一種大型機床薄壁件泡沫模具加工方法研究
2016-05-12 07:25:47徐建平寧夏共享模具有限公司寧夏銀川750021
中國鑄造裝備與技術 2016年6期
關鍵詞:工藝
徐建平(寧夏共享模具有限公司,寧夏銀川 750021)
一種大型機床薄壁件泡沫模具加工方法研究
徐建平
(寧夏共享模具有限公司,寧夏銀川 750021)
介紹一種大型薄壁機床底座類鑄件泡沫模具制作方法。機床床身類鑄件內部結構復雜,制作周期長,尺寸精度要求高等因素難以達到顧客要求。通過對模樣分塊,利用數控加床加工,U G數控編程軟件生成數控刀路,解決了泡沫模樣控數加工制作的難題,生產效率大幅度提高。
數控編程;U G/CAM;泡沫模具
1 背景及產品介紹
泡沫模鑄造技術(LFC)是一種近無余量,精確成型的鑄造技術,對于生產單件或小批量鑄件,泡沫模鑄造有著得天獨厚的優勢。模樣是泡沫模鑄造成敗的關鍵,沒有高品質的模樣,絕對不可能得到高品質的泡沫模鑄件。泡沫模鑄造的模樣是生產過程中必不可少的消耗品,每生產一個鑄件,就消耗一個模樣。近兩年,我們所承接的床身底座鑄件大多都是單件小批量,且結構基本都不相同,如果采用傳統模具制作不僅生產周期長,而且費用高。如果使用泡沫模實型鑄造,僅模具一項即可節約大量資金,降低成本,制造周期從模樣制造到鑄件交貨大概為10~20天,完全能滿足客戶短期研制開發新產品的要求。
圖1所示的大型薄壁機床件底座,鑄件材質為灰鐵材質,長5 m,寬3 m,高0.8 m,鑄件毛坯質量為5 t,屬于大型薄壁機床件底座。
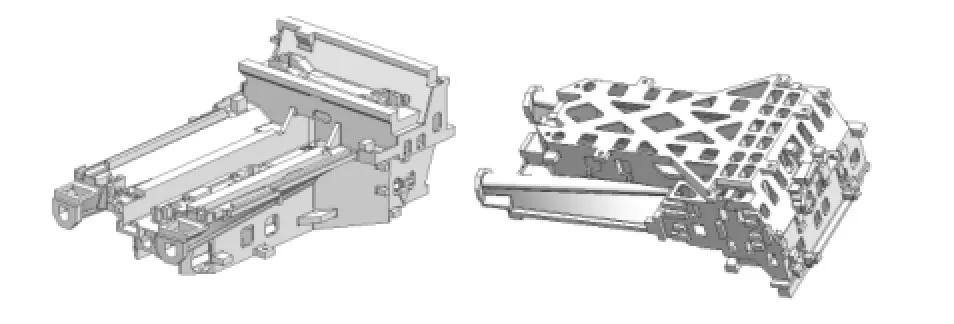
圖1 某大型薄壁機床底座
2 設計難點及解決方案
2.1 機床類鑄件泡沫模模樣有以下幾個特點:
1)機床類鑄件大多平均壁厚10~20 mm,基本接近鑄件的最小壁厚,在泡沫模模樣制作過程中很容易出現變形、尺寸偏小等問題而影響鑄件品質。
2)機床類鑄件大多采用雙層甚至多層加強筋板的獨特結構,使得制作模樣時難度加大,很容易導致上下層之間對接不齊,內部出現粘接縫隙等問題。
機床類鑄件由于設計結構獨特,決定了其模樣制作難度,針對此類鑄件制定相應的制作工藝,制作出合格的泡沫模模樣,顧客滿意的鑄件。
2.2 泡沫模具工藝的研究
1)根據顧客提供的鑄造工藝圖紙建立三維模型,經過對此類產品工藝評審,其結構難點在排屑槽兩側形狀的復雜扇形扭曲面,壁厚15 mm。運用UG/CAM軟件固定軸曲面輪廓銑(Fixed Contour)方式編制加工程序,使用三軸數控機床加工。圖2為排屑槽部位剖面圖。
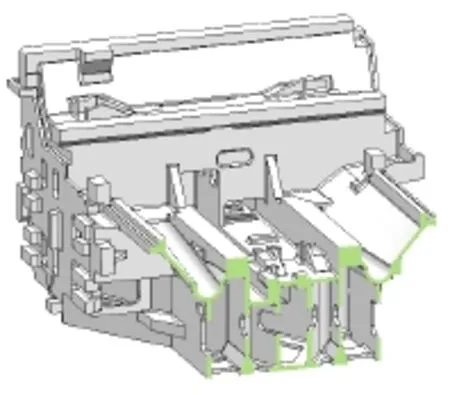
圖2 排屑槽部位剖面圖
