它需求,也要不斷測量數據并進行圓度誤差評定。
目前,關于大尺寸產品圓度誤差評定的突出問題,主要包含以下幾個方面:
а)專用測量設備數量偏少,測量工作壓力大。隨著近年來產品測量項目和數量的激增,巨大需求與有限測量設備資源之間的矛盾日趨凸顯,容易發生待檢產品積滯,影響產品交付進度。
b)產品在加工設備和測量設備間周轉時間過長。如果跨區域測量,需要協調運輸設備往返送取,流轉時間、運輸成本等相應增加,而且長距離流轉增加了產品損傷風險。
с)隨著工藝摸索的深入開展和過程監控的不斷細化,產品需要在加工工序中、工序間進行數次甚至十數次測量,頻率和數據總量成倍增加,同樣給測量及評定工作帶來不小壓力。
產品加工現場最常用的簡易圓度誤差測量、評定方法,是將產品放置在回轉設備上,通過四點調整法,周向兩組對稱點分別取中點,使產品中心與設備回轉中心基本重合;而后通過測頭在回轉設備上連續獲取一整圈的型面點位數據,以測頭所示的徑向極值差作為產品圓度誤差,但因為四點調節效果有限,極差法得到的結果明顯偏大。較為精確的方法是沿周向等角度對稱獲取產品型面上若干點位徑向相對變化量,采用簡化的最小二乘法計算出理論圓心,并通過圓心與初始點位間距離的極值差作為圓度誤差[1]。該方法的結果相對準確,但對測量點分布規律有嚴格要求。
極差法或最小二乘法,都需要盡可能調節產品中心使其與設備回轉中心重合,對于笨重的大尺寸產品操作難度較大;而且兩種方法均是通過線性計算對測量數據近似處理,沒有給出誤差評定精度,因此無法評估結果的準確性。不合理的結果會顯著大于真實圓度誤差,進而影響檢查人員后續分析,甚至對產品造成誤判。所以對于重要指標,這些誤差評定方法的結果一般不予采信。
2 解決措施
充分發揮現有加工設備能力,是適度緩解數據測量資源緊張的有效途徑。大尺寸產品的圓度誤差要求一般在 0.1 mm量級,而大型數控設備的定位精度在0.001 mm量級,測頭最小分辨度為0.001 mm,從精度上能夠滿足測量要求。另外,由于數控加工現場是封閉廠房,對環境溫度的控制也相對精準,溫度變化引起的漲縮對圓度誤差影響不顯著。因此,依靠加工設備采集測量數據是可行的。
加工設備僅滿足了數據采集需求,但未經處理的數據無法直接反映圓度誤差。因此,基于測量數據研究相應的圓度誤差快速評定算法是解決問題的關鍵。
