對(duì)數(shù)控車床加工米制梯形螺紋的探索
2016-05-14 12:51:30鄧自清
農(nóng)機(jī)使用與維修 2016年6期
鄧自清

摘 要:梯形螺紋的截面尺寸較大,切削抗力也大,G76斜進(jìn)式切削方法加工,及子程序分層次吃刀進(jìn)入、左右交替切削方法加工,是避免扎刀現(xiàn)象的有效手段,都可以加工出高精度要求的梯形螺紋。用這兩種方法加工梯形螺紋時(shí),需要對(duì)螺紋幾何參數(shù)、刀具幾何參數(shù)、裝卡找正、加工路線設(shè)計(jì)、編程技巧、三針測量法在線檢測等所有要素和細(xì)節(jié)進(jìn)行全面分析。在加工過程中,只有精心控制關(guān)鍵要素和每個(gè)細(xì)節(jié),才能加工出高質(zhì)量的梯形螺紋。
關(guān)鍵詞:米制梯形螺紋;斜進(jìn)法;螺紋升角;三針測量;左右交替切削
中圖分類號(hào):TG519.1 文獻(xiàn)標(biāo)識(shí)碼:A doi:10.14031/j.cnki.njwx.2016.06.006
Abstract:The trapezoidal thread section dimension is large, the cutting resistance is also large, the G76 oblique cutting processing method, Subroutine program Hierarchical Optimizing, processing method of alternate cutting of left and right, is the effective means to prevent damage the knife phenomenon.It whould be processed out of the trapezoidal thread of high precision requirements. The two methods for processing the trapezoidal thread, the need for thread geometry parameters, geometric parameters of cutting tool, clamping is, manufacturing process design, programming skills, three needle measurement online detection of all elements and details of the comprehensive analysis. In the process of machining, the key elements and details of each carefully controlled, can process the trapezoidal thread with high quality.
