基于一種非機(jī)動(dòng)車J型鋼圈加工工藝的研究
2016-05-14 18:32:45林仁建陳超蘇薛衛(wèi)
山東工業(yè)技術(shù) 2016年4期
林仁建 陳超 蘇薛衛(wèi)


摘 要:隨著車輪鋼圈行業(yè)標(biāo)準(zhǔn)的規(guī)范及客戶質(zhì)量要求越來(lái)越高,鋼圈加工工藝不能再單純依靠經(jīng)驗(yàn)來(lái)加工,新的工藝方案必須更加細(xì)化,其過(guò)程也需要新的設(shè)備及方法來(lái)控制,尤其ISO/TS16949標(biāo)準(zhǔn)給鋼圈制造帶來(lái)更高的要求。本文詳述了一種非機(jī)動(dòng)車J型12×4鋼圈的制造加工過(guò)程,其工藝已經(jīng)能很好地保證鋼圈生產(chǎn)質(zhì)量。
關(guān)鍵詞:非機(jī)動(dòng)車;鋼圈;加工工藝;沖壓;質(zhì)a量
DOI:10.16640/j.cnki.37-1222/t.2016.04.217
經(jīng)濟(jì)的增長(zhǎng),時(shí)的交通、園林等與人們息息相關(guān)的行業(yè)也得到長(zhǎng)足發(fā)展,例如非機(jī)動(dòng)車輛沙灘車、高爾夫球車、草坪及園林機(jī)械、拖車、掃雪車、電動(dòng)車等的用途越來(lái)越廣泛,車輪是非機(jī)動(dòng)車輛最關(guān)鍵的零部件之一[1],與地面之間作用的所有的力和力矩(附著力、驅(qū)動(dòng)力、制動(dòng)力、側(cè)向力和回正力矩等)都是由車輪承受和傳遞的[2]。目前行業(yè)標(biāo)準(zhǔn)以及設(shè)計(jì)能力均能滿足其生產(chǎn)需要,規(guī)格系列化使得大多數(shù)規(guī)格的鋼圈均能達(dá)到量產(chǎn)。通常非機(jī)動(dòng)車輛的車輪鋼圈為鋼材壓制及焊接而成,已裝配無(wú)內(nèi)胎的輪胎,車輪鋼圈的加工工藝雖已逐漸完善,但更多企業(yè)還是依靠經(jīng)驗(yàn)制造加工,基本停留在上世紀(jì)。
1 J型12×4鋼圈加工工藝
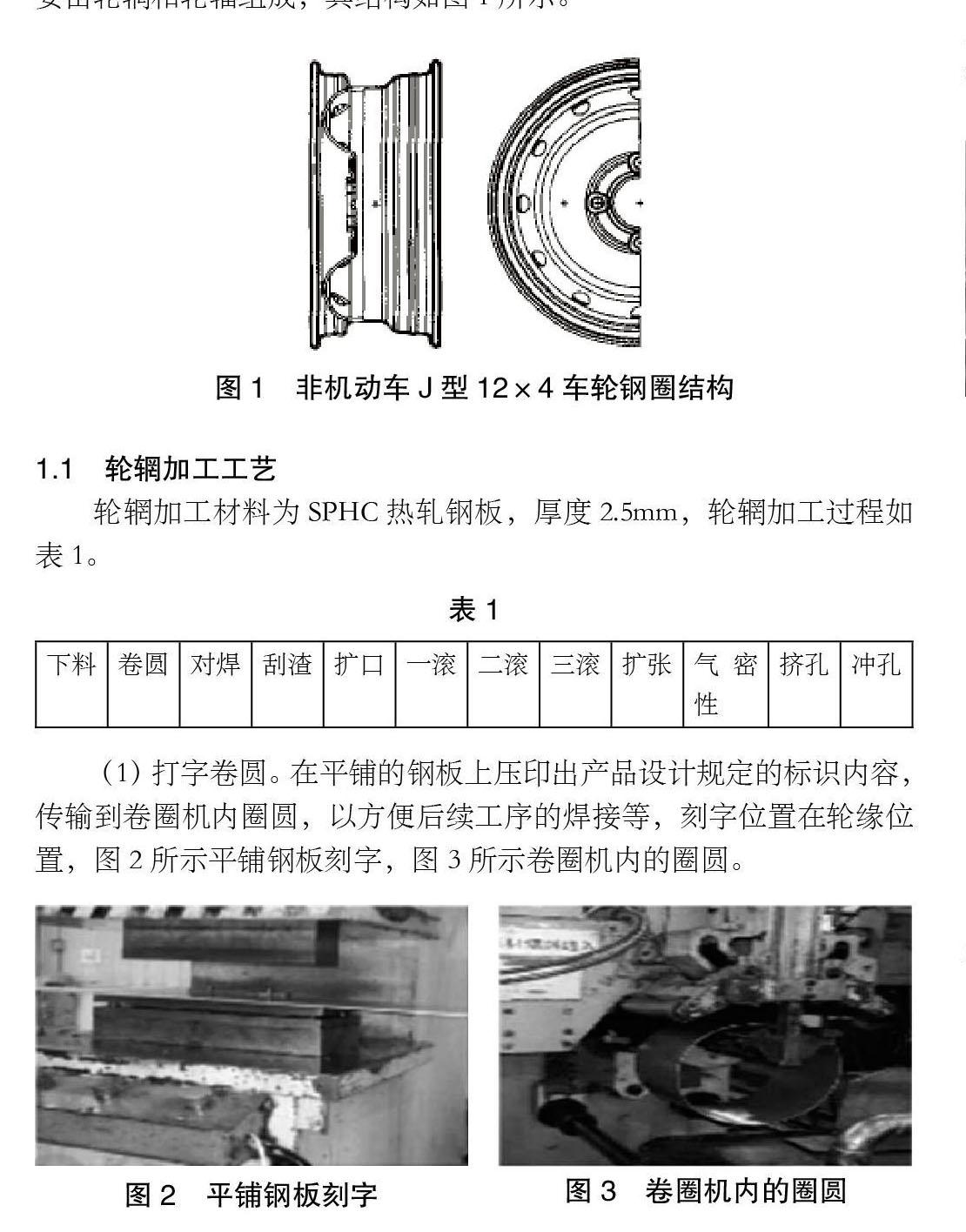
本文以豐田系列掃雪車J型12×4車輪鋼圈為研究對(duì)象,鋼圈主要由輪輞和輪輻組成,其結(jié)構(gòu)如圖1所示。
1.1 輪輞加工工藝
輪輞加工材料為SPHC熱軋鋼板,厚度2.5mm,輪輞加工過(guò)程如表1。
(1)打字卷圓。在平鋪的鋼板上壓印出產(chǎn)品設(shè)計(jì)規(guī)定的標(biāo)識(shí)內(nèi)容,傳輸?shù)骄砣C(jī)內(nèi)圈圓,以方便后續(xù)工序的焊接等,刻字位置在輪緣位置,圖2所示平鋪鋼板刻字,圖3所示卷圈機(jī)內(nèi)的圈圓。