2)由于三軸數控機床存在只能在X、Y、Z三個方向走刀加工的局限性,模樣加工過程難以一次加工成形,所以在機床加工之前,需要先對三維模型進行分塊處理。根據產品內腔結構進行分層,保證分層后模型的一面存在較多可支撐面,作為反面加工基準面。保留導軌等重要部分完整性,分塊時盡量將R角、臍子帶出,需要手工制作的在三維圖中標示綠色;溝槽等機加不到的部位可單獨分割,根據其復雜程度單獨加工。圖3所示三維模分層圖。
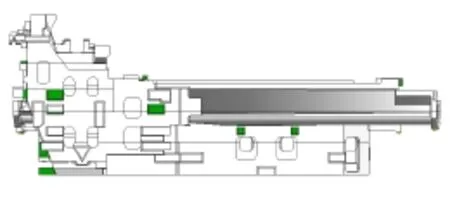
圖3 所示三維模分層圖。
3)加工工藝方案及裝卡方案的選擇
三維模型在經過分模后,會被分成大小、復雜程度不同的料塊。通過設計拉筋、裝卡塊、輔助塊將需要加工的分塊料連接固定,以保證加工過程的牢固裝卡。排版需要考慮的因素有機床可加工范圍和毛坯毛料尺寸大小,根據可使用的設備和材料對模樣進行分塊,最大分塊料單邊應不少于5 mm余量,以保證模樣料塊全部加工到位。
兩導軌排屑槽部位側面扇形面壁厚15 mm,加工過程中容易變形,導致加工完后壁薄尺寸偏小1~2 mm。加工時設計工藝拉筋,在兩側易變形部位增加防變形工藝拉筋。加工后手工將添加的工藝拉筋割去,保證加工尺寸。
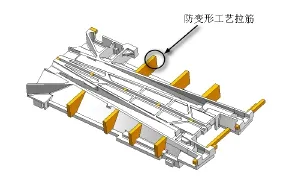
圖4 加工工藝
4)加工編程
泡沫模加工編程使用UGCAM數控銑加工編程方式,常用的編程操作方法有平面銑(Planar Mill)、型腔銑(Cavity Mi11)、固定軸曲面輪廓銑(Fixed Contour)等。加工編程順序一般由粗加工到精加工,分別進行平面、側面、曲面、斜面及輪廓加工,加工靈活性較高。程序員可以根據自己的編程習慣和方式方法定制和選擇適合當前設備及材料的加工方法及UG編程環境。

圖5 編程界面
程序完成后,應編寫實體剖切工藝方案單和加工程序單,剖切工藝單中要寫明分割的方法以及需要粘補的部分,應以不同的顏色標明分割層次和需要粘貼的部位。同時,還要寫明每部分對應的所需下料的毛坯尺寸,標明每層實際的最大尺寸。加工程序單除要說明圖號、件的名稱和程序名稱、對應刀具、編程基準等常規選項外,還必須說明此層是以何種方式翻轉的以及具體的翻轉軸。表1為刀具切削參數表

表1 加工參數
5)組裝及檢驗
組裝人員將機床加工完的若干個部分,參照三維圖再將多個部件用膠粘結成整體模樣。模樣組裝表面必須光滑,不得有明顯的凸起和凹陷,模樣組裝完后還應具有一定的強度和剛度,以保證在取模,運輸和涂覆涂料,填砂等操作過程中不被損壞或變形。
6)檢驗
為了保證泡沫模模樣尺寸精確,我司對泡沫模產品使用三維測量臂對泡沫模進行全尺寸測量。檢測完畢后編制檢驗尺寸報告,合格后向顧客提交尺寸表。
3 結論
通過產品結構分析及加工內容分析,制定合理的分模工藝方案。快速有效解決了薄壁筋板尺寸的加工問題,取得了可觀的經濟效益,同時為今后加工相似薄壁類鑄件泡沫模提供了良好的依據及借鑒。
[1] 章舟. 泡沫模鑄造生產使用手冊[M].北京:化學工業出版社,2010.
