高精密微小零件尺寸合理性的圖像校對方法研究分析
2016-05-14 13:09:02衛星周瑜龍周游
現代電子技術 2016年6期
衛星 周瑜龍 周游
摘 要: 圖像測量方法具有非接觸性、信息量豐富、動態范圍大等一系列優點,成為易變形零件尺寸、零件孔心距等自動測量常用的手段。在此詳細介紹基于CCD圖像高精密微小零件尺寸檢測系統,提出采用數字圖像技術對微小零件尺寸實施非接觸性測量法,主要由圖像采集、二值化、邊緣檢測、軟件設計等組成,從而獲得被檢測物體精確的參數值,并通過微小齒輪中心孔直徑這一實例驗證圖像檢測方法準確性和可行性。
關鍵詞: 高精密微小零件; 尺寸; 圖像校對; 非接觸性測量
中圖分類號: TN919?34 文獻標識碼: A 文章編號: 1004?373X(2016)06?0110?04
Research and analysis of image proofreading method for size rationality of
high?precision miniature parts
WEI Xing, ZHOU Yulong, ZHOU You
(College of Information Engineering, Nanjing Normal University Taizhou College, Taizhou 225300, China)
Abstract: With the rapid development of image processing technology, the image measurement method has the advantages of non?contact, rich information quantity, large dynamic range, etc, and becomes the common means to automatically measure the size of easy deformation parts, and hole center distance of parts. The CCD image based size detection system for high?precision miniature parts is introduced in detail. The non?contact measurement method to detect miniature part sizes by means of digital image technology is put forward. The precise parameter values of the detected object are obtained by image acquisition, binarization, edge detection and software design. The accuracy and feasibility of the image detection method were verified by an instance detecting the center hole diameter of a micro gear
Keywords: high?precision miniature part; size; image proofreading; non?contact measurement
0 引 言