(2)對(duì)焊。輪輞對(duì)焊采用閃光對(duì)焊能夠滿足焊接強(qiáng)度及外觀要求,閃光對(duì)焊屬于電阻焊的一種,焊接代號(hào)為“24”。工作時(shí),鉗口和電極將工件兩端加緊,接通電源,同時(shí)使工件兩端同時(shí)逐漸靠近,在大電流的作用下產(chǎn)生電阻熱,使兩端頭金屬熔化,并開(kāi)始閃光;同時(shí)給予一個(gè)快速的頂鍛力,使兩端頭的材料結(jié)合在一起。輪輞對(duì)焊工作如圖4所示。
(3)擴(kuò)口、滾型。輪輞擴(kuò)口、1滾、2滾、3滾通過(guò)形狀過(guò)渡,材料均勻變形,同時(shí)使輪輞形狀逐漸成型至產(chǎn)品規(guī)定的尺寸(包括輪輞的寬度、輪緣寬度),并將輪緣口處進(jìn)行切邊。圖5為輪輞滾型過(guò)程。
(4)擴(kuò)張。通過(guò)模具中的錐形芯軸的向上運(yùn)動(dòng),使輪輞徑向方向上產(chǎn)生張力,是輪輞的胎圈座周長(zhǎng)達(dá)到設(shè)計(jì)要求,以便于輪胎配合裝配,其尺寸通過(guò)球帶尺檢驗(yàn)。圖6所示模具錐形芯軸原理和模具實(shí)體。
(5)沖氣門孔、擠孔。圖7為沖壓輪輞氣門孔,擠壓毛刺,確保輪輞與氣門嘴裝配順利,不刮傷氣門嘴。
1.2 輪輻加工工藝
輪輻加工材料為SPHC熱軋鋼板,厚度4.5mm,輪輻加工過(guò)程如表2。
(1)落料。按產(chǎn)品設(shè)計(jì)將鋼板沖成一定尺寸的圓料,以便后續(xù)拉伸、成型等工序使用,綜合考慮板料的重量、利用率及動(dòng)能因素,采用落圓數(shù)來(lái)進(jìn)行沖壓落料。沖壓板材按照設(shè)計(jì),外購(gòu)相應(yīng)規(guī)格的板材。圖8所示沖壓落料。
(2)拉延、反拉延成型。將圓板料拉出一定高度,有利于后續(xù)反拉延工序時(shí)材料的流動(dòng)(一些小規(guī)格的鋼圈輻板拉延時(shí),可在中心沖出一個(gè)工藝小孔,為后續(xù)工序提供位基準(zhǔn))。反拉延是過(guò)渡形狀過(guò)程,利于材料流動(dòng),最后用成型模壓出設(shè)計(jì)輪輻形狀,其控制尺寸主要為輪輻深度、螺栓孔凸包的高度等,其中輪輻深度、螺栓孔凸包不足會(huì)降低鋼圈彎曲疲勞性能和螺栓孔剛度。圖9所示拉延、反拉延成型的輻板。
(3)翻邊。通過(guò)模具沖壓鋼圈輪輻的中心孔,然后對(duì)中心孔和外徑進(jìn)行折彎,形成一定的配合長(zhǎng)度,有利于配合整車裝配。中心孔翻孔過(guò)程中存在較大的拉應(yīng)力,產(chǎn)品設(shè)計(jì)或加工時(shí),設(shè)定一個(gè)合理的中心孔高度,提高產(chǎn)品的可制造性,并且可以中心孔裂紋。圖10所示輪輻翻邊。
(4)沖螺栓孔、沖定位孔。螺栓孔及其球面尺寸,通常也是通過(guò)沖壓方式實(shí)現(xiàn),給整車裝配帶來(lái)便利。輪輻定位通過(guò)中心孔定位銷,并確保螺栓孔相對(duì)于中心孔的位置度要求,這一加工過(guò)程通過(guò)三坐標(biāo)測(cè)量機(jī)或?qū)S玫奈恢枚葯z具進(jìn)行過(guò)程監(jiān)控。同樣,依次沖壓倫輪輻的定位孔。圖11為輪輻螺栓孔、定位孔的沖壓和三坐標(biāo)測(cè)量機(jī)。
