弱剛度環類零件裝夾變形的研究
2016-05-27 09:30:55盧繼平張程焱曹博然焦思程
新技術新工藝 2016年4期
王 歡,盧繼平,張程焱,曹博然,焦思程
(北京理工大學 機械與車輛學院,北京 100081)
?
弱剛度環類零件裝夾變形的研究
王歡,盧繼平,張程焱,曹博然,焦思程
(北京理工大學 機械與車輛學院,北京 100081)
摘要:弱剛度環類零件車削加工易變形,在裝夾過程中產生的彈性形變是造成加工后形狀誤差的一個重要原因。將普通臥式車床上所使用的三爪自定心卡盤改良為扇形卡盤,分別計算了2種裝夾方式產生的理論變形量,建立了影響裝夾變形的各個因素與變形量之間的函數關系,根據計算結果得到了扇形卡盤的最優結構參數,并通過有限元仿真實驗,針對齒圈這類典型的弱剛度件的2種裝夾方式進行了對比驗證,為減小弱剛度環類零件的裝夾變形提供了理論基礎。
關鍵詞:環類零件;弱剛度;單位載荷法;扇形卡盤
零件加工精度包括尺寸精度、形狀精度和位置精度。環類薄壁件的整體剛度較差,在裝夾過程中由于夾緊力和加緊方式安排不當,會造成較大的彈性變形,從而使零件加工之后產生較大的形狀誤差,嚴重影響了這類工件的加工精度[1-2]。M. Mara?eková等研究了夾緊力對空心薄壁筒加工后圓度誤差的影響,并使用新的裝夾系統來減小圓度誤差[3]。石振鵬對薄壁件的車削工藝進行了優化,提出了通過減小夾具和工件的高度差以保證加工質量[4]。陳樹峰等分析了薄壁套筒的裝夾變形并給出了加工誤差與卡爪數之間的關系式[5]。根據現有研究成果和實際生產加工中的經驗,可以得到如下幾種改善裝夾變形的方法[6]:1)確定大小與作用位置合適的夾緊力;2)增加夾持點的數目;3)設計某種特定結構的夾具元件。
在加工發動機傳動系統中所需的端蓋、齒圈和行星架等關鍵零件時,通常采用帶三爪自定心卡盤的普通臥式車床。由于三爪自定心卡盤具有自定心功能,所以在裝夾零件時,加緊位置和夾持點的數目是相對固定的。在這種情況下,應通過設計某種結構參數的卡爪才能夠改善由裝夾引起的變形。將普通的三爪自定心卡盤的卡爪改良為扇形卡爪(見圖1),增大卡爪與工件的接觸面積,對工件形成包絡,在這種裝夾情況下進行車削加工,工件的形狀誤差會有所改善。

圖1 扇形卡盤
本文利用單位載荷法從彎矩的角度分析這種改進對變形量的影響,通過計算扇形卡盤的裝夾變形系數得出使變形量最小的扇形圓心角大小,用齒圈這一典型弱剛度環類零件的仿真實驗來驗證扇形卡盤減小裝夾變形的效果。
