
小螺旋角β=0°5′漸開(kāi)線花鍵的加工
2016-05-30 17:06:33尤偉誠(chéng)
科技尚品 2016年8期
尤偉誠(chéng)

摘 要:花鍵聯(lián)接多用于傳遞扭矩,其中漸開(kāi)線花鍵應(yīng)用日趨廣泛。這是由于漸開(kāi)線花鍵有許多優(yōu)點(diǎn),如齒數(shù)多、齒端,齒根部厚,承載能力強(qiáng),易自動(dòng)定心,安裝精度高。帶有螺旋角的漸開(kāi)線花鍵在使用過(guò)程中可以產(chǎn)生一定的軸向力,主要用于汽車行業(yè),螺旋角一般在花鍵銑或滾齒機(jī)通過(guò)差動(dòng)進(jìn)行加工。但螺旋角極小的外花鍵加工超出了機(jī)床差動(dòng)掛輪選取,只能另辟蹊徑。
關(guān)鍵詞:漸開(kāi)線花鍵;小螺旋角;差動(dòng)掛輪比值;漸開(kāi)線花鍵加工
漸開(kāi)線花鍵應(yīng)用日趨廣泛。這是由于漸開(kāi)線花鍵有許多優(yōu)點(diǎn),如齒數(shù)多、齒端,齒根部厚,承載能力強(qiáng),易自動(dòng)定心,安裝精度高。相同外形尺寸下花鍵小徑大,有利于增加軸的剛度。目前外花鍵主要采用花鍵銑削加工,精度較高或有螺旋角要求的鍵齒也采用滾齒機(jī)加工,如汽車變速器輸入軸花鍵和重型卡車后橋減速器主動(dòng)錐齒輪花鍵(見(jiàn)圖1)
1 小螺旋角外花鍵的加工困惑
筆者假期去常州一家生產(chǎn)齒輪專業(yè)廠家實(shí)習(xí),該廠技術(shù)部接受了一項(xiàng)新品試制任務(wù),其中花鍵軸由我實(shí)習(xí)的車間負(fù)責(zé)加工。該軸加工要求如下:
例:模數(shù):m=2.5 齒數(shù):z=13 壓力角:α=30°
齒頂高系數(shù):ha*=0.8 間隙系數(shù):c*=0.3
其中齒向要求=0.17~0.25 旋向:右旋
齒厚:S=3.85 導(dǎo)程:L=129.5 齒形誤差:=0.03
從提供的圖樣上看,齒向要求0.17~0.25,實(shí)際上是加工一微小螺旋角的斜齒花鍵軸,其螺旋角
