Hazelett節能工藝探討
2016-05-12 06:15:17趙海東
有色金屬設計 2016年1期
趙海東
(中冶東方工程技術有限公司,山東 青島 266555)
Hazelett節能工藝探討
趙海東
(中冶東方工程技術有限公司,山東 青島 266555)
Hazelett工藝是我國近年引進的鋁板帶連鑄連軋新工藝,具有節能、降耗和低生產成本特點。結合國內首條已投產Hazelett生產線的節能功效,并和傳統半連續大扁錠生產法、鑄軋法生產鋁板帶能耗方面進行比較,得出Hazelett工藝是目前最節能的鋁板帶生產工藝。在當前鋁板帶市場和經濟環境下,最適宜在電解鋁廠旁建設投資少、見效快和具有市場競爭力的鋁板帶生產線。
Hazelett工藝;鋁板帶生產線;大扁錠法;鑄軋法;節能降耗
0 引 言
河南某鋁加工企業2008年簽訂國內首條Hazelett鋁板帶連鑄連軋生產線,自投產以來節能功效突出。下面綜合論述整條生產線工藝節能方面的優勢和設計之初采用的節能措施,并通過不同鋁板帶生產工藝節能方面比較,突出在當前市場和經濟環境下,Hazelett鋁板帶連鑄連軋生產線,節能明顯[1],是具有發展前景的鋁板帶生產工藝。望能夠借鑒并大力推廣。
1 Hazelett生產線簡介
Hazelett生產線是一條連續鑄造、連續熱軋的緊湊式生產線。生產線以Hazelett雙鋼帶鑄造機為核心,將熔煉工藝和熱軋工藝串聯在一條連續生產線上,改變了傳統半連續鋁板帶生產工藝,類似于鋼鐵行業ASP或ESP或CSP生產線。國內尚屬首次采用Hazelett連鑄連軋生產鋁板帶工藝,同時也填補了我國鋁板帶生產的一項空白。具體工藝流程見圖1。
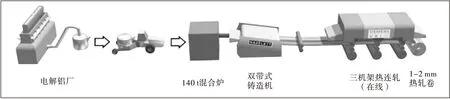
圖1 電解鋁廠到熱軋卷工藝流程圖
河南Hazelett連鑄連軋生產線主要工藝設備配置為:4臺120 t鋁液混合爐→三轉子在線除氣→雙陶瓷泡沫過濾→1臺Hazelett雙鋼帶鑄造機→3機架熱連軋機→雙卷取機。其中4臺120 t鋁液混合爐以59 t/h的速度連續給Hazelett鑄造機供鋁,4臺混合爐配置了底置式ABB電磁攪拌器和爐內單轉子HD-2 000精煉裝置,并采用液壓傾動真空罐向爐內兌高溫電解鋁液。整條生產線年產量為30萬t合格鋁板帶[2]。
2 Hazelett工藝節能顯著
目前,鋁板帶生產有傳統的大扁錠生產法、鑄軋法和Hazelett連鑄連軋法3種。大扁錠法也稱半連續法,是將合格鋁液半連續鑄造成大扁錠,經鋸切、頭尾和銑面后,再二次加熱②,然后送熱粗軋和熱精軋最后送冷軋。鑄軋法是將合格鋁液單爐次連續鑄造成厚6~8 mm鋁帶卷,然后冷軋。3種工藝比較,Hazelett法是將多爐合格鋁液經Hazelett鑄造機連續鑄成一定規格鋁坯(厚: 16~25 mm,寬1 650~2 000 mm),經弧形輥道直接將高溫鋁坯連續熱送入熱軋機,經多機架熱軋成鋁帶或者鋁卷,熱軋板卷通常為1~8 mm厚,部分可直接銷售,其余送冷軋進一步壓延。鋁板帶3種工藝路線見圖2。
