淺談整體式車門重要產品特性及控制方法
2016-05-30 15:16:38張小燕鄭雅蘭
中國高新技術企業 2016年12期
張小燕 鄭雅蘭

摘要:車門的外觀及尺寸是客戶極為關注的項目,其外觀造型直接影響客戶對產品的選擇。文章以上汽通用五菱汽車股份有限公司GP50前門為例,介紹了整體式車門的生產工藝,總結了車門的重要產品特性及其失效模式與失效后果,并提出了質量控制方法以預防和解決失效模式。
關鍵詞:整體式車門;生產工藝;沖壓;焊接;包邊;失效模式 文獻標識碼:A
中圖分類號:U231 文章編號:1009-2374(2016)12-0061-04 DOI:10.13535/j.cnki.11-4406/n.2016.12.029
1 零件結構及生產工藝簡介
整體式車門主要由門外板、門內板、鉸鏈加強板、門鎖加強板、窗臺加強板、外板加強板、防撞桿、玻璃導軌、上導軌等零件以及折邊膠、減震膠兩種輔料構成。門總成的生產工藝及順序如圖1所示,焊接:內板+加強板+防撞桿+導軌;涂膠:在門外板上圖折邊膠,在防撞桿、外板加強板上涂減震膠;包邊:將外板翻邊與內板壓貼合;包邊后焊接:焊接窗臺處的焊點、引出焊;鉸鏈安裝(是否需要安裝鉸鏈根據廠內工藝要求決定)。
2 導軌類零件的重要產品特性及過程控制方法
2.1 導軌類零件的生產工藝介紹
導軌類的生產工藝主要有滾壓、拉彎、沖切。
滾壓工藝的原理為:通過多對同方向旋轉的滾輪對鋼帶受力,使材料彎曲變形形成特定形狀。材料從第一組滾輪進入,經過多組滾輪的共同作用,材料最終彎曲變形,得到設計截面,設備如圖2所示:
拉彎工藝利用手工或機械的方法使板材彎曲,并施加切向拉力,改變板材內部的應力狀態及分布情況,最終使板材彎曲成一定形狀。拉彎工裝有采用拉彎機和拉彎模具,如圖3所示:
沖切工序原理為:利用沖床和切邊、沖孔模具將零件的端頭、缺口、孔沖出。
2.2 導軌類零件的重要產品特性及過程控制方法
在整個升降系統中,玻璃導軌與玻璃膠條的配合直接影響玻璃升降的軌跡、摩擦力,從而影響玻璃升降系統的操控性及壽命。密封膠條在車門關門關閉狀態下與側圍貼合,起到防水的作用。
導軌截面及弧度。玻璃導軌主要的匹配面有玻璃膠條安裝面、與內板焊接面、與外板包邊面,如圖4所示:
上導軌主要的匹配面有與內板焊接面、密封膠條安裝面,如圖5所示。
失效模式主要為截面不符合設計數模;失效原因主要為滾壓模具成型不到位。玻璃導軌截面失效后果主要有膠條難裝、膠條易松脫、膠條與門板離空、玻璃升降卡滯或異響、門上框型面不合格等;上導軌截面失效后果主要有密封膠條卡難裝或卡不緊、漏水等。具體失效后果如表1所示:
針對導軌截面的失效模式,主要的控制方法有:(1)滾壓模具設計經過CAE分析,并控制模具制造精度;(2)利用設備監控原材料的拉伸性能,選擇拉伸性能高的材料生產;(3)折彎模具避免零件變形;(4)利用投影放大圖對截面進行檢查。
3 沖壓類零件的重要產品特性及過程控制方法
3.1 重要產品特性:外觀
白車身外觀分級如圖6所示:
常見的沖壓件外觀缺陷有麻點、凹凸點、起皺、波浪、劃傷等,這類缺陷不允許出現在A區,目視輕微的缺陷可允許出現在B區,手感輕微的缺陷允許出現在C區,不影響功能的缺陷可允許出現在D區。
麻點和凹凸點產生原因主要有模腔有異物、板材有異物、模腔表面不平整等,控制方法有保證模腔表面平整、模腔及板材表面清潔度。
零件起皺的原因很多,也較復雜,經總結主要有:(1)拉伸過程中材料流動過快;(2)模具頂桿壓力過小,沖壓成型不到位導致起皺。
在生產過程中要根據實際情況來分析起皺的原因,通常盡量減少拉伸深度和注意沖壓生產調整壓邊力大小以及減小凹模R角,加大材料流動阻力等預防起皺。
3.2 重要產品特性:尺寸
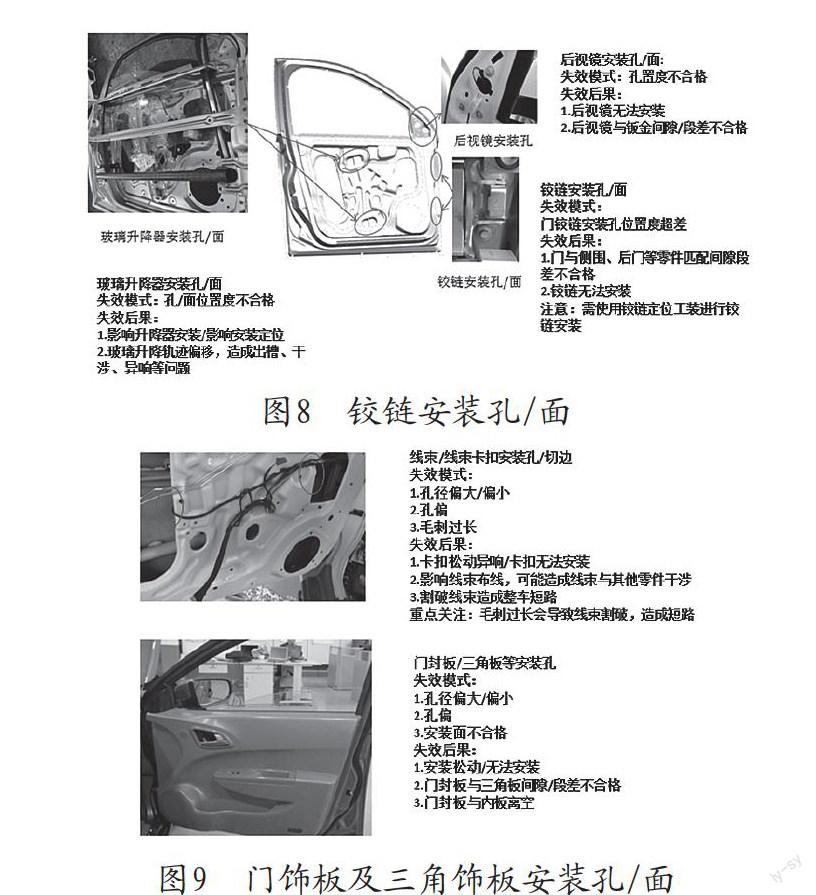
根據裝配關系及失效后果,門內板上涉及功能失效的重要的尺寸有門鎖安裝孔/面、內開把手安裝孔/面、玻璃升降器安裝孔/面、后視鏡安裝孔/面、線束安裝孔位置/毛刺等。影響到門與其他零件匹配的重要尺寸有包邊周圈切邊型面、鉸鏈安裝孔/面、門飾板及三角飾板安裝孔/面等,具體分析詳見圖7至圖9所示:
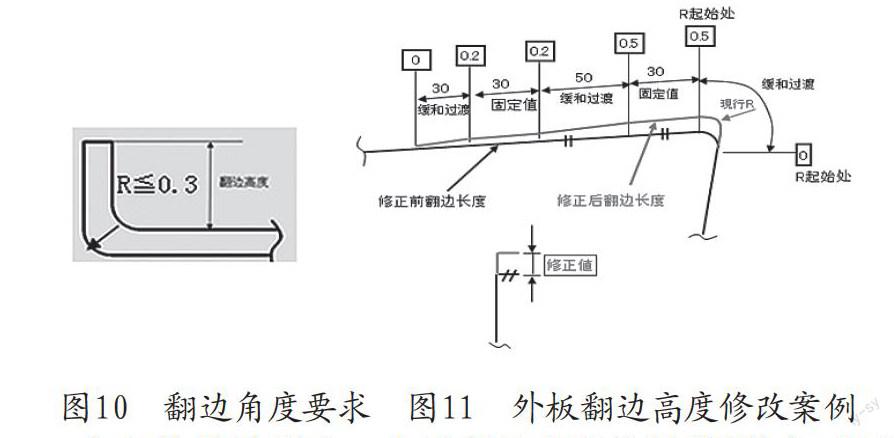
門外板上涉及功能失效的重要尺寸主要有外開把手安裝孔/面,影響到門總成尺寸合格率的重要尺寸有型面合格率、翻邊角度、翻邊高度等。翻邊角度一般要求在90°~95°之間,R角≤0.3mm,見圖10所示:
在包邊的過程中,由于翻邊角度差異等原因,經常出現包邊不到位或者包邊凸起等問題,可以通過修改翻邊高度來解決。如圖11所示,為了改善包邊輪廓,對角部140m范圍內外板翻邊高度實施了0.5m的漸變過渡。外板的重要產品特性還有后視鏡安裝孔/面、外開把手安裝孔/面。其中后視鏡安裝面的不合格將會造成后視鏡與門板的間隙及段差不合格,安裝孔位置不合格會導致擋孔無法安裝后視鏡;外開把手安裝孔的孔徑和毛刺會影響到外開把手的運動,孔徑小或者毛刺大都會導致把手活動過程中卡滯和異響,孔徑過大會造成外開把手松動問題。在模具制造及調試階段,要保證這幾個尺寸合格。
4 門內板總成焊接