圖像測量技術是近些年快速發展的新型測量技術,該技術是集合光學、計算機技術、圖像處理技術等科學技術為一體的檢測方式,通過合理處理被檢測物體圖像邊緣獲取物體集合參數,確保光、機、電、計算機技術有機結合[1]。文中介紹了基于CCD圖像傳感器的測量系統,設計借助數字圖像處理技術實施非接觸式尺寸檢測方法,從而實現對微小零件孔心距、直徑等自動測量效果。
1 高精密微小零件測量原理及結構
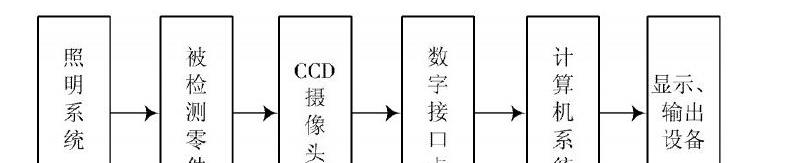
微小零件尺寸測量系統主要包括光學顯微鏡、CCD攝像機、照明系統等設備。其結構如圖1所示。微小零件尺寸工作原理如下:照明系統發射的平行光線促使被測試物體產生相應的陰影輪廓,采用光學顯微鏡放大在CCD攝像機上成像[2]。
圖1 高精密微小零件尺寸測量結構簡圖
CCD把所接收的圖像信號轉變為電荷信號,由數字接口卡存儲在計算機內存系統中,借助計算機軟件對收集的圖像展開處理、存儲等操作,同時準確計算微小零件的尺寸。
由于被檢測物體屬于薄板類零件,未獲取最佳的照明效果,并適時提升被檢測圖像的對比度,從而提升圖像處理邊緣提取進度。該系統使用背光平行照明,有助于提取被檢測物體的有效輪廓,提升圖像測量準確度和精度。
2 微小零件缺陷檢測系統設計方案
計算機視覺就是采用人眼進行檢測,只是其將人的每個器官采用機器代替而已。以鏡頭替代人眼,圖像傳感器芯片替代視網膜,計算機或相機的圖像單元替代大腦,算法軟件替代有關的判斷知識,其總和能形成設定的視覺檢測任務的檢測系統。微小零件表面缺陷檢測系統分為光學照明系統、機械傳輸系統、圖像采集、處理系統,光學照明系統主要由光源、鏡頭兩個部分組成,圖像采集系統包含CCD攝像機、圖像采集卡[3]。上述系統對收集的圖像展開合理的處理,對存在缺陷的零件進行定位,并展開合理的分類。其技術標準如下:微小零件的表面缺陷識別精度大于[±10 μm];誤檢率不得大于5%。系統的多個部分選擇對檢測結果發揮著重要作用,因此,在選定鏡頭、CCD攝像機、圖像采集卡上必須嚴格按照原先設定的標準合理選擇。
2.1 選擇合理的鏡頭
光線進入攝像機必須通過鏡頭,因此,選擇合理的鏡頭成為首要考慮對象。本設計中,被檢測零件的生產線是由單個通過,每一次檢測必須完成某個零件測量即可。為達到微小零件檢測要求,鏡頭的視場設計的直徑大于10 mm,零件表面斑點大小控制在0.1 mm。如果設計的系統使用768×576標準攝像機,相機的分辨率為0.017 mm/pixel,從而能正確區分各類斑點情況[4]。本研究使用CV?A50IR相機,該型號的相機體積絞線,設置[12]寸CCD芯片,其幀速率設定為30 f/s,信噪比為60 dB。借助RS 232C接口能夠完成對相機的各項設置,該相機不僅可以感知可見光,還能接收相應的紅外光。該相機使用SWIR?25鏡頭,這種鏡頭能夠設置在1寸感光芯片相機內運用。
2.2 照明方式
因微小零件有其相應的特殊性,本研究采用最常用的環形光,環形照明不單單可以直接照明背側物體,將其安裝在鏡頭上為鏡頭周圍提供均勻的光線,占用極小的空間,比較適用于不能發生鏡面發射物體上,這種光源可以加強物體陰暗部位對比情況。攝像頭及時采集微小零件發射的光獲得相應的表面圖像,本文檢測系統使用高亮度LED冷光源,這種光源由320粒發光二極管密集組合而成,其最大直徑控制在55 mm照射范圍之中,光強均勻分布。
2.3 CCD攝像機
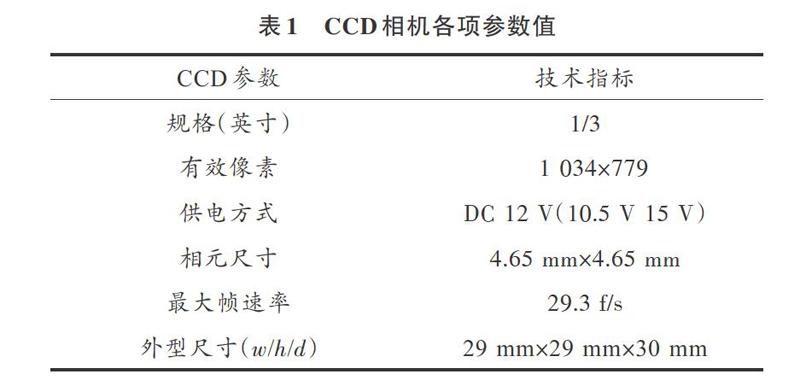