Keyword:metric trapezoidal screw threads;oblique way;helix angle;three needle measurement;left and right cutting
0 引言
梯形螺紋是應(yīng)用廣泛的一種傳動(dòng)螺紋,梯形螺紋分米制和英制兩種,米制梯形螺紋牙型角為30°,英制梯形螺紋的牙型角為29°,我國常用的是米制梯形螺紋。梯形螺紋螺距較大、螺紋槽深,所以加工難度較大。如果編程時(shí)只用G92直進(jìn)法加工很難避免扎刀、螺紋兩側(cè)表面粗糙度差、尺寸精度低等現(xiàn)象,采用G76斜進(jìn)式切削方法和分層進(jìn)刀左右切削法則可以改善這些不良現(xiàn)象,提高加工質(zhì)量。在數(shù)控車床上使用G76斜進(jìn)式切削方法和子程序編程分層左右切削法加工梯形螺紋,由于采用輪流切削,加工時(shí)只有刀尖前刀刃和單刀刃切削,不加工的刀刃和牙側(cè)面間隙較大,切削力小、排屑容易,不容易產(chǎn)生扎刀,加工安全性高;而且粗車、精車分得比較細(xì),精度和表面粗糙度容易控制,常用于精度和表面粗糙度要求較高的梯形螺紋加工。下面以一個(gè)實(shí)例來分析探索米制梯形螺紋加工的過程和保證質(zhì)量的關(guān)鍵要素。
1 加工任務(wù)描述
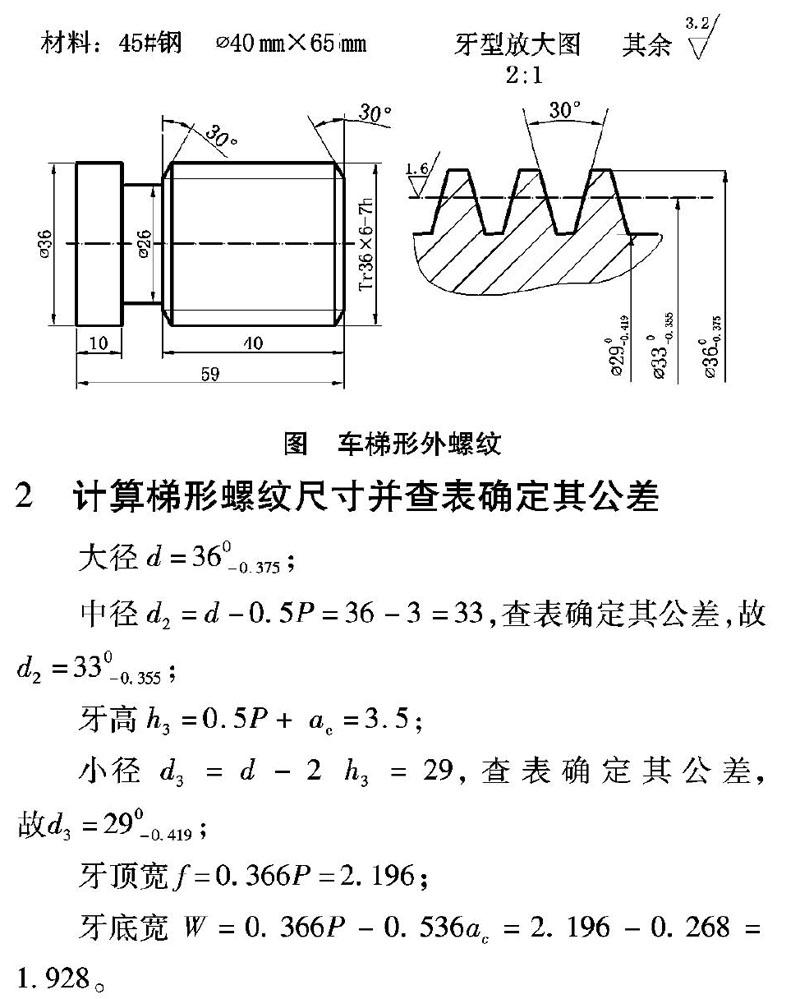
如圖所示,試在數(shù)控車床上加工出合格的梯形螺紋零件。
2 計(jì)算梯形螺紋尺寸并查表確定其公差
3 加工工藝分析
3.1 加工步驟
①選右端面和軸心線的交點(diǎn)為編程原點(diǎn)。②夾持外圓,卡盤爪外伸長度65 mm左右,校正并夾緊。③用45°刀手動(dòng)車削端面,鉆中心孔;用尾座頂尖支撐工件成一夾一頂裝卡。精度要求高時(shí),用四爪單動(dòng)卡盤一夾一頂百分表找正裝卡。④用T0101(93°外圓車刀、刀尖角55°)編程對(duì)刀,粗車、精車至螺紋大徑d=360-0.375 mm。⑤用T0202(切槽刀)編程對(duì)刀切槽。⑥用45°刀手動(dòng)切倒角。⑦粗車、精車梯形螺紋Tr36×6-7h,小徑車至d3=290-0.419 mm要求。⑧用三針測量法檢測直至加工合格。
3.2 注意事項(xiàng)
①刃磨梯形螺紋車刀時(shí)保證刀尖角和牙型角一致,刀尖寬度必須小于槽底寬,本實(shí)例推薦:G76斜進(jìn)式切削方法刀尖寬度f=1.7 mm,子程序編程分層左右切削法刀尖寬度f=1.5 mm;徑向前角為0°,徑向后角取5°~ 8°;兩側(cè)后角進(jìn)刀方向?yàn)椋?°~ 7°)+ ψ,背進(jìn)刀方向?yàn)椋?°~ 7°)- ψ;螺紋升角ψ=tan-1[(nP)/(∏d2)]=3.314°;用對(duì)刀樣板等工具保證車刀裝夾準(zhǔn)確牢固。②高速鋼車刀必須用切削液,切削液要在切削前打開。③加工幾個(gè)件后要對(duì)車刀進(jìn)行詳細(xì)幾何測量。④車削梯形螺紋時(shí),因螺距較大,造成每轉(zhuǎn)進(jìn)給量大,所以都要選擇較小的主軸轉(zhuǎn)速、背吃刀量,防止變形,充分加注切削液。⑤不允許用棉紗揩擦工件,以防發(fā)生安全事故。