門內板總成焊接為將內板加強板、鉸鏈加強板、門鎖加強板、防撞桿、導軌等零件與門內板焊接的一個工序。
玻璃導軌為玻璃升降系統提供了運行軌道,如圖12,導軌的1、2、3部位主要的失效模式有:X、Y方向出現偏差,失效后果為造成玻璃升降的卡滯異響,1、2兩個部位X向的距離過寬,失效后果為導致玻璃出槽;3部位導軌與門外板包邊面的偏差,失效后果為包邊包不上或者包邊后型面不合格。
焊接工裝應適當地使用導軌上其余的孔做副定位,并增加X向、Z向的限位。
4.1 鉸鏈安裝螺母位置
鉸鏈安裝螺母的失效模式主要有位置偏差,失效后果為造成鉸鏈安裝在車門后位置偏移,從而導致車門裝到車身后位置發生偏移,影響到了與側圍、翼子板等外覆蓋件的匹配。保證螺母孔位置的關鍵點在于焊接定位,在焊接鉸鏈加強板與門內板時使用穩定性高的光孔作為定位孔。
4.2 焊接強度
作為焊接件,焊接強度是產品的一個關鍵特性,焊點不允許有虛焊,否則將影響到車門的強度。應通過焊接參數管理、電極頭修模、焊槍的維護、絕緣套使用及維護、消除零件搭接間隙等控制方法預防焊點虛焊,并通過試片檢查、非破檢查、全破壞檢查、超聲波檢查等手段來監控焊點強度。
5 涂膠
車門上的膠有折邊膠、減震膠,折邊膠具有加強包邊強度、防銹作用,減震膠具有加強車門強度、減震作用,因此涂膠一直是車門生產中的一大關鍵工藝。
折邊膠的工藝要求為填充滿內板與外板的包邊空隙,且不允許有溢膠,減震膠具有一定的膨化系數,應根據涂膠間隙的大小來確定膠的涂量,要求在烘烤后能粘接兩個鈑金面。
如圖13所示,涂膠的失效模式主要有涂膠量過少、涂膠量過多,折邊膠涂膠量少會導致車門防腐能力下降而生銹,涂膠量過多導致溢膠,直接影響涂裝車間的電泳漆和面漆質量;減震膠涂量過少會導致加強板或防撞桿與外板離空,影響車門的強度及減震效果。另外,由于防撞桿與外板之間存在間隙,減震膠受重力影響會往下沉,在減震膠黏度不足的情況下,膠在涂裝的處理液沖刷下會掉落,直接導致涂膠量不足,掉落下的減震膠也會影響到涂裝的電泳漆及面漆質量。涂膠盡量使用自動涂膠裝置,人工涂膠要加強和監督員工涂膠的熟練度。
6 包邊
6.1 包邊工藝簡介
包邊為將外板翻邊與內板壓合的一道工序,主要包邊模式有壓力式包邊和滾輪包邊,我公司大部分使用壓力式包邊。壓力式包邊機有壓機和桌式包邊機兩種,包邊模一般有模座、壓料芯、凸模、斜楔、驅動、預壓刀、正壓刀等過程,詳見圖14所示:
6.2 包邊重要產品特性和過程控制方法