從圖2中可見,Hazelett工藝生產鋁板帶省去了大扁錠法鑄錠的切頭、切尾、銑面和二次加熱鑄錠的中間工序,成品率為96 %~98 %,而大扁錠產品率為92 %。可見Hazelett工藝成品率比大扁錠工藝提高約5 %。按照年產30萬t鋁板帶產品,Hazelett工藝比大扁錠工藝年節約投料量為1.5萬t。同時Hazelett工藝也省去鑄坯二次加熱的能耗,按照年產30萬t鋁板帶產品,比大扁錠工藝生產(每噸加熱能耗按照160元計算)年節能折合人民幣約4 800萬元。
和鑄軋法相比,主要體現在年產量和產品厚度的不同。單條Hazelett生產線年產量為30萬t,產品厚度1~8 mm,其中1~2 mm厚產品可直接外銷不用再經冷軋。單條2 000 mm寬鑄軋線年產量不足10 000 t,產品厚度6~8 mm。和單條Hazelett生產線相比,同樣的年產量鑄軋線需要重復建設約30條生產線,這樣不僅浪費土地,投資又大。再有Hazelett連鑄連軋工藝可以幾天連續生產(可以連續生產3~4天),不同于鑄軋法單爐次生產。成品率高于鑄軋法。
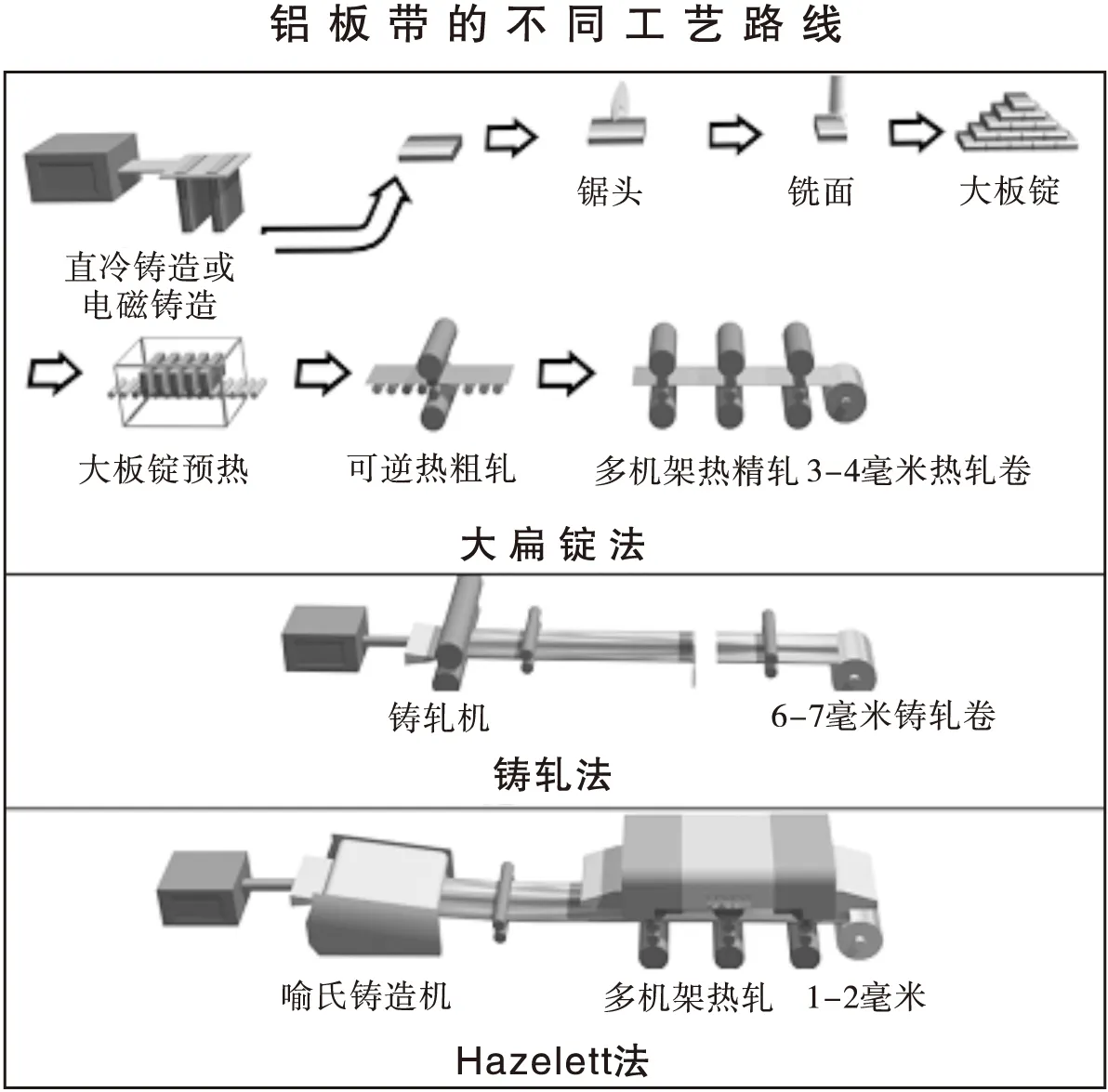
圖2 鋁板帶3種工藝路線
3 Hazelett生產線采用電解鋁液
鋁是高耗能金屬,黑度低,熔化時要消耗大量能源。采用成本較低的潔凈能源天然氣來熔鋁,噸鋁消耗約96 m3的天然氣,每標立方米按照3.7元計算,僅此一項噸鋁需要355.2元。初步估計熔化1 t鋁需要總成本約420元。而河南鋁加工廠采用附近電解鋁廠的高溫電解鋁液為主要原料,用真空罐汽運到爐前。兌入總爐容量的85 %~90 %,省去了向爐內輸入大量的燃料來熔化鋁。同時也減少了燃燒污染物的排放。年產30萬t鋁板帶,采用85 %的電解鋁液比采用固體料年節約天然氣2.59×107 m3,年節約9千多萬元。
4 采用液壓傾翻真空罐兌鋁
每臺120 t矩形混合爐爐側設有1個自動密閉兌鋁口,在兌鋁時密封蓋打開,其余期間密閉。兌鋁口旁設有1套液壓傾翻真空罐臺架,用跨內冶金吊車吊運真空罐到臺架上,自動聯鎖打開密封蓋,均勻傾翻臺架,將高溫電解鋁液兌入爐內。然后臺架勻速回位到水平,入鋁口密封蓋蓋好,吊車起吊空真空罐到專運汽車上,兌鋁完成。整個過程自動完成,不需要工作人員靠近,安全便捷。這種兌鋁方式減少鋁液和空氣的接觸時間,避免高溫鋁液氧化,同時也降低兌鋁過程鋁液溫降,安全不污染環境[3]。和打開爐門兌鋁相比,完全避免了爐膛熱能散失和冷空氣氧化爐內高溫鋁液。初步測量,采用液壓傾翻兌鋁方式,兌鋁過程中鋁液溫降為~15℃,比爐門兌鋁溫降減少10℃(爐門兌鋁溫降平均為25℃)。采用液壓傾翻爐側兌鋁,安全又節能。
5 混合爐采用電磁攪拌
