拱頂儲罐制作、安裝施工技術(shù)
2016-05-28 20:42:40趙珍奇
科技與創(chuàng)新 2016年9期
趙珍奇

摘 要:由于立式圓筒型鋼制焊接儲罐底板和頂板的焊縫比較多,而且密集,所以,如果焊接施工不當,就會導致底板和頂板變形。
關(guān)鍵詞:拱頂罐;立式圓筒;倒裝法;罐體
中圖分類號:TU714.2 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2016.09.160
1 概況
江蘇省泰興市金達重油減黏油罐工程(一期)油罐共計15臺,其中,有2臺10 000 m3的拱頂罐,公稱直徑D×公稱高度H=30 m×19.5 m,圓形拱頂球冠底圓直徑d為29.95 m,拱頂相對高度h為3.268 m,設計型式為立式圓筒型鋼制焊接罐。該罐直徑大,且底板和頂板焊縫比較多、密集,如果焊接施工不當,就會導致底板和頂板變形。為了保證工程質(zhì)量,施工時,必須嚴格按照施工方案和規(guī)法進行。
2 工藝流程
在施工過程中,具體的工藝流程為:施工準備→材料驗收和管理→切割、預制和工廠處理→基礎(chǔ)驗收→底板、壁板和附件的預制→頂板的預制→底板的擺放、組對、焊接、檢查和真空檢驗→最頂層罐壁板的安裝、焊接和射線檢測,附件的安裝→頂部角鋼圈的安裝→罐內(nèi)頂升裝置的安裝→頂板的安裝→采用頂升裝置頂升壁板,頂起一層安裝一層,并進行相應焊縫的焊接、射線檢測(重復第8條工序),直至安裝完壁板→從罐內(nèi)拆除頂升裝置→焊接底板與壁板的角焊縫→焊接底板與環(huán)板的角焊縫→擴散管、浮動出油裝置,液位計管、溫度計管、取樣管等附件的安裝→補強圈氣密試驗→充水試驗(對罐壁和罐頂進行強度、穩(wěn)定性和滲漏試驗)→底板的二次真空檢驗→罐內(nèi)、外壁噴砂除銹→罐內(nèi)、外壁刷油防腐→為需要保溫的罐體保溫。拱頂板如圖1所示,底板如圖2所示,壁板如圖3所示。
3 準備工作
預制前,要先繪制罐底、罐頂、罐壁排版圖,所有進場材料必須符合圖紙和有關(guān)規(guī)范的要求,而且現(xiàn)場要設置卷板機和校正平臺,根據(jù)排版尺寸就地卷板、預制。在預制構(gòu)件時,應按相關(guān)工藝施工,預制的鋼板應逐張在表面標記移植,以便下一步安裝工序正確、順利進行。在預制、組裝和檢驗的過程中,儲罐所用的樣板應符合下列規(guī)定:①弧形樣板的弦長不得小于2 m;②直線樣板的長度不得小于1 m;③測量焊縫角變形的弧形樣板,其弦長不得小于1 m。
4 預制
4.1 底板預制時應注意的問題
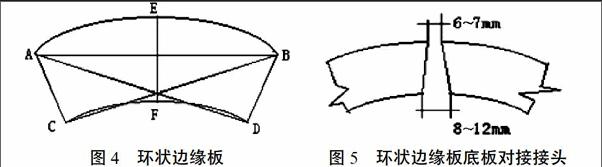
底板預制時應注意以下問題:①罐底的排版直徑應比設計值大0.1%~0.2%.②罐底拼接板的寬度不得小于1 000 mm,長度不得小于2 000 mm。③底板任意相鄰焊縫之間的距離不得小于500 mm。④環(huán)狀邊緣板底板對接接頭宜采用不等間隙,外側(cè)間隙宜為6~7 mm,內(nèi)側(cè)間隙宜為8~12 mm。環(huán)狀邊緣板的尺寸允許有偏差,長度AB、CD,寬度AC、BD、EF允許偏差±2 mm,對角之差AD-BC允許偏差≤3 mm。環(huán)狀邊緣板如圖4所示,環(huán)狀邊緣板底板對接接頭如圖5所示。
4.2 頂板預制時應注意的問題
頂板預制時應注意以下問題:①最好按照圖扇形整片下料預制,頂板任意相鄰焊縫的間距不得小于200 mm。②單塊頂板本身的拼接可采用對接或搭接的方式。③筋板與頂板組焊時,應采取防變形措施。如果筋的拼接采用對接接頭,應增加墊板,并且必須完全焊透;如果采用搭接接頭,其搭接長度不得小于加強筋寬度的2倍。④拱頂頂板預制成形后,可用弧形樣板檢查,其間隙不得大于10 mm。
