AMT變速器閥體精密制造工藝技術
2016-05-30 07:15:17吳亞渝楊大剛
新技術新工藝 2016年4期
關鍵詞:精密加工
吳亞渝,鐘 浩,劉 儀,楊大剛
(重慶鐵馬工業集團有限公司,重慶 400050)
?
AMT變速器閥體精密制造工藝技術
吳亞渝,鐘浩,劉儀,楊大剛
(重慶鐵馬工業集團有限公司,重慶 400050)
摘要:AMT變速器閥體零件外形復雜,孔系的尺寸及位置精度要求高,孔系間壁厚較薄,承受的油壓較大,因此對加工的精度要求較高。通過研究并運用三維仿真加工與高速切削,實現了閥體零件精密加工,解決了類似零件加工難題。
關鍵詞:三維仿真加工;高速切削;精密加工;組合式刀具
AMT變速器自動操縱裝置是自動變速器實現換擋、離合器執行及離合器應急操縱等各項功能的核心部件。該裝置主要以閥體類零件為主,該零件具有如下特點:1)外形多為曲面結構,整體曲面由形狀各異的單個曲面拼接而成,且曲面曲率呈不規則變化;2)閥體上與閥芯相配合的閥孔均為多級臺階+過渡錐面的結構,公差要求較高;3)材料為鋁合金,閥孔的表面粗糙度要求較嚴;4)零件壁薄,最薄處僅為3 mm,需承受工作壓力為7 MPa。
根據此類閥體零件結構的復雜性及材料特性,利用三維仿真加工軟件,通過實體建模、高速切削仿真加工、數控加工程序生成和機床在線加工,實現零件從毛坯到成品的過程[1]。提前掌握刀具、零件及夾具之間是否存在干涉,可避免高速切削不穩定情況發生,確保零件的一次合格率;同時,通過高速鏜鉸達到低表面粗糙度、高尺寸精度的產品特性,從而代替磨削加工完成閥體零件的精密制造。
AMT變速器自動操縱裝置包含多種閥體類零件,其三維模型如圖1所示。其中閥體1的外形及孔系復雜,是較為典型的閥體零件。本文以該典型零件為例介紹其工藝研究過程。
1閥體三維仿真加工
1.1加工毛坯及裝夾方式
閥體零件的外形加工包含多個面(見圖1),利用五軸聯動機床加工特點,確定零件毛坯狀態與裝夾方式(見圖2),使被加工面呈開放狀態。

圖1 閥體三維圖
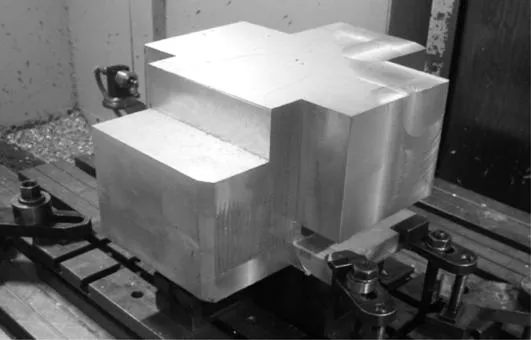
圖2 毛坯及裝夾方式
1.2仿真加工策略
1.2.1構建毛坯及零件模型

圖3 毛坯模型 圖4 零件模型
根據實物狀態,構建三維毛坯模型(見圖3)。先進行外形銑削,因此仿真外形加工時可暫時去除掉零件表面的孔特征,避免原模型上的孔特征在生成加工刀路時對刀路產生影響。零件模型如圖4所示。1.2.2創建刀具模型
通過測量零件外形結構中的最大深度、最窄空間寬度等數據,分別構造適合用于零件粗加工、半精加工及精加工的刀具(見圖5)。
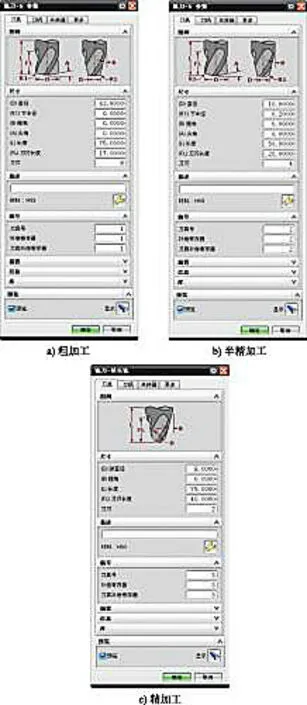
圖5 銑刀參數
1.2.3切削路線仿真
該零件外形可視為一個六面體結構,加工時可按照一定的順序分別加工每個平面。
1)頂面加工。由于頂面結構較為復雜,加工余量大,并且包含曲面結構,故在頂面加工時,分別采用型腔銑、固定輪廓銑策略,并結合不同刀具,將頂面加工分為粗加工、半精加工及精加工(見圖6)。