1環類零件裝夾變形量的計算分析
1.1三爪自定心卡盤夾持工件變形量的計算
普通車床上三爪自定心卡盤夾持環形薄壁工件的受力狀態如圖2所示。3個夾頭端點施加3個互成120°的徑向集中力P,圓環的半徑為R,工件材料的彎曲剛度為EI,其中,E為零件材料的彈性模量,I為零件截面的慣性矩。
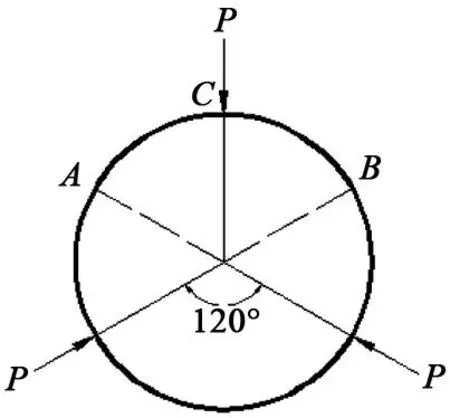
圖2 三爪卡盤受力狀態

圖3 約束轉化
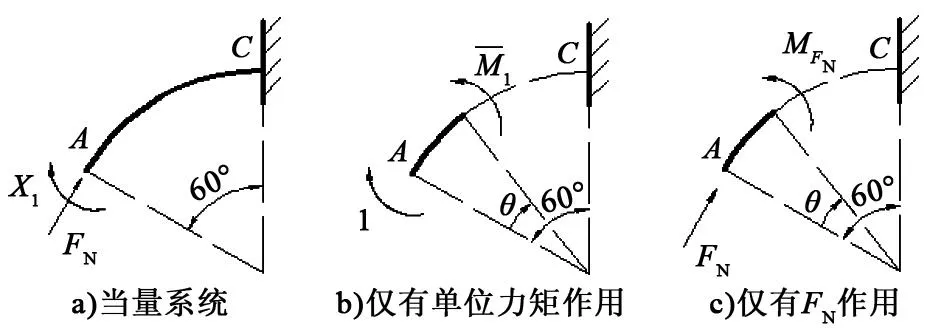
圖4 一次靜不定問題
力法正則方程為:
δ11X1+Δ1F=0
式中,X1為A截面處的彎矩;δ11為單位載荷(力或力矩)作用下的變形;Δ1F為力F作用下的變形。
當僅有單位力矩作用時:

MFN=-FNR(1-cosθ)
將δ11與Δ1FN代入正則方程得:
由對稱性可知,A、C兩處沒有轉動,只有沿徑向的移動。利用單位載荷法,求解A、C兩處的變形(見圖5)。其中,C處的位移可轉化為A處反向的位移。
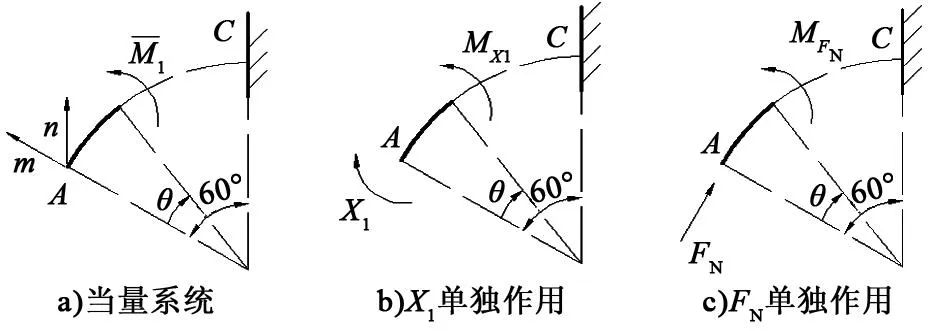
圖5 單位載荷法求A、C截面位移

ΔA=Δ1X1+Δ1FN=

1.2扇形卡盤夾持工件變形量的計算
將三爪自定心卡盤的夾頭改為扇形(見圖6),每個扇形夾爪對應的圓心角為60°,3個夾頭互成120°分布,每個夾頭處施加載荷集度為q的均布載荷,圓環半徑為R,工件材料的彎曲剛度為EI。
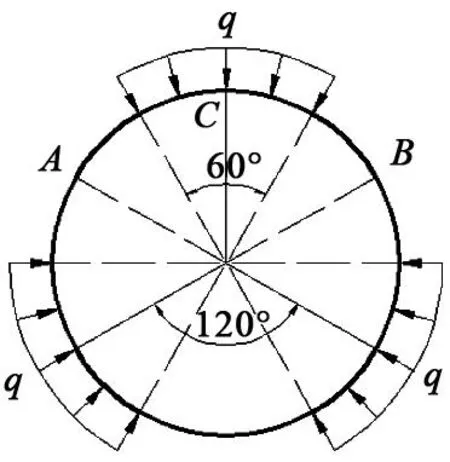
圖6 扇形卡盤受力情況
利用對稱性,取1/3圓弧(見圖7)。由力的平衡條件,得出A、B處的法向約束力FN與載荷集度q的等式關系為:
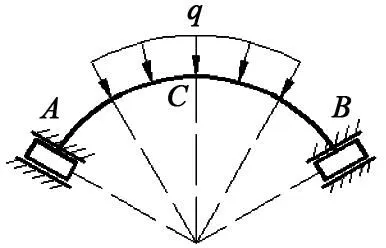
圖7 約束轉化
該結構可簡化為一次靜不定問題(見圖8)。
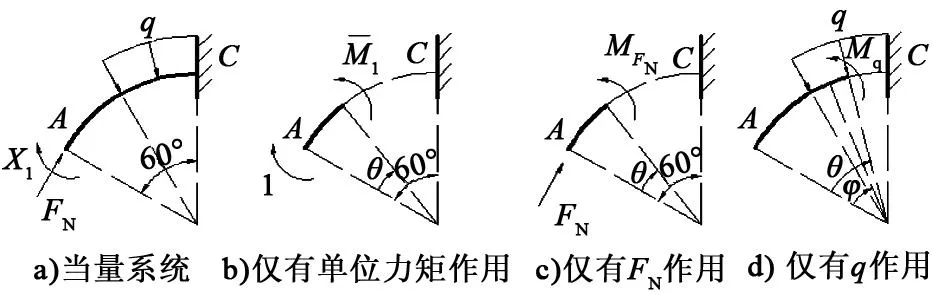
圖8 一次靜不定問題
力法正則方程為:
δ11X1+Δ1F=0
式中,X1為A截面處的彎矩;δ11為單位載荷作用下的變形;Δ1F為力F作用下的變形。
當僅有單位力矩作用時:

將δ11、Δ1FN和Δ1q代入正則方程得,