本設計使用的圖像采集工具為CCD攝像機,該相機能夠將收集的圖像轉變為電腦可以識別的數字信號。CCD相機上部配備大量對光照較敏感的元件,上述小的光感元件稱作像素。CCD相機工作原理為:如果CCD相機收集相應的圖像傳輸信號,能夠自動識別并轉換成為數字信號,并傳輸至電腦系統展開合理的處理[5]。傳輸信號過程中電容、信噪比、分辨率等因素影響傳輸圖像的質量,在此微小零件缺陷檢測CCD相機設置的參數如表1所示。
表1 CCD相機各項參數值
2.4 圖像處理操作
數字圖像處理就是把圖像信號轉化為數字信號,借助計算機對其展開合理處理的過程。圖像處理軟件主要包含圖像采集、預處理、二值化處理、參數顯示及輸出等。
2.4.1 圖像預處理操作
對圖像進行預處理采用平滑處理措施,從而有效減少噪聲。因均值濾波平滑功能會導致圖像邊緣逐漸模糊,其中值濾波不僅可以除去脈沖噪聲,也有效除去圖像線條細節[6]。本次設計使用邊緣保持濾波器,其具體計算過程如下:
根據每個灰度圖像的像素點[i,j]斷定合理帶下的鄰域(例如:3×3鄰域),依次求解[i,j]左上角、左下角鄰域,右上角或右下角鄰域灰度分布均勻度V,隨之選定最小均勻對應區域的均質當作本像素點新灰度值。新灰度均勻度計算公式如下:
[V=f2i,j-fi,j2N]
2.4.2 圖像二值化
本文使用邊緣提取算法借助灰度圖像分割法,把目標圖像分割成為目標、背景,為便于處理圖像,可以把灰度圖像轉換成為二值圖像。通常情況下,圖像主要由物體、背景、噪聲三部分組合而成,為便于分離物體及圖像區域分離,必須對圖像實施分割處理[7]。
本次測量過程中,因圖像只有一個物體,物體與背景兩者間的對比度極大。假設圖像內感興趣像素點灰度呈現正態分布狀態,其密度用P1(x)表示,方差數值分別使用[μ1,σ12]。假定背景點灰度呈現正態分布,其密度用[P2(x)]表示,均值、方差分布采用[μ2,σ22]。假設目標像點數占據整個圖像總點數的百分比為Q,背景點為(1-Q),其混合概率密度計算公式如下:
[P(X)=QP1(x)+(1-Q)P2(x) =Q2πσ1exp-(x-μ1)22σ12+1-Q2πσ2exp-(x-μ2)22σ22]
如果設定的門限為T值,目標點錯劃成為背景點的密度計算公式如下:
[E1(T)=fxP1(x)dx]
將背景點錯劃成為目標的概率如下:
[E2(T)=-∞TP2(x)dx]
總的錯誤概率計算公式為:
[E(T)=QE1(T)+(1-Q)E2(T)]
若令[?E(T)?T=0,得出-QP1(T)+(1-Q)P2(T)=0。]由此得出:
[InQσ2(1-Q)σ1-(T-μ1)22σ12=(T-μ2)22σ22]
當[σ12=σ22=σ2,]得到:
[T=μ1+μ22+σ2μ2-μ1InQ1-Q]
2.5 圖像邊緣檢測
傳統圖像邊緣檢測方法主要借助特定算子(Roberts算子、Sobel算子等)粗略計算圖像的邊緣,隨之設定合理的閾值獲取圖像輪廓,如此圖像輪廓會受到閾值大小的影響[8]。文中使用灰度圖像提取邊緣點,使用滑動平均梯度邊緣檢測方法,具體計算公式如下:
[DxN(i,j)=1Mf(i,f)+f(i+1,f)+f(i+M-1,f)- f(i-1,j)-f(i-2,j)-…-f(i-M,f)]
式中:[f(i,j)]表示像素點;[(x,y)]為灰度值;M=1,2,4,…,2n(n表示正整數)。
[PxM(i,j)=Dx1(i,j)Dx2(i,j)…DxM(i,j)]
式中:[PxM(i,j)]能準確反映(i,j)點沿著x方向的灰度變化率,并在一定程度抑制噪聲干擾,如果M值越大,抑制噪聲能力更強。
2.6 微小零件缺陷系統設計的軟件系統
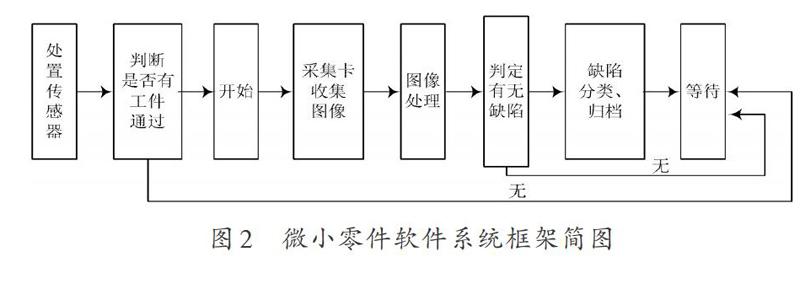