圖6 切削路線仿真
粗加工時,采用φ63 mm面銑刀,高速銑主軸轉速2 000 r/min或更高;半精加工時,采用直徑為φ10 mm的立銑刀,高速銑主軸轉速3 000 r/min或更高;精加工清根時,采用直徑為φ8 mm的球頭銑刀,高速銑主軸轉速達到5 000 r/min。通過后置處理后數控程序如下:
TOOL CALL 1 Z S2000
M128
L X0.0 Y-172. Z10. A0.0 C0.0 R0 M3 FMAX
L Z-1. F5000. M7
L Z-4. F1000.
L Y-112.34
L X-85.
·
·
TOOL CALL 2 Z S3000
L X-6.302 Y157.632 Z10. A0.0 C0.0 R0 M3 FMAX
L Z-3. F5000. M7
L Z-6. F1500.
L X5.644 Y152.581
L X6.263 Y152.304
·
·
TOOL CALL 4 Z S5000
L X-28.07 Y-70.999 Z4.9 A0.0 C0.0 R0 M3 FMAX
L Z-5.012 F5000. M7
L Y-70.964 Z-5.534 F3000.
L Y-70.862 Z-6.047
L Y-70.694 Z-6.543
·
·
實際加工效果如圖7所示。

圖7 實際加工效果
2)四周加工。零件四周平面結構大致相同,采用型腔銑策略,配合不同尺寸刀具一次完成仿真加工(見圖8)。

圖8 四周平面仿真加工
3)底面加工。零件底面為型腔結構,采用型腔銑策略進行一次仿真加工完成(見圖9)。
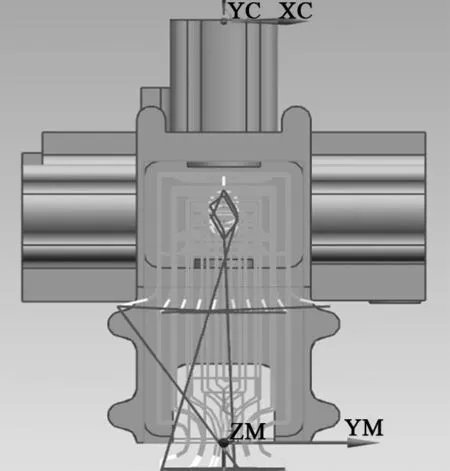
圖9 底面仿真加工
由于刀具長度限制,在加工時,分別采用直徑不同的銑刀進行加工,部分數控程序內容如下:
TOOL CALL 6 Z S3000
L X-84.5 Y160.5 Z-32.998 A-90. C0.0 R0 M3 FMAX
L Y151. F5000. M7
L Y148. F1500.
L X-74.6
·
·
TOOL CALL 3 Z S1500
L X-86.74 Y160.5 Z-138.488 A-90. C0.0 R0 M3 FMAX
L Y79.545 F5000. M7
L Y76.545 F750.
L X-71.856 Z-141.42
L X-71.968 Z-141.879
·
·
實際加工效果如圖10所示。

圖10 零件實際加工效果
2閥體孔系精密加工
2.1孔系加工刀具確定
該零件孔系分布及閥孔特點示意圖如圖11和圖12所示。該零件孔尺寸從φ13H8到φ48H8 mm,變化大,并且在各孔內臺階之間有過渡錐面和過渡圓角,檢測困難,要求各孔表面粗糙度為Ra0.8 μm,圓柱度為0.005 mm。而且零件材料為鋁合金,很難采用磨削或手工研磨的方式對孔進行精加工。