4臺120 t混合爐配置了2套底置式電磁攪拌器。每臺混合爐在1個周期內進行3次攪拌,1次在鋁液裝入爐容量的2/3時;1次在裝料完成,第一次扒渣前;最后一次在等待鑄造前。每次攪拌15 min,靜置30 min。通過電磁攪拌,加快了固體料和高溫電解鋁液的混勻時間,縮短熔煉周期約30 %[4],攪拌也使鋁渣減少并聚集在中央,縮短了扒渣操作時間,提高生產效率約20 %[4],最主要的是均勻的鋁液成分和溫度,提高了鋁板帶質量。和未采用電磁攪拌比較,每爐渣量減少約20 %[4],混合爐冶煉周期縮短約40 min,節能約15 %[4]。
6 3種工藝直接能耗比較
3種工藝直接能耗比較前提:3種工藝采用相同比例的電解鋁液和配料制度,生產1~2 mm厚,重量為1 kg鋁板帶消耗的能量MJ (單位:百萬焦耳)。Hazelett工藝生產需要熔煉和連鑄連軋就能達到1~2 mm。鑄軋需要經過熔煉、連續鑄造、冷軋才能達到1~2 mm。而大扁錠生產需要經過熔煉、半連續鑄造、切頭、切尾、銑面、二次加熱、熱粗軋、熱精軋和冷軋才能達到1~2 mm厚的鋁板帶。
統計每道工序的能耗。3種工藝熔煉能耗大致相同0.460 MJ[5],Hazelett法鑄造能耗0.246 MJ[5],熱連軋能耗1.091 MJ[2],Hazelett法總能耗為1.797 MJ。鑄軋法連續鑄造能耗0.262 MJ[5],冷軋能耗1.309 MJ[5],鑄軋法總能耗為2.031 MJ。大扁錠法半連續鑄造能耗0.123 MJ[5],鋸切和銑面能耗0.185 MJ[5],熱粗軋能耗1.000 MJ[5],熱精軋能耗1.091 MJ[5],冷軋能耗0.655 MJ[5],大扁錠法總能耗為3.054 MJ。由以上數據統計可知,采用相同的入爐原料,生產1~2 mm厚,重量為1 kg鋁板帶,大扁錠法消耗的能量是Hazelett法1.7倍;鑄軋法消耗的能量是Hazelett法1.13倍。一條年產30萬t Hazelett鋁板帶生產線,直接年能耗約5.391×108MJ,折成電能1.4975×108kW·h。每度電按照0.45元計算,年產30萬t 1~2 mm厚鋁板帶Hazelett連鑄連軋工藝比大扁錠要節約471萬元,比鑄軋法要節約8.76萬元。
7 結 語
Hazelett工藝是我國近年引進的鋁板帶連鑄連軋新工藝,具有節能降耗、布置緊湊、噸鋁成本低、產品競爭力強等特點,采用電解鋁液為主要原料,節能顯著,特別適應于在電解鋁廠旁建設。
[1] 馬道章.節能降耗—哈茲列特鋁板帶連鑄連軋工藝[J].上海有色金屬,2006,27(1):18-19.
[2] 馬道章.哈茲列特工藝在鋁板帶連鑄連軋應用中若干問題的探討[J].鋁加工,2005,3(162):19-20.
[3] 陳文靜.簡述電解鋁液真空臺包轉注入爐的幾種方式[J].有色金屬加工,2015,44(4):12-15.
[4] 吳旭龍.電磁/永磁攪拌器在熔鋁爐上的應用及比較[J].有色金屬加工,2008,37(3):24-25.
[5] 大衛·哈茲列特.采用哈茲列特工藝生產鋁板帶—節能又環保[J].中國鋁業,2007,(12):8-15.
Discussion on Energy Saving Technology of Hazelett
ZHAO Haidong
(Beris Engineering and Research Co. Ltd,Qingdao,Shandong 266555,China)
Hazelett process is a new technology of aluminum strip continuous casting and rolling in China in recent years, which has the characteristics of energy saving, reducing consumption and low production cost. Comparing the energy saving performance of the first Hazelett production line put into production with that of traditional semicontinuous ingot production method and casting-rolling method,it can be concluded that Hazelett process is currently the most energy-saving process of aluminium plate and strip production.In the aluminum plate and strip market and economic environment, it is very wise and appropriate to establish the aluminium plate and strip production lines with less investment,higher efficiency and market competitiveness near electrolytic aluminum plants.
Hazelett process; slab ingot method; casting-rolling method; electrolytic aluminum liquid; energy saving and consumption reducing
2016-01-16.
趙海東(1977-),男,山西人,高級工程師.主要研究方向:鋼鐵冶金、有色冶金設計.
TG335.13
B
1004-2660(2016)01-0014-03
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