4.3 壁板預制時應注意的問題
壁板卷制后,應立置在平臺上用樣板檢查。垂直方向上用直線樣板檢查,其間隙不得大于1 mm;水平方向上用弧型樣板檢查,其間隙不得大于4 mm。在運輸預制好的壁板時,要采用適當?shù)拇胧┗蚧⌒吞ゾ撸悦鈱е卤诎遄冃巍0凑請D紙的要求,壁板在不違反GB 50128—2005規(guī)范的前提下,可以根據(jù)板材的具體尺寸作些許的變動,但是,底圈板板寬不得小于1.5 m。各圈壁板的縱向焊縫宜向同一方向逐圈錯開,其間距宜為板長的1/3,并且不得小于500 mm;底圈壁板的縱向焊縫與罐底板對
接焊縫之間的距離不得小于200 mm;罐壁開孔接管或接管補強板邊緣與罐壁縱向焊縫之間的距離不得小于200 mm,與環(huán)向焊縫之間的距離不得小于100 mm;包邊角鋼對接接頭與壁板縱向焊縫和罐頂板搭接焊縫之間的距離不得小于200 mm;壁板的寬度不得小于1 000 mm,長度不得小于2 000 mm。
4.4 預制時應注意的其他問題
當角鋼圈、加強圈、包邊角鋼、接管補強板等弧型構(gòu)件加工成形后,要用弧型樣板檢查,其間隙不得大于2 mm。放在平臺上檢查,其翹曲變形不得超過構(gòu)件長度的0.1%,并且不得大于4 mm。另外,熱煨成形的構(gòu)件不得有過燒、變質(zhì)現(xiàn)象,其厚度減薄量不應超過1 mm。
整個工程施工不僅要遵循上述注意事項,還應符合GBJ 128—90的有關(guān)規(guī)定。
5 罐體組裝
5.1 罐體組裝前的準備工作
在組裝罐體前,應會同建設方和土建單位驗收基礎(chǔ)。基礎(chǔ)的各項質(zhì)量指標必須符合圖紙和GB 50128—2005《立式圓筒型鋼制焊接油罐施工及驗收規(guī)范》的要求。
在鋪設底板前,下表面要按照圖紙要求和規(guī)范要求除銹后再涂刷冷底瀝青防腐涂料,每塊底板邊緣50 mm范圍內(nèi)不刷防腐涂料。
5.2 底板鋪設,組對,焊接
鋪設底板時,在基礎(chǔ)上放好縱橫十字軸線、罐底板圓周線,從中間板開始鋪設。以中心線為基準,按排版圖的編號,在底板上劃好搭接線,按照順序向兩側(cè)鋪設。檢查罐底直徑和底板相互搭接尺寸是否符合設計要求,確認無誤后,將底板點焊固定后再焊接。施焊時,中幅板焊縫的焊接順序為先焊短縫,后焊長縫,隔縫焊接。初層焊道應采用分段退焊或跳焊法,焊至距邊緣板300 mm時停止施焊。中幅板焊接順序為先焊接1~3之間的短焊縫,后焊接4~7之間的長焊縫,分別采用短焊縫分段倒退焊法(短焊縫分成300 mm長的小段)和長焊縫分段倒退焊法(長焊縫分成400~500 mm長的小段)。邊緣板焊接順序是:焊靠外緣300 mm處的對接焊縫→邊緣板與第一圈壁板角焊縫→剩余的邊緣板對接焊縫→邊緣板與中幅板之間的對接焊縫。在焊接弓形邊緣板時,首先要由外向內(nèi)焊接,靠近中幅板處留300 mm不焊接,然后焊罐壁與底板角焊縫,最后焊環(huán)形板與中幅板之間的300 mm焊縫。弓形邊緣板的連接可按照圖紙施工。在焊接過程中,接縫要完全焊透,確保表面平整,而且墊板與對接的2塊底板要貼緊,其間隙不得大于1 mm。收縮縫的焊接采用焊工均布分段倒退焊的方式,并且要連續(xù)焊完。待底板焊接完畢后,局部凹凸變形不應大于25 mm。焊接順序如圖6所示。
5.3 圍立壁板前的準備工作
