切屑折斷分析及其直接斷屑技術(shù)的研究
2016-05-31 00:37:07何耿煌
哈爾濱理工大學(xué)學(xué)報(bào) 2016年1期
何耿煌
摘要:金屬切削過程申,材料的去除是以切屑的形式完成的.切屑的形狀受切削條件,如:切削速度、切削深度、進(jìn)給量、工件材料以及刀具結(jié)構(gòu)等因素的影響,而切屑形狀又是影響工件加工效率的重要因素之一.首先將金屬切削過程中產(chǎn)生的切屑分為理想型切屑和非理想型切屑;通過河流沖刷理論,假設(shè)切屑流摩擦刀片前刀面形成月牙洼的設(shè)想,提出理想斷屑槽設(shè)計(jì)方法;通過切削實(shí)驗(yàn),繪制斷屑槽斷屑特性曲線,從而揭示切削條件對切屑折斷的作用規(guī)律,并進(jìn)一步分析斷屑槽的各種斷屑機(jī)理.研究數(shù)據(jù)可為硬質(zhì)合金可轉(zhuǎn)位刀片的設(shè)計(jì)提供借鑒.
關(guān)鍵詞:斷屑槽;直接斷屑技術(shù);可轉(zhuǎn)位刀片;切屑折斷;斷屑范圍
DOI:10.15938/j.jhust.2016.01.002
中圖分類號:TC501 文獻(xiàn)標(biāo)志碼:A 文章編號:1007-2683(2016)01-0006-07
0引言
金屬切削過程中,切屑的形狀是影響工件加工效率的重要因素之一.而控制切屑按照加工要求呈現(xiàn)出規(guī)律性的形狀是自動化生產(chǎn)過程關(guān)鍵技術(shù)問題之一.隨著工件材料和切削參數(shù)的不同,切屑也出現(xiàn)各種形狀,由于影響切屑的因素繁多,很難找出一種能在各種切削條件下均能產(chǎn)生理想型切屑的斷屑槽,因此,研究切屑的斷屑機(jī)理,分析其卷曲與折斷規(guī)律性是非常有必要的.當(dāng)前,隨著機(jī)械制造業(yè)的迅猛發(fā)展,對切屑折斷提出了更高的要求,因此,世界各國開發(fā)了各種類型的斷屑槽來進(jìn)行切屑控制,但對三維切削過程中切屑的折斷機(jī)理仍不夠完善,因而切屑控制問題依然沒能獲得很好的解決.雖然,機(jī)械加工行業(yè)廣泛通過斷屑槽來進(jìn)行切屑控制,但實(shí)際上每一種斷屑槽只能在一定切削參數(shù)范圍內(nèi)才能發(fā)揮其優(yōu)良的斷屑性能.因此,在切屑生成與折斷機(jī)理的基礎(chǔ)上,結(jié)合不同斷屑槽型的實(shí)驗(yàn)數(shù)據(jù),最終提出直接斷屑技術(shù)研究方法,對可轉(zhuǎn)位刀片的設(shè)計(jì)具有十分積極的現(xiàn)實(shí)意義.
1金屬切削過程中的切屑
1.1理想型切屑
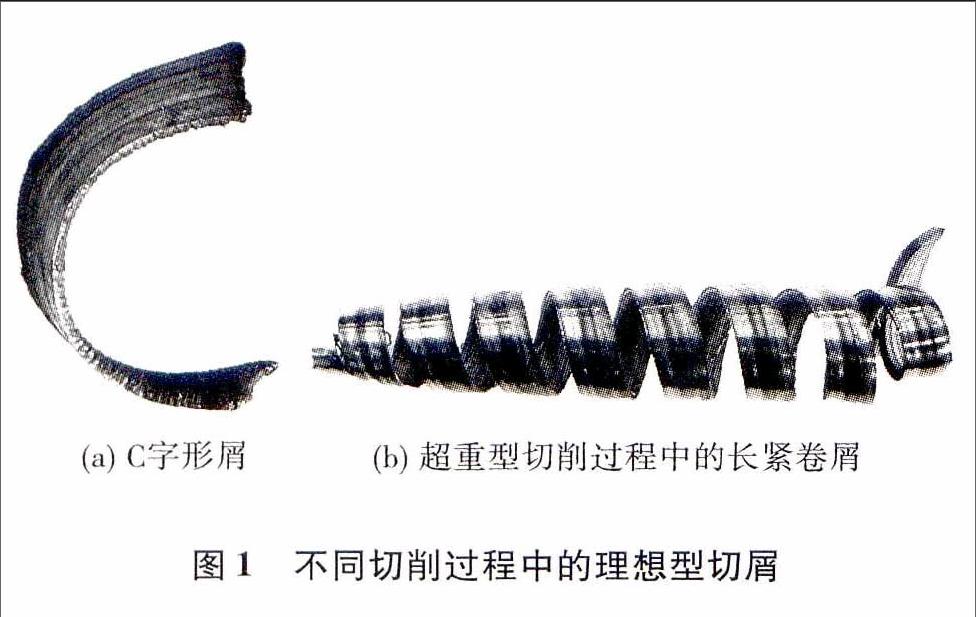
1)方便清理.切削過程中,刀片沒有斷屑槽,或是斷屑器選擇不合理以及不同的切削參數(shù)會產(chǎn)生不同形狀的切屑.外國學(xué)者K.Minato研究用參數(shù)T(s/kg)來描述真空吸除1kg切屑的速度,他認(rèn)為單位質(zhì)量切屑被吸除的時間越短,屑形越理想.根據(jù)他的研究,認(rèn)為“C”字形切屑是常規(guī)切削中最理想的切屑(超重型切削理想切屑是長緊卷屑,如圖1所示).