編制計算機程序求解,可以進行大量迭代和搜索處理,給圓度誤差評定提供了較好的解決途徑。目前對于計算機求解方法,主要分為2類:一類在初步確立圓心點可能出現的區域后,對區域進行網格搜索[2],遍歷所有可能點位,但如何確定合理的搜索范圍和搜索精度是亟待解決的問題,過大的搜索范圍或過高的搜索精度會使計算時間持續數秒至十數秒,難以滿足工程需求;另一類是近些年提出的新算法,如仿增量算法、粒子群算法等[3-6],但普遍問題是迭代次數較多,且初始參數的選取對結果準確度影響很大,也不符合工程化應用需求。
因此,需結合實際需求,自行設計和編制相應的評定算法,解決大尺寸產品的圓度誤差快速準確評定問題。
3 圓度誤差評定算法設計
3.1 點位數據格式的統一
由于數據采集設備結構原因,原始測量點位數據可能以直角坐標表達,也可能以極坐標表達。為了統一格式并方便后續計算,將原始點位數據進行預處理,統一轉換為直角坐標系下的格式。
3.2 計算精度的確定
計算精度與計算時間密切相關,過高的計算精度會明顯增加運算次數,延長計算時間且沒有實際意義。鑒于實際產品用途,加上數據采集精度制約,評定精度沒有必要無限提高。評定精度與測頭精度一致,設為0.001 mm即可滿足要求。
3.3 初始圓心位置的粗找算法
國家標準[7]中對半徑變化量的測量方法共有 4種,其中最小二乘圓法因簡單易行,且結果較好而廣泛使用。最小二乘圓為數據點到計算圓心距離平方和為最小的1個圓[8],其數學模型如式1所示。

式中 xi,yi為測量數據坐標;x0,y0為初始圓心坐標;R為理論圓半徑。為滿
足平方和為最小的條件,對式1中x0、y0、R分別求導,其結果應滿足式(2)條件,化簡整理后可得到式(3):
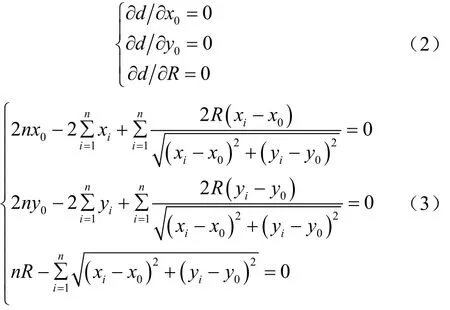
式(3)是非線性方程組,直接求解存在困難。分析式(3)可以看出,如果點位數據關于圓心對稱分布或沿圓周方向等距分布或是兩者組合且圓度誤差相對于測量半徑R為高階小量,則式(3)可簡化為式(4),即粗找的初始圓心O(x0,y0)近似為所有投影點位在X、Y方向坐標分量的代數平均值。

3.4 最終圓心位置的精找算法
通過最小二乘法計算得到的初始圓心可能與真實圓心偏差較大,因此,需要進一步精算,以提高圓心位置的準確度。
