提高烘絲機筒壁溫度SD值合格率
2016-05-14 13:30:47陳勇
山東工業(yè)技術(shù) 2016年4期
陳勇
摘 要:我廠的烘絲機是從HAUNI公司引進的。其工作原理是利用蒸汽調(diào)節(jié)筒壁溫度來加熱干燥煙絲,同時采用固定風門控制后的熱風對煙絲進行干燥,從而烘干煙絲的多余水分,達到工藝水分要求。在夏季的時候,筒壁溫度處于較理想狀態(tài)(140~150℃),一但進入其他季節(jié)特別是冬季,筒壁溫度處于較高狀態(tài),有時甚至波動到160℃左右。筒壁溫度SD值合格率指標難以完成。因此,通過對烘絲機排冷凝水管路進行分析和改善,消除了因冷凝水排放不暢而導致的筒壁溫度波動因素,最終提高了烘絲機筒壁溫度SD值合格率。
關(guān)鍵詞:烘絲機;筒壁溫度;冷凝水排放;SD值合格率
DOI:10.16640/j.cnki.37-1222/t.2016.04.016
0 前言
在制絲生產(chǎn)過程中,工藝要求烘絲機筒壁溫度SD值合格率≥80%,但現(xiàn)場實際情況難以完成該指標,從設備方面,烘絲機筒壁溫度波動范圍越小則加熱板的使用壽命越長,從產(chǎn)品要求方面,筒溫的變化對煙絲的感官起決定性作用,因此,通過對烘絲機排冷凝水管路進行優(yōu)化,能消除季節(jié)環(huán)節(jié)溫度變化而導致的冷凝水排放不暢問題,最終提高烘絲機筒壁溫度SD值合格率。
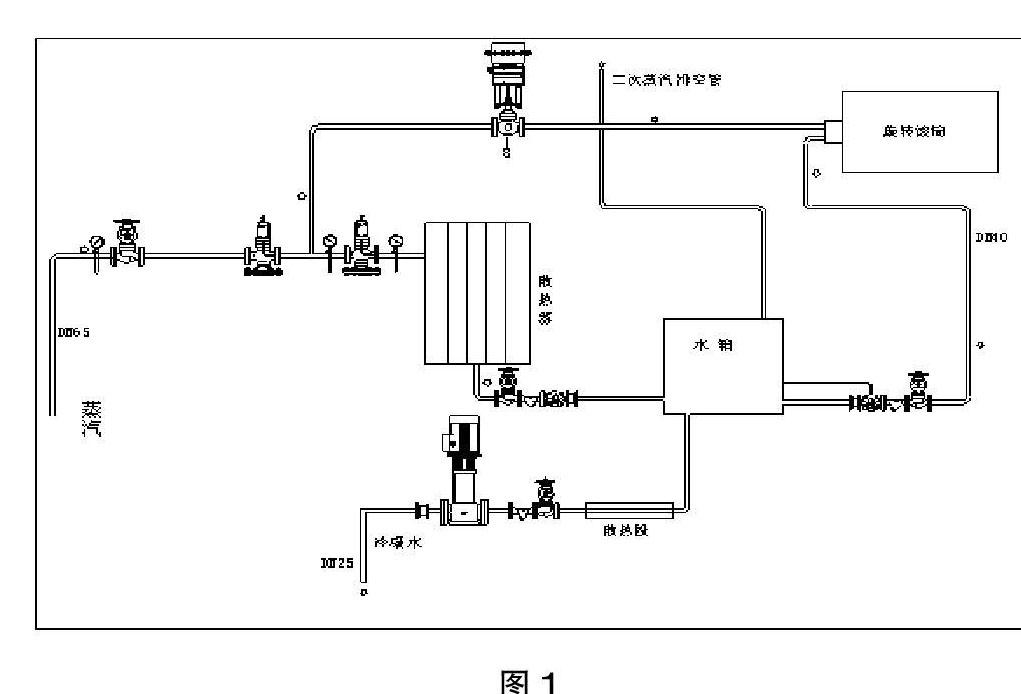
1 烘絲機冷凝水管路排放原理(圖1)
蒸汽進氣管路經(jīng)減壓閥一路進入旋轉(zhuǎn)滾筒,另一路進入熱風加熱器,在進行換熱后,旋轉(zhuǎn)滾筒與熱風加熱器內(nèi)的冷凝水各經(jīng)過冷凝水排放管路上的疏水閥最終匯集到水箱內(nèi),水箱內(nèi)的冷凝水通過散熱段管路散熱后經(jīng)電泵排入冷凝水總管處。
2 烘絲機筒壁溫度SD值未達標情況分析
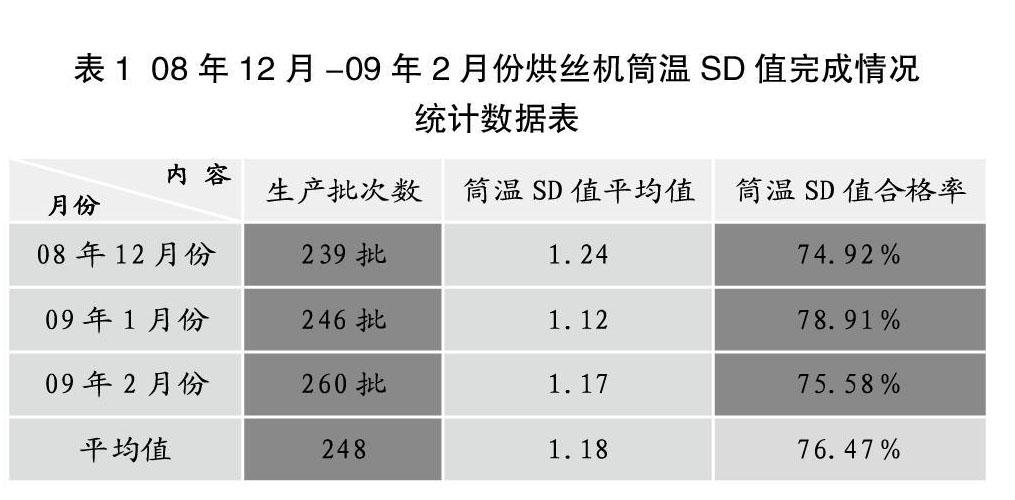