(在這里我們?nèi)↓X向中差0.21)。
一般情況下斜齒加工要通過(guò)聯(lián)結(jié)差動(dòng)機(jī)構(gòu)來(lái)實(shí)現(xiàn),在滾齒機(jī),萬(wàn)能花鍵銑,車齒機(jī)上加工,它們差動(dòng)掛輪的比值為:
顯然上述機(jī)床的差動(dòng)掛輪比值都超出了機(jī)床的范圍,掛輪無(wú)法搭配。
2 小螺旋角外花鍵的加工解決思路
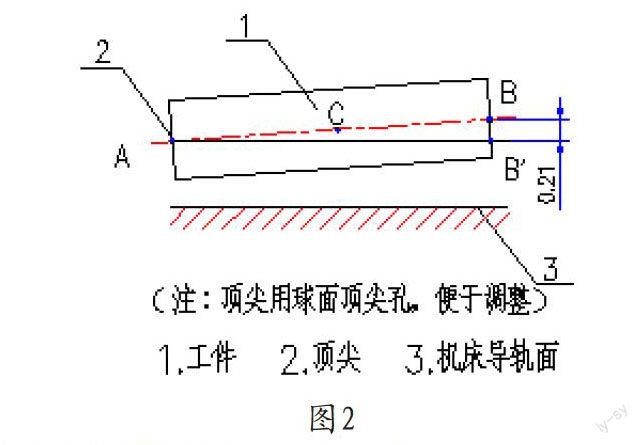
這時(shí)車間技術(shù)部門大膽創(chuàng)新,我也有幸加入其中,方案就是在y631k普通花鍵銑床加工,在加工過(guò)程中,使工件的軸心線與刀具切削刃中心線始終成一角度,則工件上得到的軌跡為斜齒(見(jiàn)圖2)。
3 小螺旋角外花鍵的加工具體步驟
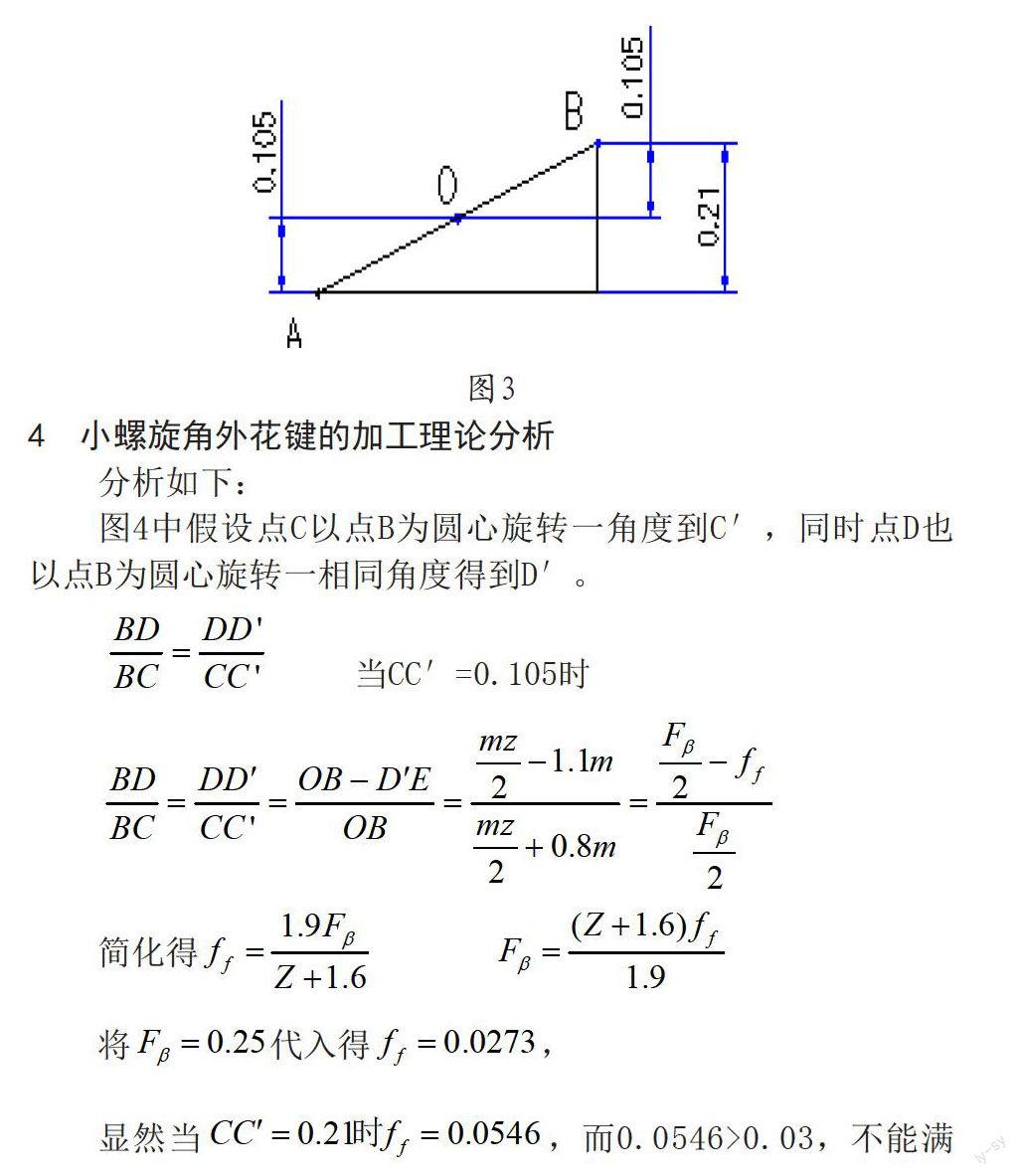
但是,事情的進(jìn)展總是在曲折中前進(jìn)的,經(jīng)過(guò)反復(fù)加工及檢測(cè),發(fā)現(xiàn)在實(shí)際加工過(guò)程中銑齒刀刀刃中心線相對(duì)工件軸心線產(chǎn)生位移,向上偏移了0.21,如果在A處的齒形是標(biāo)準(zhǔn)的(即A處刀對(duì)中)其余各處隨工件軸心線的偏差增大,齒形不對(duì)稱度增大,即齒形誤差增大;同理在B處的齒形是標(biāo)準(zhǔn)的(即B處刀對(duì)中)其余各處隨工件軸心線的偏差增大,齒形不對(duì)稱度增大,即齒形誤差增大;所以我們選擇O處對(duì)中,工件軸心A點(diǎn)下移0.105,B點(diǎn)上移0.105(見(jiàn)圖3)。
4 小螺旋角外花鍵的加工理論分析
分析如下:
圖4中假設(shè)點(diǎn)C以點(diǎn)B為圓心旋轉(zhuǎn)一角度到C′,同時(shí)點(diǎn)D也以點(diǎn)B為圓心旋轉(zhuǎn)一相同角度得到D′。