2 鋼圈合成制造工藝
鋼圈組對(duì)通常是通過(guò)壓制及焊接的方式實(shí)現(xiàn)的,其合成壓配模具如圖12所示。
(1)壓配。按設(shè)計(jì)要求,利用模具將輪輻、輪輞壓配至規(guī)定的相對(duì)位置。主要控制的尺寸為車輪跳動(dòng)和車輪的偏距,其均可通過(guò)后續(xù)的檢測(cè)設(shè)備進(jìn)行全檢監(jiān)控,不合格品會(huì)自動(dòng)下線,避免其流入下道工序。圖13所示輪輞、輪輻的壓配。
(2)合成焊接。鋼圈合成是通過(guò)CO2氣體保護(hù)焊焊接的,焊接代碼“135”,焊接時(shí)通過(guò)較高的電流(通常標(biāo)準(zhǔn)在150A以上)產(chǎn)生熱量及弧光,融化焊絲及部分鋼圈材料,形成液態(tài)熔池,同時(shí)CO2氣體隔絕空氣,保護(hù)液態(tài)熔液不被氧化,使輪輞、輪輻很好的焊接組合。圖14所示CO2氣體保護(hù)焊合成焊接。焊接強(qiáng)度由“聯(lián)接強(qiáng)度試驗(yàn)”來(lái)進(jìn)行試驗(yàn)[3-4],焊接不出現(xiàn)撕裂或可見(jiàn)裂紋,圖15所示聯(lián)接強(qiáng)度試驗(yàn)。
最后經(jīng)過(guò)跳動(dòng)、動(dòng)平衡、涂裝、包裝、等工序完成鋼圈制造及裝配的整個(gè)過(guò)程。圖16為以上工序圖。
3 結(jié)語(yǔ)
車輪鋼圈市場(chǎng)空間及需求量是相當(dāng)大,并且整個(gè)行業(yè)已實(shí)現(xiàn)相應(yīng)地標(biāo)準(zhǔn),大多數(shù)企業(yè)各規(guī)格已經(jīng)量產(chǎn)出口或直接裝配,然而市場(chǎng)上的鋼圈質(zhì)量也是參差不齊,鋼圈制造工藝日益凸顯其重要性,甚至成為決定產(chǎn)品質(zhì)量和客戶滿意最關(guān)鍵的指標(biāo),優(yōu)化工藝及加強(qiáng)工藝的管理,也是各企業(yè)降低成本的最佳途徑[5]。
參考文獻(xiàn):
[1]王霄鋒,梁昭,張小格.基于動(dòng)態(tài)彎曲疲勞試驗(yàn)的汽車車輪有限元分析[J].拖拉機(jī)與農(nóng)用運(yùn)輸車,2007,1(34).
[2]周到,康侃.五件式港口機(jī)械鋼圈焊接工藝及研究[J].廣西工學(xué)院學(xué)報(bào),2006(01).
[3]鄒業(yè)偉.工程車輪冷成型制造技術(shù)研究[J].應(yīng)用技術(shù)企業(yè)科技與發(fā)展,2010,24(294).
[4]劉新宇,常虹,范長(zhǎng)偉,陳樹勛.鋼圈疲勞壽命估算方法探討[J].裝備制造技術(shù),2008(05).
[5]程秀美.新形勢(shì)下的汽車鋼圈產(chǎn)業(yè)研究及改進(jìn)措施[J].科技與生活,2010(02).