[2] 黃天佑.泡沫模鑄造技術[M].北京.機械工業出版社,2004.
[3] 鄧宏運.大型鑄件泡沫模鑄造工藝參數的選擇[J].鑄造工程師,2010(8).
[4] 劉文川 ,汽車翻轉支架消失模模具的設計[J].中國鑄造裝備與技術.2010(4).
壓鑄行業精英“把脈” 洞察行業發展先機——2016中國國際壓鑄高層論壇暨首屆壓鑄CEO峰會在嘉興市舉行
2016年10月19日,“2016中國國際壓鑄高層論壇暨首屆壓鑄CEO峰會”在秋色宜人的浙江省嘉興市拉開帷幕。本論壇由中國鑄造協會主辦,中國鑄造協會壓鑄分會承辦,香港鑄造業總會、廣東省鑄造行業協會、上海市壓鑄技術協會、重慶鑄造行業協會和蘇州市壓鑄技術協會協辦,并且還得到了浙江省鑄造行業協會、江蘇省機械工程學會壓鑄專業委員、天津市鑄鍛行業協會、寧波鑄造協會壓鑄分會的大力支持。今后論壇將以兩年一次的頻率繼續由中國鑄造協會操辦。
本次論壇包括了“全球壓鑄業發展態勢分析”、“壓鑄下游行業發展趨勢分析”、“先進壓鑄技術交流”和“CEO對話”等板塊,旨在助力中國壓鑄業可持續發展,為壓鑄業同仁們打造一個即可前瞻行業發展方向,又可獲得商業信息,同時交友聯誼的高端平臺。
中國鑄造協會副會長、香港鑄造業總會永遠名譽主席姜永正主持了開幕式。出席本論壇的領導和嘉賓有中國鑄造協會執行副會長兼秘書長溫平,中國工程院院士、上海交通大學輕合金精密成型國家工程研究中心主任丁文江等, 和有以中國壓鑄20強企業為代表的優秀壓鑄企業家。本次被壓鑄屆譽為“中國迄今為止規模最大、層次最高”的壓鑄會議共迎來450余名專業代表。
期間,主辦方還舉行了壓鑄團購推介會和聯誼會,為參會代表提供了業務合作和暢敘友誼的良機。
論壇會場場外,主辦方還搭建了企業宣傳展示專區,為企業展示、代表交流構建了良好的平臺。
2016年10月20日,本論壇的分會場輪番上演。四個分會場安排合理,緊扣當下壓鑄行業熱點話題的精彩報告,可謂火爆異常,座無虛席。
本次壓鑄企業家沙龍活動吸引了60余位行業企業家參加。本次沙龍共分為兩個主要環節。一是優秀企業家的主題分享,二是相關問題的互動交流。在主題分享環節,多位成功企業家同與會代表就創業心得、企業管理、精益生產、如何助力二代接班人成長等方面作了精彩分享。在互動交流環節,與會代表們展開充分的交流與討論,積極分享了自己的看法與觀點,全場掌聲不斷。
2016年20日下午及21日,主辦方還安排了多場參觀工廠活動。與會人員兵分幾路,分別去嘉興、無錫、蘇州、南通參觀了浙江亞路鑄造鑄造有限公司、布勒公司、蘇州春興精工股份有限公司、亞德林機械(蘇州)有限公司、廣東鴻圖南通壓鑄有限公司等多家企業。實地的考察給參會人員帶來了直觀而全面的感受,高層論壇也在大家的熱烈討論和肯定聲中圓滿閉幕。
中國壓鑄騰飛,我們與您同在!(中國鑄協供稿)
Study on processing method of foam mould for thin wall parts of large machine tool
XU JianPing
(KOCEL Pattern Co.,Ltd.,Yinchuan 750021,Ningxia,China)
In this paper, a method of making foam mould for casting of large thin wall machine tool is introduced. Machine tool base class castings with complex internal structure, production cycle is long, the size of the accuracy of the requirements of higher factors is diff i cult to meet customer requirements. Our communication through the shape of the sub block, the use of CNC machining, UG NC programming tool to generate NC tool path, to solve the problem of foam pattern NC machining production, production eff i ciency greatly improved.
NC programming UG/CAM Foam mould
TG249.6;
A;
1 006-9 658(201 6)06-0062-03
10.3969/j.issn.1 006-9 658.2016.06.01 9
2016-05-13
稿件編號:1605-1378
徐建平(1985—),男,助理工程師,主要從事數控機床編程加工技術研究工作.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52