尺寸方面,包邊的重要產品特性有包邊厚度、門周圈輪廓。包邊要求內板與外板貼合,包邊厚度應=2×外板厚+內板厚,公差為(-0.1mm,+0.25mm),內板應完全包合于外板之下;失效模式主要有包邊過松以及過緊,過松將降低車門的強度,并導致折邊膠溢膠,產生二次流痕,影響到涂裝噴漆質量;控制方法為按照要求整改外板的翻邊高度和角度,預壓保證滿足45°要求,并研配包邊模的刀塊。受包邊應力的影響,包邊后尺寸也會存在偏差,這將影響到車門與其他覆蓋件的配合,需要通過包邊模具的研配來改善。
包邊外觀為另外一個重要產品特性,外觀檢驗的標準為表面平順,目測、手摸沒有凹凸,沒有因包邊造成的皺褶、壓痕、凹凸不平、劃痕等缺陷;包邊后的內板沒有壓痕;總成零件周邊平滑順暢,沒有波狀起伏和明顯皺褶。圖15為不可接受缺陷:
7 包邊后焊接
該工序主要焊接外板與外板窗臺加強板處的焊點。重要產品特性有水切安裝面開口寬度、焊點外觀。水切安裝面開口寬度過大,會導致水切與玻璃的摩擦力過小,從而產生玻璃升降松動;開口寬度過小將會導致水切與玻璃摩擦力過大,從而造成玻璃升降阻滯或異響。造成開口寬度不合格的原因主要有外板型面弧度偏差、焊接變形等,控制方法為整改外板回彈及增加焊接夾緊減少焊接變形等。焊點外觀通過增加焊接銅板解決。
8 引出焊
引出焊焊點為工藝焊點,主要為了防止車門因包邊不到位造成的離空、錯位。重要產品特性有焊接外觀質量和焊接位置。由于引出焊焊點均分布在外板表面上,屬于A區和B區的外觀要求,如16所示,不允許有強光下可見的、有手感的凹凸。通過控制電極頭的平整度可以保證焊點外觀質量。焊點位置的失效模式為邊緣焊,失效后果為影響涂裝涂膠,前期可通過調整引出焊位置來解決。
9 結語
作為與翼子板、側圍等外覆蓋件匹配的零件,同時作為后視鏡、膠條、玻璃升降器、門鎖等零件的安裝點,車門的尺寸合格率非常關鍵,門內外板等沖壓件的尺寸將影響著整個門總成的尺寸合格率,需要嚴格把關沖壓模具的制造精度。作為玻璃升降系統的重要組成部分,玻璃導軌的位置直接影響玻璃升降的順暢性,在焊接過程中需要靠準確的焊接定位、適當的過定位保證導軌的位置正確。另外,在包邊模調試過程中需要結合內外板的狀態來進行多輪研配才能保證包邊的穩定性。
參考文獻
[1] 徐遠剛.滾壓(冷彎)成型工藝設計及應用.
[2] 郭立新.沖壓件起皺原因和控制方法的淺析[J].中國新產品新技術,2014,(4).
[3] 陳泉,鄭華春,張建淼,等.汽車玻璃導軌結構對車窗升降的影響分析[J].汽車與配件,2011,(40).
作者簡介:張小燕(1985-),女,廣西欽州人,上汽通用五菱汽車股份有限公司助理工程師,研究方向:供應商質量管理。
(責任編輯:王 波)