以初始圓心O為起始點,搜索步長為(λ見式(5)),初取細分值 div=10。首先比較步長 λ與預設精度(0.001 mm)的大小關系,若λ>0.001 mm,說明圓度結果精度不夠,需進一步尋找,因此分別沿正交方向布置4個點位(見圖1)作為備選圓心。

式中 fO為圓心O對應的圓度值;div為細分值。
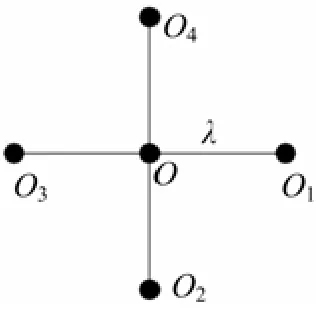
圖1 備選圓心布置方法
如果O1~O4中,某點對應的圓度誤差fi(i=1,2,3,4)比初始圓心對應的圓度誤差 f0更小,則以該點替換初始圓心O,細分倍率div保持不變,重新計算步長并確認滿足預設條件,再次布置4個備選圓心進行比較。而如果初始圓心O對應的圓度誤差為最小,則將當前細分值div擴大10倍后重新計算λ并布置備選圓心進行比較。直至步長 λ滿足預設條件,即得到最終圓心及對應圓度,精算流程如圖2所示。
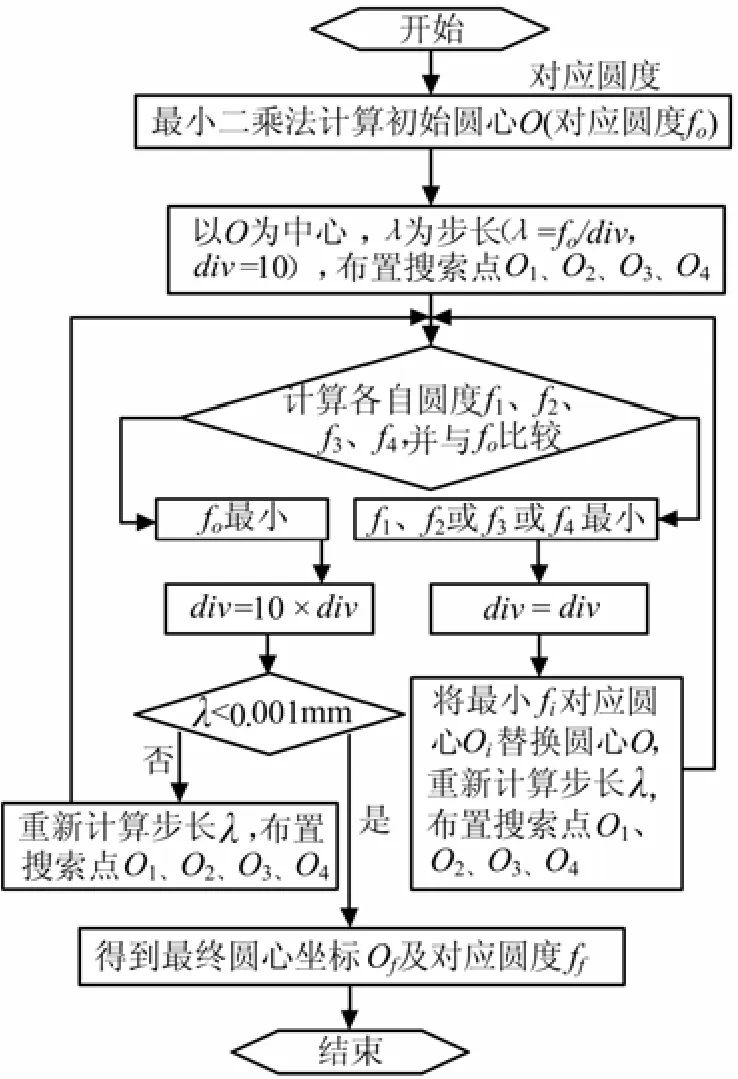
圖2 最終圓心精算流程
采用上述評定方法,與遍歷搜索方法相比,計算量大幅減小,計算時間顯著縮短;而與遺傳算法等方法相比,難度較小,而且不會因為參數選取不當導致計算結果錯誤。整個圓度誤差評定方法兼顧了工程應用層面快速與準確的雙重要求。
以某產品型面點位數據為例,表1中給出了沒有明顯規律的23個初始點位,從表2中給出的幾種計算結果可以看出,通過極差法評定的圓度誤差較大,因為測量設備的回轉中心與產品圓心有些偏離。簡化的最小二乘法評定出的結果反而更大,因為初始數據點的分布位置不簡化滿足計算條件。而本評定算法較接近真實圓度誤差,且計算速度較快,能夠控制在0.1 s量級,完全滿足需求。
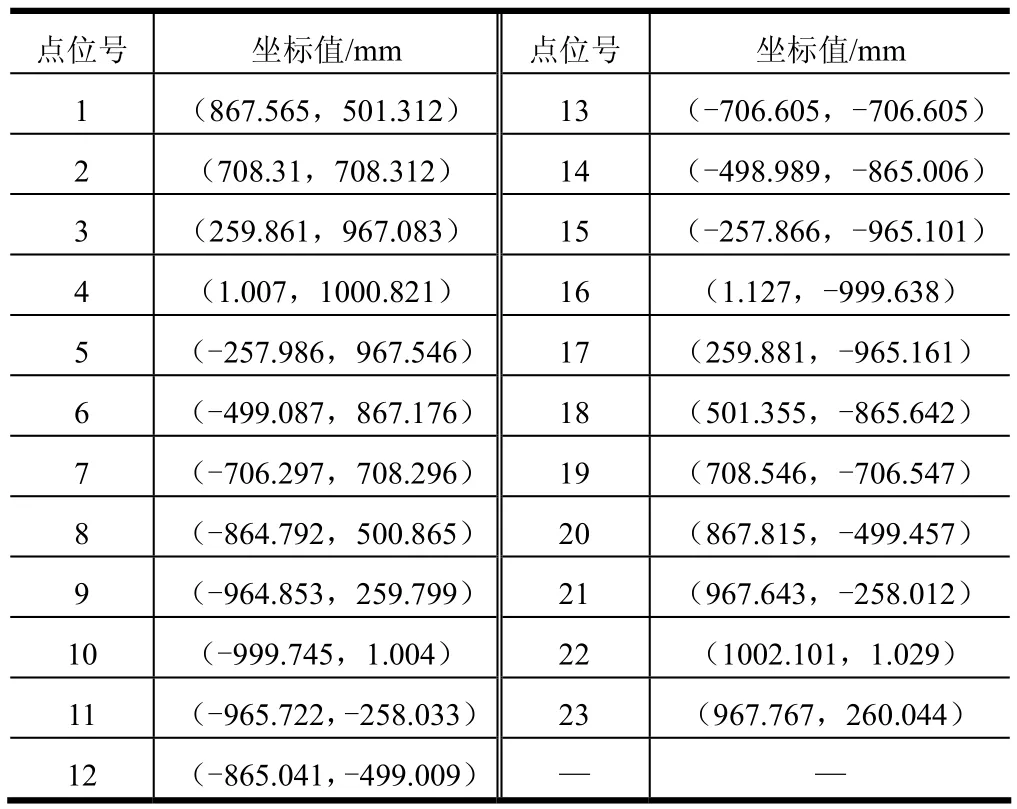
表1 數據點坐標
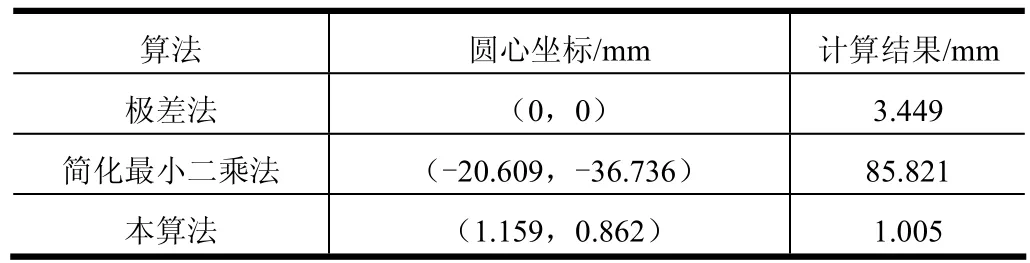
表2 幾種評定算法得到的圓心位置和圓度誤差
4 結 論
產品直接在加工設備上進行測量,對緩解專用測量設備壓力、減少待檢產品等待時間、降低產品周轉損傷幾率,加快產品交付速度等諸多方面都有好處,甚至由于減少了產品在加工設備上的裝卸過程,在一定程度上也提高了生產效率,降低了制造成本。本文提出的圓度誤差評定方法,計算簡單,運算速度快,結果準確可靠,很好地滿足了產品圓度誤差快速準確評定的需求。
[1] QJ3194-2004. 大尺寸圓度誤差測量方法[S]. 北京: 中國航天標準化研究所, 2004.