對08年12月、09年1月、2月的車間生產(chǎn)統(tǒng)計數(shù)據(jù)進行分析, 12月份車間共生產(chǎn)批次數(shù)196批,烘絲機筒溫SD值平均為1.24,烘絲機筒溫SD值合格率為74.92%,在09年1月份車間共生產(chǎn)批次數(shù)246批,烘絲機筒溫SD值平均為1.12,烘絲機筒溫SD值合格率為78.91%,在2月份車間共生產(chǎn)批次數(shù)260批,烘絲機筒溫SD值平均為1.17,烘絲機筒溫SD值合格率為75.58%(廠部考核指標SD值平均值≤1.4,SD值合格率≥80%)
從理論上:SD標準偏差=標準差的基本內(nèi)容是離均差,即 它說明一組變量值(Xn)與其算術(shù)均數(shù)()的距離,故能描述變異大小。SD標準偏差值小表示個體間變異小,即變量值分布較集中、整齊; SD標準偏差大表示個體間變異大,即各變量值分布較分散。廠部選定筒壁溫度SD值考核指標≥80%,也是參照過其他規(guī)模廠家同時也是基于一定的事實理論基礎才給定的。只要緩解筒壁溫度波動較大的問題(即Xn)的問題即能提高SD值合格率。
3 冷凝水排放管路故障分析
(1)主蒸汽動力輸送管路從鍋爐間至烘絲機距離較長:① 進入冬季后,動力車間輸送到車間烘絲機蒸汽中含水量較多,導致啟機預熱時間延長,水錘頻次加大② 蒸汽含水率增加后會降低蒸汽質(zhì)量(焓值),進入烘絲機加熱片中冷凝水量增多后,使筒壁溫度上升。
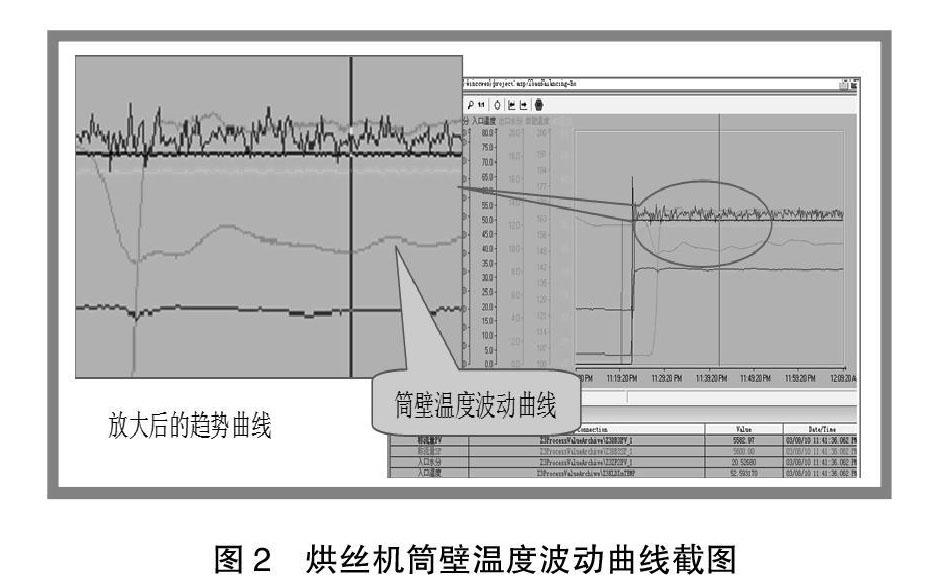
(2)筒壁溫度波動曲線分析:調(diào)出的生產(chǎn)實時,根據(jù)管控系統(tǒng)中筒壁溫度波動較大的數(shù)據(jù)曲線分析,當設備出現(xiàn)排冷凝水不暢后,筒體內(nèi)部積水,加熱板熱交換效率降低,筒壁溫度升不上去,煙絲水分開始偏大。此時,由水分儀檢測的水分信號與水分設定值比較后進行PID運算,計算結(jié)果經(jīng)過蒸汽反饋環(huán)計算出氣動調(diào)節(jié)閥的開度需增大,蒸汽壓力隨即升高,由于蒸汽壓力與溫度成一一對應關(guān)系,形成曲線中的筒壁溫度上升段。當?shù)竭_某一點(如圖2中的峰值點)時,由于筒體與疏水閥間出現(xiàn)的壓差足夠大時,冷凝水排放暢通,突然卸荷,蒸汽大量進入筒體,溫度迅速升高。氣動調(diào)節(jié)閥馬上關(guān)小或關(guān)閉,造成壓力突然變小(如圖2中所示的波谷)。當由于控制系統(tǒng)調(diào)節(jié)始終會有一定的滯后,所以又會造成煙絲水分過小的情況。