圖11 零件孔系分布圖
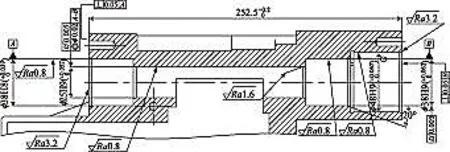
圖12 零件孔系特點示意圖
因此,采用硬質合金整體組合鉆(或組合式鏜刀)完成孔半精加工工步,PCD鉸刀進行精鉸的方式進行孔系加工,刀具如圖13所示。

圖13 整體刀具
2.2裝夾方式
零件主要加工孔系均集中在上半部分,為保證加工部位開放,防止刀具干涉,以及裝夾的方便,采用“一面兩銷”的定位方式,利用底平面和6-φ10.5 mm孔定位。裝夾后的零件如圖14所示。

圖14 裝夾實物
2.3加工參數
聚晶金剛石(PCD)刀具作為20世紀70年代開始運用的高級刀具材料,具有硬度高、抗壓強度高、導熱性好及耐磨性好等特性,可在高速切削中獲得很高的加工精度和加工效率,特別是在有色金屬加工方面,相比其他刀具材料來說具有更大的優勢[2]。這類型的刀具在國外已經得到了廣泛的運用,國內先進加工企業也已經開始使用;但對于組合式PCD刀具是第1次運用,由于孔系臺階尺寸跨度大,因此,刀具加工參數的選用極為關鍵。
通過試驗可知,當選擇精鉸刀具直徑為φ12~φ16 mm,主軸轉速為4 000~4 500 r/min,即切削速度保持在約為200 m/min,進給量為300 mm/min;或精鉸刀具直徑為φ25~φ48 mm,主軸轉速為2 500~3 800 r/min,進給量為170~250 mm/min時,加工出的多組孔表面質量穩定,表面粗糙度均保持在約Ra0.2 μm。單孔系加工時間最長≤4 min,最短只需0.5 min。加工完成的零件效果圖如圖15所示。
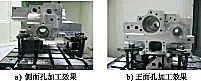
圖15 零件實際加工效果圖
3結語
通過對閥體精密加工的研究,有效解決了閥體表面復雜曲面、多臺階高精度孔及深孔的加工,實現了三維仿真加工技術及高速加工技術在此類零件加工中的應用。
參考文獻
[1] 展迪優.UG NX8.0 數控加工教程[M].北京:機械工業出版社,2011.
[2] 白清順,姚英學.聚晶金剛石(PCD)刀具發展綜述[J].工具技術,2002, 36(3):7-10.
責任編輯馬彤
AMT Gearbox Body Precision Manufacturing Process Technology
WU Yayu, ZHONG Hao, LIU Yi, YANG Dagang
(Chongqing Tiema Industries Corporation, Chongqing 400050, China)
Abstract:AMT gearbox body parts have the complicated shape, the holes size and position have the high demand of precision, the partition of a series of holes is thinner, and the holes are under the high oil pressure, so the machining accuracy requirement is higher. Through the research and the using of 3D simulation and high speed cutting technology, the valve body parts are in precision machining, and the similar parts machining problem is solved.
Key words:3D simulation machining, high speed cutting, precision machining, combined tool
中圖分類號:U 463.2
文獻標志碼:A
收稿日期:2015-12-29
作者簡介:吳亞渝(1979-),女,高級工程師,主要從事工藝技術及管理等方面的研究。
猜你喜歡
山東工業技術(2017年14期)2017-07-18 16:40:10
科技創新與應用(2017年17期)2017-06-16 15:28:26
科學與財富(2017年15期)2017-06-03 19:02:23
祖國(2017年3期)2017-03-16 19:33:39
山東工業技術(2017年1期)2017-01-24 23:33:00
山東工業技術(2016年19期)2016-10-29 16:11:02
科教導刊·電子版(2016年8期)2016-06-27 19:02:50
企業導報(2016年9期)2016-05-26 22:18:57
中國科技博覽(2016年5期)2016-04-23 11:42:34
中小企業管理與科技·中旬刊(2016年2期)2016-03-18 01:27:26