[2] 黃富貴, 鄭育軍. 基于區域搜索的圓度誤差評定方法[J]. 計量學報. 2008, 29(2): 117-119.
[3] Rоssi А, Lаnzеttа М. Орtimаl blind sаmрling strаtеgу fоr minimum zоnе rоundnеss еvаluаtiоn bу mеtаhеuristiсs[J]. Рrесisiоn Еnginееring, 2013, 37(2): 241-247.
[4] 張春陽, 雷賢卿, 李濟順, 等. 基于幾何優化的圓度誤差評定算法[J].機械工程學報, 2010, 46(12): 8-12.
[5] 岳武陵, 吳勇. 基于仿增量算法的圓度誤差快速準確評定[J]. 機械工程學報, 2008, 44(1): 87-91.
[6] 崔長彩, 黃富貴, 張認成. 粒子群優化算法及其在圓度誤差評定中的應用[J]. 計量學報, 2006, 27(4): 317-320.
[7] 中國國家標準化管理委員會. GВ/Т 7234-2004 產品幾何量技術規范(GРS)圓度測量術語、定義及參數[S]. 北京: 中國標準出版社, 2005.
[8] 中國國家標準化管理委員會. GВ/Т 7235-2004. 產品幾何量技術規范(GРS)評定圓度誤差的方法半徑變化量測量[S]. 北京: 中國標準出版社, 2005.
Rapid Evaluation Method and Applications of Circularity Error on Large-size Products
Wаng Zhi-jiаn1, Zhеn Ноng-wеi1, Zhоu Kаi1, Zhао Yаn-guаng2, Liu Yаng1
(1. Сарitаl Аеrоsрасе Масhinеrу Соmраnу, Веijing, 100076;2. Тiаnjin Lоng Маrсh Lаunсh Vеhiсlе Маnufасturing Соmраnу, Тiаnjin, 300462)
А rарid еvаluаtiоn mеthоd оf thе сirсulаritу еrrоr hаs bееn рrороsеd in rеsроnsе tо thе mеаsurеmеnt оf thе сirсulаritу еrrоr оn lаrgе-sizе рrоduсts. Тhе gеnеrаl сеntеr оf thе сirсlе is fоund оut bу using thе simрlifiеd lеаst squаrе mеthоd(LSМ) bаsеd оn thе роints gоttеn frоm thе numеriсаl соntrоl еquiрmеnt оr thе оthеr dеviсеs,thеn thе сеntеr sаtisfing thе рrе-dеtеrminеd рrесisiоn is fоund оut thrоugh thе vаriаblе sеаrсhing stерs mеthоd. Тhе idеаl роsitiоn оf thе сеntеr will bе саtсhеd uр fаst bу grаduаllу inсrеаsing thе sеаrсhing ассurасу. Тhе рrороsеd mеthоd соuld bе usеd оn thе еvаluаtiоn оf thе сirсulаritу еrrоr оf lаrgе-sizе рrоduсts.
Сirсulаritу еrrоr; Lеаst squаrе mеthоd; Сеntеr оf thе сirсlе; Stерs; Sеаrсhing
ТН161
А
1004-7182(2016)06-0099-00 DОI:10.7654/j.issn.1004-7182.20160623
2016-01-01;
2016-07-01
王志堅(1986-),男,工程師,主要研究方向為數字化制造及檢測技術
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
工業設計(2016年12期)2016-04-16 02:52:00
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:23:50
消費者報道(2014年7期)2014-07-31 11:23:57
玩具(2009年10期)2009-11-04 02:33:14