(3)烘絲機電泵的工作情況分析:當偶爾會出現(xiàn)無法泵送冷凝水的現(xiàn)象時,原因為冷凝水通過散熱器后溫度接近電泵的汽蝕溫度臨界點,當散熱器散熱效果無法達到要求時(散熱器散熱效果與現(xiàn)場的溫度、散熱器表面有粉塵等因素有關(guān)),冷凝水溫度偏高造成汽蝕形成汽阻,使泵空轉(zhuǎn)而無法泵送冷凝水。
4 冷凝水排放管路改善
4.1 增加進汽疏水裝置
在主蒸汽管路上增加汽水分離器,汽水分離器的輸水管路分成兩路,一路通過截止閥直接排放到總冷凝水管路中(啟機預熱前使用,打開截止閥后,可將總蒸汽進汽管路中的冷凝水排放干凈),另一路通過疏水閥自動將生產(chǎn)過程中主蒸汽管路中的冷凝水進行排除,提高供汽干度。
4.2 增加總冷凝水輸出裝置
由于烘絲機在生產(chǎn)過程產(chǎn)生的冷凝水量比較大,將疏水泵排放管路與電泵疏水管路進行并聯(lián)安裝。即可在兩組疏水方式線路中二者選一,也可讓兩種疏水方式同時進行工作。
5 冷凝水排放管路改進效果
(1)改造后即使在停機狀態(tài)下,冷凝水也能及時被排出,消除了由于疏水不暢造成的水分波動,烘絲筒壁溫度的穩(wěn)定性得到提高。
(2)由于APT14疏水閥泵采用的是蒸汽作為動力源,能自動在泵與疏水閥模式下轉(zhuǎn)換工作,消除了電泵工作時經(jīng)常出現(xiàn)故障的根源。
(3)改造后整個冷凝水系統(tǒng)開機及停機時無需開啟或關(guān)閉閥門。同時,利用兩路并聯(lián)和增加旁路排汽及疏水的布置方式,提高了設備在運行中疏排水的可靠性。
檢測數(shù)據(jù)顯示09年11月、12月的烘絲機筒壁溫度SD值合格率分別達到了89%、90%。
6 結(jié)論
通過本次利用新技術(shù)對烘絲機冷凝水回收系統(tǒng)的改造,可以徹底消除生產(chǎn)過程中冷凝水排水不暢問題,提高烘絲過程的穩(wěn)定性,另外一方面通過蒸汽利用率的提高進一步降低了蒸汽能源的消耗。
參考文獻:
[1]斯派莎克工程(中國)有限公司.斯派莎克蒸汽和冷凝水系統(tǒng)手冊[K].上海科學技術(shù)文獻出版社,2007(01).