本文的微小零件缺陷檢測系統軟件系統主要由圖像采集、處理缺陷識別和數據存檔等部分組成。傳感器判定是否有工件通過,如果沒有工件通過,該軟件系統處在等待狀態。如果傳感器有工件通過,圖像采集系統會依據自身需求合理使用圖像采集卡下層函數,預先設定準備好的采集通道及模式,最終把CCD收集的零件表面圖像數據直接傳遞給計算機處理系統。此時,圖像處理系統會將CCD傳輸獲取的圖像數據展開相應的處理,計算機會預先設定所有企業使用的標準比數據,圖像處理系統依據上述數據對零件圖像展開合理的判斷處理。
系統運行過程中通過操作窗口除去光圈靈敏度系數及缺陷檢測系數,從而進入正常的工作運行狀態,系統運行過程中通過外接硬件合理控制信號,軟件系統如圖2所示。
圖2 微小零件軟件系統框架簡圖
3 檢測實例及結果
3.1 微小齒輪測量試驗
本次研究對一個微小齒輪(m=0.2,Z=30)中心孔直徑展開測量。首先通過圖像灰度圖分布情況獲取該圖像灰度閾值,并依據閾值把對像實施二值化處理,隨之采用形態學運算測試圖像邊緣,獲得相應的圖像曲線,最后依據Hough變換獲取被檢測孔的半徑及圓心,檢測實例如圖3所示。
圖3 測量微小齒輪實例圖
3.2 分析檢測結果
為了對比CCD相機測量方法與直接采用顯微鏡測量結果,使用兩種方法對微小齒輪的中心孔依次測量10次,表2為兩種方法測量結果。
由表2可知,通過10次測量,采用顯微鏡檢測中心孔之間平均值d1=3.501 9 mm,方差為0.000 029 37,均值為0.005 05;使用CCD測量其中心孔直徑平均值d2=3.502 84 mm,方差=0.000 019 716 2,均差為0.003 939。
3.3 分析系統測量精度
本次設計設定的CCD像素個數為1 392×1 040,其成像面積控制在8.979 mm×6.709 mm,微型齒輪的尺寸小于10 mm×10 mm。因圖像無法充滿整個圖像區域,每一個像素相對應的齒輪面積最大控制為0.1×10-3 mm2,微型零件的尺寸誤差通常控制在幾個微米,因此,對于檢測微型零件尺寸誤差而言精度不足,必須借助放大的措施提升被檢測物體的精度值。
表2 比較CCD與顯微鏡檢測結果 mm
4 結 語
總之,基于圖像處理的微小零件尺寸測量與計算機數據處理能力的合理集合,該檢測系統具有精度高、測量速度快的優點,成為傳統檢測儀器升級換代的檢測產品,具有極高的應用和推廣價值。
參考文獻
[1] 趙徹,徐熙平.圖像處理技術在微小尺寸自動測量中的應用[J].電子測試,2014(7):110?111.
[2] 祁磊,任明武.基于紙幣透射圖像的新舊檢測[J].現代電子技術,2015,38(6):101?104.
[3] 李勇,胡瑞欽.微小孔尺寸形狀的脫模與圖像測量[J].納米技術與精密工程,2013,11(4):341?347.
[4] 劉凌云,羅敏,方凱,等.基于圖像拼接的尺寸精密檢測算法研究[J].制造技術與機床,2012,17(11):106?110.
[5] 王健全,田欣利,張保國,等.微小曲率半徑的圖像處理測量方法[J].裝甲兵工程學院學報,2012,26(3):84?87.
[6] 祁曉玲,趙霞霞,靳伍銀,等.基于機器視覺的軸類零件幾何尺寸測量[J].組合機床與自動化加工技術,2013,9(1):65?67.
[7] 劉斌,沈康,魏兆超,等.基于線結構光視覺技術的微小直徑高精度測量系統[J].儀器儀表學報,2014,11(z2):126?129.
[8] 李丹,張鑫.改進小波閾值去噪在PCB圖像檢測中的應用研究[J].現代電子技術,2014,37(2):34?37.