3.3 編程與加工技巧
①G76斜進(jìn)法加工,切深按照公式(△dn-△dn-1)連續(xù)變化的,所以第一刀不可以太大,否則就會(huì)扎刀。根據(jù)經(jīng)驗(yàn),該螺紋應(yīng)該切削70次,牙高3.5,所以n=1時(shí),△d=3.5/70=0.41832 mm,應(yīng)當(dāng)進(jìn)位,否則需71次,第一刀切深為:0.420 mm。螺距大的,降低第一刀切深,增加切削次數(shù)。②螺距小的可分為粗車、半精車、精車;螺距大的可分為粗車、半粗車、半精車、精車。③分層吃刀左右切削法刀具進(jìn)給路線分析:在調(diào)用一次子程序時(shí),車刀進(jìn)一個(gè)切削深度在左側(cè)車一刀后向左移動(dòng)一個(gè)間隙再車一刀,完成這一層的切削,切削一刀后右移回到定位點(diǎn);再調(diào)用一次子程序時(shí),車刀又進(jìn)入一個(gè)切削深度在左側(cè)車一刀后向左移動(dòng)一個(gè)間隙再車一刀,完成第二層切削,右移回到定位點(diǎn);同理,一層一層的繼續(xù),直到梯形螺紋完成要求。切削時(shí)只向一邊移動(dòng)是為了將刀架滾珠絲杠與螺母的間隙始終留在加工的反方向一側(cè),避免間隙誤差。編制和調(diào)用子程序,可以采用一重子程序,也可以采用多重子程序。
4 參考程序
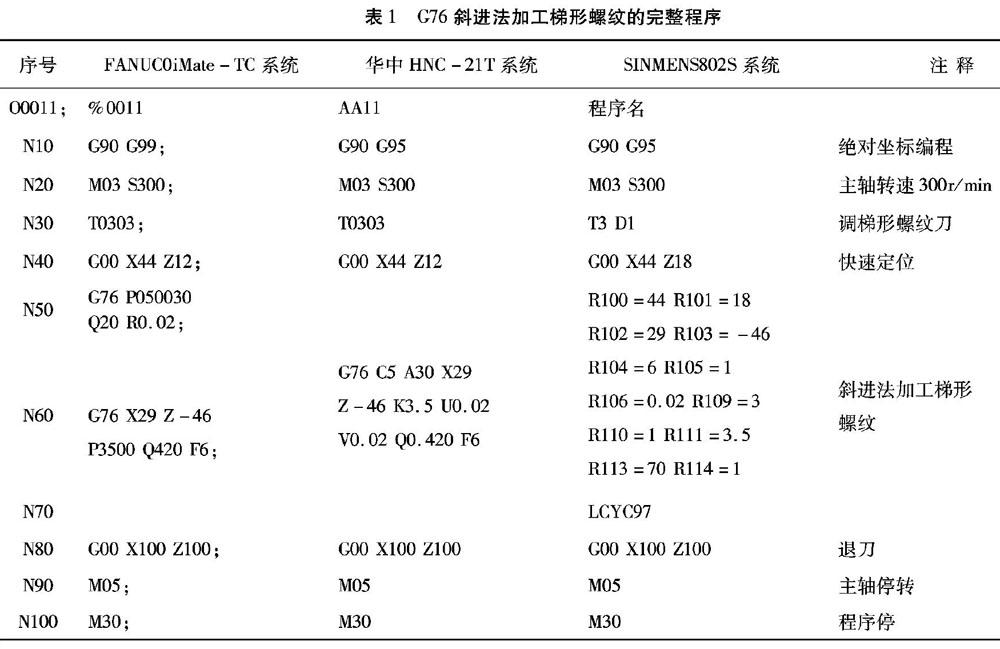
(1)G76斜進(jìn)法加工梯形螺紋的完整程序如表1:
(2)子程序分層左右切削加工梯形螺紋完整程序如表2(FANUC系統(tǒng)為例,梯形螺紋刀T0303左刀尖為對(duì)刀編程點(diǎn)):
M值及量針直徑的簡化計(jì)算公式和量針直徑表格如表3:
6 結(jié)論
通過以上的實(shí)例分析我們可以得出結(jié)論,在數(shù)控機(jī)床上方便地加工出梯形螺紋,關(guān)鍵是做好如下幾點(diǎn):
(1)合理安排加工梯形螺紋的切削方法,選擇梯形螺紋的加工指令,通常用G76斜進(jìn)法和子程序設(shè)計(jì)分層進(jìn)刀左右切削法兩種方法中的任一種。
(2)準(zhǔn)確設(shè)定G76或G92指令的參數(shù)值,這些值通常通過對(duì)標(biāo)準(zhǔn)梯形螺紋幾何尺寸及公差的分析計(jì)算獲得,按照指令要求格式填入。
(3)用精度較高的三針測量法在線檢測螺紋的精度參數(shù),通過磨耗補(bǔ)償設(shè)置控制精加工量,從而準(zhǔn)確控制梯形螺紋的中徑值,直到加工合格為止。
參考文獻(xiàn):
陳子銀.數(shù)控車工技能實(shí)戰(zhàn)演練[M].北京:國防工業(yè)出版社,2007.