由對稱性可知,A、C兩處截面沒有轉動,只有沿徑向的移動。利用單位載荷法求解A、C兩處的變形。其中,在求解C截面處的位移時,可將C處位移轉化為A處與之反向的位移。
單位載荷法求A、C兩截面處位移如圖9所示。
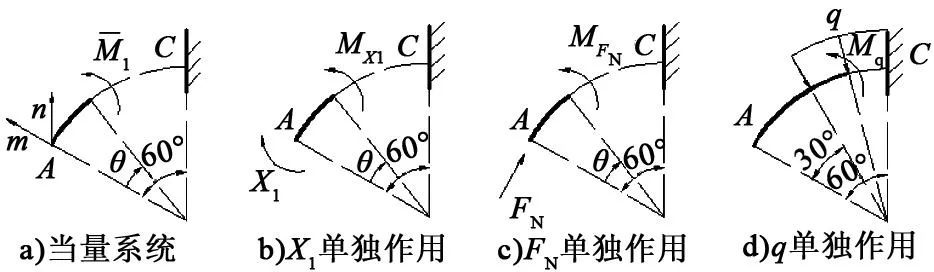
圖9 單位載荷法求A、C兩截面處位移

當P=qR時,即分布載荷q在豎直方向上的合力與集中載荷P大小相等時,通過計算結果可以比較出在A、C兩處,普通卡盤的裝夾變形量大于扇形卡盤的裝夾變形量。
1.3扇形卡盤結構參數的優化
根據上述對扇形卡爪裝夾環類零件產生的變形量的分析,可以得出A截面變形量的函數關系式:
這他是知道的。不久他就會走到那塊“小棍子地”。他覺得它就在左面的什么地方,而且不遠——可能翻過下一座小山頭就到了。
y=[0.892sinx-0.547cosx-0.25sinxsin2x+
式中,x為扇形卡爪對應的圓心角;P為夾緊力值;R為環類零件的半徑。
從函數式中可以看出,變形量與夾緊力的大小呈線性關系,也與環類零件的結構尺寸、截面形狀以及零件材料的彈性模量有關,同時與夾具的結構尺寸、加工部位以及粗精車方式有關。
0.25sinθsin2θ+0.217cosθsin2θ+
式中,θ為扇形卡爪對應的圓心角。
針對特定的環類零件,PR3/(EI)為定值,此時變形系數k的大小決定了變形量。
扇形卡盤裝夾環類工件的變形量隨扇形卡爪圓心角變化的趨勢如圖10所示。當扇形卡爪的圓心角為0.88 rad時,變形系數將產生一個極小值,此時零件的裝夾變形量最小;當θ≥1.25 rad時,扇形卡盤的變形系數大于普通卡盤,說明此時隨著卡盤與工件接觸面積的增大,由于二者精確配合的難度增加,變形量會增大。需要注意的是,當θ≤0.35 rad時,扇形卡爪與零件的面接觸較小,此時近似于普通卡爪的線接觸,因此,該函數式不適用于扇形卡爪角度較小的情況。
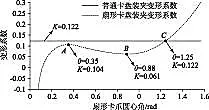
圖10 變形系數變化曲線
1.4齒圈的有限元仿真驗證實驗
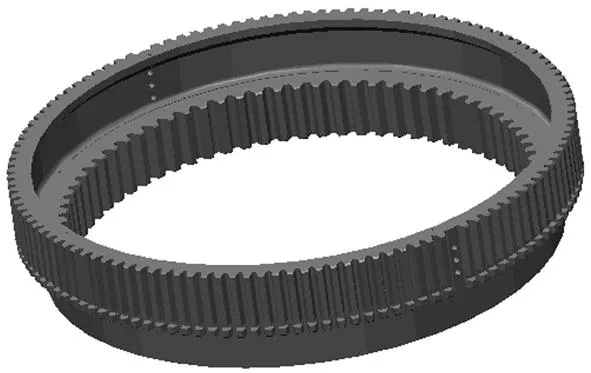
圖11 齒圈的三維模型
對于理論分析得出的結論,可通過有限元仿真進行模擬驗證。本文針對齒圈這一典型弱剛度環類零件進行仿真模擬。車輛傳動系統中的齒圈屬于高精度弱剛度件,其材料為20Cr2Ni4A,三維模型如圖11所示,零件圖如圖12所示。齒圈最大外圓直徑為369 mm,加工完成后最小壁厚為11.5 mm,齒圈的直徑和壁厚的比值較大,剛度較弱,容易產生變形。