罐底焊接完畢,檢查焊縫表面質(zhì)量合格后,在底板上放好縱橫十字軸線,以十字線的交點為中心,在底板上劃出臂板安裝基準圓周線。同時,按照設計要求畫出盤梯、附件等,安裝基準線,并標明記號,劃出群柱等分位置。罐內(nèi)壁線上均布點固定若干擋板以控制罐底內(nèi)圓。
5.4 壁板圍立、組對和頂板組對
壁板圍立、組對和頂板組對順序是:①圍立第一圈壁板時,應立縫點焊,留一道活口,活口處用手拉葫蘆拉緊、找圓,每道立縫中上部設橫向弧形板,以防焊接變形。②立縫焊接完成后,要按照規(guī)定進行無損探傷。同時,要在罐內(nèi)壁下部安裝槽鋼漲圈,并漲緊與壁板貼服。③安裝頂部角鋼圈要焊后校圓。同時,要做好群柱和中心拖板的組裝工作,并復核中心圓與壁板圓周的同心度和直徑偏差。④安裝頂板臨時骨架,分4個點對稱同一方向旋轉(zhuǎn)安裝頂蓋板,臨時點焊。待頂板全部組裝后,樣板復核弧度合格后增加點焊點,然后焊接。⑤頂板焊接時,先焊接瓜皮板焊縫。在此過程中,焊工要均勻分布,采用分段倒退焊接法焊接。頂板之間的焊接要先焊焊縫內(nèi)側(cè)(隔100 mm焊100 mm間斷),后焊焊縫外側(cè)(連續(xù)焊)。對于頂板與抗壓圈間的環(huán)縫,焊工要將其對稱,并均勻分布,沿同一方向分段退焊。
頂板焊縫外觀檢查合格后,即可拆除臨時骨架、中心托板,并安裝頂部平臺、欄桿。
圍第二圈壁板,組對焊接同第一圈壁板。吊起第一圈與第二圈壁板環(huán)縫組對焊接,焊后,T字縫和環(huán)縫要按照圖的要求進行無損探傷。同時,撤下的內(nèi)槽鋼漲圈可安裝到第二圈壁板下部。
罐壁的縱、環(huán)焊縫應采用對接的方式,環(huán)縫上下圈板的內(nèi)面應對齊。焊接壁板時,要先焊縱向焊縫,后焊環(huán)向焊縫。縱縫應自下向上施焊,下端留100 mm不焊,待與下帶板組對后焊接。當焊完相鄰兩圈壁板的縱向焊縫后,再焊其間的環(huán)向焊縫。焊接環(huán)焊縫時,焊工應均勻分布,并沿同一方向,分層、分段退焊。罐壁的縱向、環(huán)向焊縫外側(cè)焊完后,內(nèi)側(cè)焊縫清根后再焊接。
5.5 其他
依次類推,當設備整體安裝完后,最底圈板與底板內(nèi)外角焊縫焊接。這道工序應在底圈壁板縱焊縫完后施焊,并由數(shù)名焊工從罐內(nèi)、外沿同一方向分段退焊。同時,在內(nèi)外罐壁上每隔1 m用角鋼做必要的支撐,防止變形。內(nèi)角焊縫經(jīng)滲透檢驗合格后,可按照圖紙開孔,安裝附件和旋梯、平臺、欄桿,清除雜物,然后再進行底板真空箱試驗,壁板按圖紙規(guī)定進行無損探傷,設備整體做盛水試漏和基礎(chǔ)沉降實驗。
6 各種表面缺陷的修補
在運輸和施工過程中,各種缺陷的修補工作應符合以下規(guī)定:深度超過0.5 mm的劃傷,電弧擦傷、焊疤等有害缺陷,應打磨平滑。當打磨深度或缺陷深度超過1 mm時,應補焊,并打磨平滑。對于返修的焊縫,應按照原規(guī)定的方法探傷,并達到合格標準。焊接的修補必須按照焊接工藝進行,其修補的長度不應小于50 mm。同一部位返修次數(shù)不宜超過二次,當超過二次時,必須由項目技術(shù)總負責人批準。
待相關(guān)試驗合格后,要按照圖紙設計要求和規(guī)范要求除銹、刷漆、保溫。
7 結(jié)束語
在整個施工過程中,現(xiàn)場施工要文明,建立安全、質(zhì)量保證體系,責任到人,層層落實,將定期檢查與不定期抽查相結(jié)合,深入分析、及時整改其中存在的問題,并對質(zhì)量檢查結(jié)果采取相應的獎懲措施。另外,要有效保護成品,安全生產(chǎn),文明施工,以實現(xiàn)既定的目標。
〔編輯:白潔〕