2)單位質(zhì)量切屑所占空間越小越好.國外學(xué)者E.K.Hendriksen用及來表示容積比,當(dāng)3≤R≤10時,切屑有較理想的形狀.根據(jù)K.Minato的研究當(dāng)及R≈3.7時,切屑具有最理想的形狀.
1.2切屑的主要形式
通過用平行刃斷屑槽做切削實(shí)驗(yàn),獲得各種切屑形狀及其產(chǎn)生條件(如圖2所示).由于切削參數(shù)不同,每種切削參數(shù)對應(yīng)的切屑,其機(jī)理也不一樣,因此,通常將金屬切削過程中切屑形式分為以下幾種類型:
1)RA型切屑(right angled)
在圖2左上角區(qū)域范圍內(nèi)的切屑為RA型切屑,這種切屑產(chǎn)生于二維切削過程,因此,無論采用什么種類的斷屑器或斷屑槽,該切屑的流向總是與刀片的切削刃垂直,流出切削區(qū)域后與工件碰撞,從而形成平面螺旋形式的斷屑.
2)BA型切屑(bevel angled)
在圖2下方位置沿進(jìn)給量.廠的狹長區(qū)域范圍里的切屑為BA型切屑.這種切屑產(chǎn)生于小切削深度ap和大進(jìn)給量/條件下的三維切削過程,呈三維變化的螺旋狀.流出切削區(qū)域后與刀片或刀體碰撞而發(fā)生折斷.
3)MT型切屑(mixed type)
在圖2中,在RA和BA兩種切屑產(chǎn)生區(qū)域之間的范圍內(nèi)所產(chǎn)生的切屑均為MT型切屑.這種切屑的產(chǎn)生條件與RA和BA兩種切屑的形成機(jī)理部分相似.不同是其流出后與工件待加工表面產(chǎn)生滑動摩擦而折斷.
由于切削過程中切屑-刀具-工件存在摩擦力作用,不斷流出的切屑被拉長,在切屑的某段橫截面處受剪切應(yīng)力作用,當(dāng)切屑被拉長至極限位置時,且剪切應(yīng)力超過工件材料的臨界剪切應(yīng)力,切屑便會發(fā)生折斷.在這個切削參數(shù)范圍內(nèi),無論減小切削深度ap還是增加進(jìn)給量f,或是在減小切削深度ap的同時增加進(jìn)給量f,切屑的螺距P1均會變大.因此,初始刀-屑接觸點(diǎn)和斷裂點(diǎn)都會向e點(diǎn)方向移動(如圖3所示).
在MT和BA兩種切屑產(chǎn)生區(qū)域范圍內(nèi)的邊界處,被拉長的切屑與e點(diǎn)接觸,所受剪切應(yīng)力超過工件材料臨界剪切應(yīng)力,在這種情況下,倘若減少切削深度ap或增加進(jìn)給量f,均只能增大切屑的螺距P1,而不能促進(jìn)切屑發(fā)生部分?jǐn)嗔?MT型切屑為混合型切屑,呈半斷狀態(tài)(通常由兩到四段切屑連接在一起),不是常規(guī)切削所要求的理想型切屑.當(dāng)在此切削參數(shù)條件下采用復(fù)式斷屑器進(jìn)行切削時,斷屑圖形中的RA與MT型切屑的邊界線為曲線狀;而在相同切削參數(shù)條件下采用直線斷屑槽或均勻的曲線斷屑槽進(jìn)行切削時,RA和MT型切屑的邊界線為直線狀,這是進(jìn)給量f和切削深度ap,切削寬度aw與切削厚度hm之間為恒定比值關(guān)系的結(jié)果.
2直接斷屑技術(shù)的優(yōu)缺點(diǎn)分析
目前,切削過程中切屑折斷主要是通過斷屑器或斷屑槽對切屑進(jìn)行卷曲來完成的.斷屑器為安裝在刀具前刀面上輔助斷屑的工作模塊,屬于間接斷屑或輔助斷屑技術(shù);斷屑槽是直接在刀片前刀面制成的凹槽(分為:壓制型和磨削型),屬于直接斷屑技術(shù)(如圖4所示).與間接斷屑技術(shù)比較,直接斷屑技術(shù)的優(yōu)缺點(diǎn)分析如下:
1)優(yōu)點(diǎn)分析
①生產(chǎn)輔助時間短;②刀片不用重磨,直接轉(zhuǎn)位即可再次使用,有利于降低生產(chǎn)成本;③結(jié)構(gòu)簡化,維護(hù)方便,不需要在刀具上附加零件,從而降低工人使用難度.