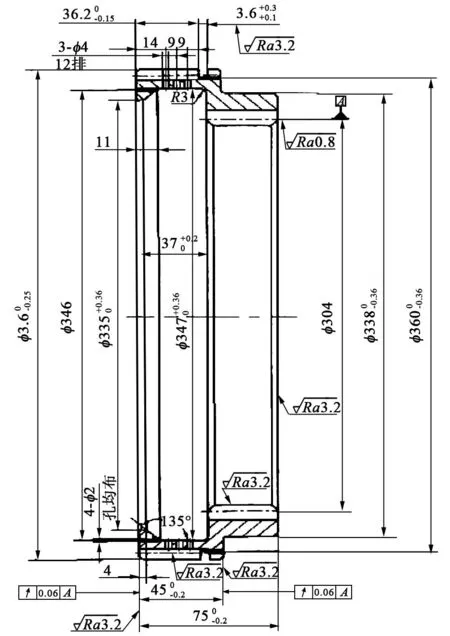
圖12 齒圈的零件圖
總體來說,齒圈的加工主要分為“鍛造制坯→粗車→熱處理→精車→滾插齒→磨削加工→修整”這幾個工序。在Abaqus6.11中模擬粗車內圓時的裝夾變形,仿真結果如圖13和圖14所示,扇形卡盤的最大裝夾變形比普通卡盤減小了26.9%。
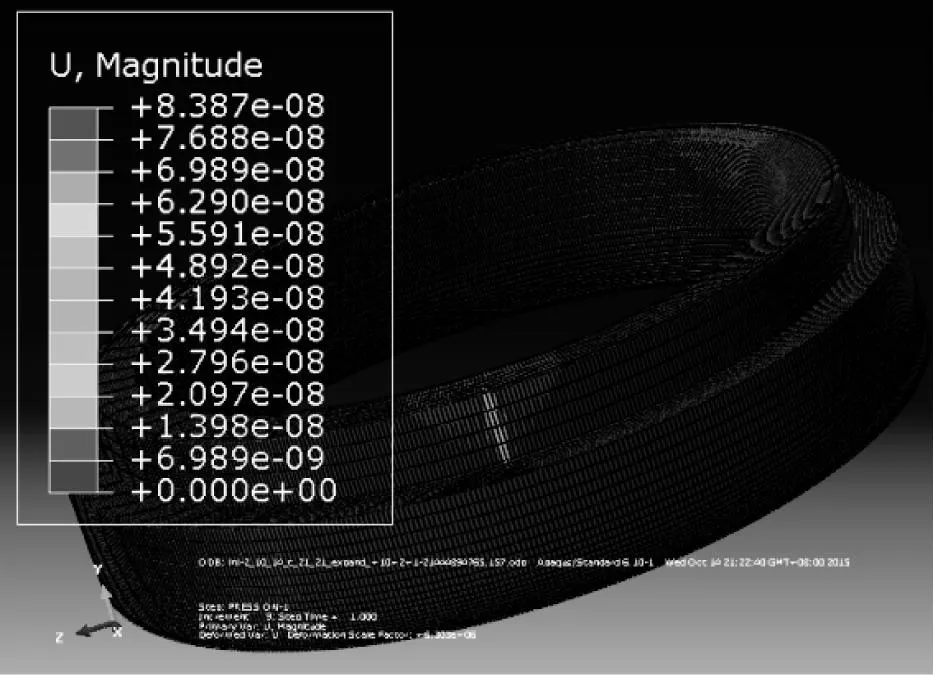
圖13 普通卡盤裝夾變形
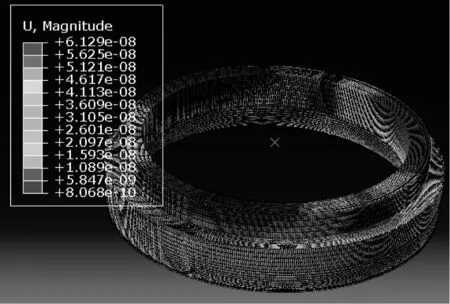
圖14 扇形卡盤裝夾變形
2結語
通過理論分析和有限元仿真,可以得到如下結論。
1)利用單位載荷法的理論分析,可以定量得出均布載荷作用在環類零件上的變形量小于數值上等效的集中載荷作用的變形量。
2)使用扇形卡盤裝夾環類零件的變形量與夾緊力的大小呈線性關系,也與環類零件的結構尺寸、截面形狀、零件材料的彈性模量以及變形系數有關。通過分析可知,當扇形卡爪的圓心角為0.88 rad時,變形系數最小,此時對環類零件產生的裝夾變形量最小。
3)通過有限元仿真實驗可知,與普通三爪自定心卡盤相比,扇形卡盤可以有效地減小裝夾變形,從而改善環類零件加工后的形狀誤差。
參考文獻
[1] 王先逵. 機械制造工藝學[M]. 北京:機械工業出版社,2006.
[2] 王三民,陳波,廉繼西,等.定力夾具應用技術工藝研究[J].新技術新工藝,2014(6):9-11.
[3] Mara?eková M, Zvon?an M, G?r?g A. Effect of clamping pressure on parts inaccuracy in turning[J]. Technical Gazette, 2012(3):509-512.
[4] 石振鵬. 45Cr淬硬鋼薄壁件車削工藝優化研究[D]. 天津:天津大學,2008.
[5] 陳樹峰,馬伏波. 薄壁工件在夾緊力作用下變形量的計算[J]. 煤礦機械,2005(2):70-72.
[6] 程建明. 控制盤類零件加工精度的理論及其方法的研究[D]. 上海:上海交通大學,2002.
責任編輯鄭練
Research on Clamping Deformation of Weak-rigidity Hollow Disk
WANG Huan, LU Jiping, ZHANG Chengyan, CAO Boran, JIAO Sicheng
(School of Mechanical Engineering, Beijing Institute of Technology, Beijing 100081)
Abstract:The weak-rigidity hollow disk is easy to deform when cutting. Clamping deformation is one of the most significant reasons to bring about the form error after machining. The three-jaw chuck is replaced by the fan chuck on the lathe and deformations of the two clamping modes which are calculated separately. A function relationship between the factors influenced on the deformation and the clamping deformation is concluded and the best structure parameter of the fan chuck is optimized. The finite element method is used to compare the two clamping modes by a typical weak-rigidity gear ring. The result provides a basic theory to minimize the clamping deformation of weak-rigidity hollow disk.
Key words:hollow disk, weak-rigidity, unit load method, fan chuck
中圖分類號:TH 161+.3
文獻標志碼:A
收稿日期:2015-11-05
作者簡介:王歡(1990-),男,碩士研究生,主要從事先進加工技術及生產系統等方面的研究。