足要求,由公式將代入得,也就是說(shuō)O處刀對(duì)中,在滿足齒形誤差要求0.03的前提下,齒向誤差必須控制在0.17~0.23范圍內(nèi),在進(jìn)刀量一定的情況下M值(跨棒距)從O點(diǎn)(見(jiàn)圖5)到B點(diǎn)也是不斷變化增大趨勢(shì),如果O處為標(biāo)準(zhǔn)跨棒距
通過(guò)上述計(jì)算可知漸開(kāi)線花鍵滾刀必須從O點(diǎn)對(duì)中,齒向,齒形,M值才能都滿足技術(shù)要求,實(shí)踐是檢驗(yàn)真理的唯一標(biāo)準(zhǔn),對(duì)加工后的產(chǎn)品進(jìn)行了檢測(cè),完全滿足圖紙要求,得到了用戶的好評(píng)同時(shí)也為為企業(yè)贏得了聲譽(yù)。
5 結(jié)論
漸開(kāi)線花鍵的參數(shù)形式多樣,加工方法也具有多樣性,但為了節(jié)約成本,提高工效,應(yīng)該因地制宜,雖然有時(shí)會(huì)碰到困難,但只要用于創(chuàng)新,細(xì)致分析,困難就會(huì)迎刃而解,本例中,雖然小螺旋角的漸開(kāi)線花鍵,差動(dòng)機(jī)構(gòu)已不能滿足加工要求,但通過(guò)技術(shù)人員的大膽創(chuàng)新及精密的理論計(jì)算進(jìn)行技術(shù)支撐,使原本不可能的工作變成了可能,所以在機(jī)械加工中,提倡創(chuàng)新,降本增效,使傳統(tǒng)的行業(yè)煥發(fā)活力!
參考文獻(xiàn)
[1]王先逵.機(jī)械制造工藝學(xué)[M].機(jī)械工業(yè)出版社,2013.
[2]中國(guó)國(guó)家標(biāo)準(zhǔn)化管理委員會(huì).漸開(kāi)線花鍵標(biāo)準(zhǔn)應(yīng)用手冊(cè)[M].中國(guó)標(biāo)準(zhǔn)出版社,1997.
[3]成大先.機(jī)械設(shè)計(jì)手冊(cè)[M].化學(xué)工業(yè)出版社,2008.
(作者單位:常州開(kāi)放大學(xué))
