立式電磁制動對不同水口角度下連鑄結晶器內流場的控制
2016-05-10 04:00:03王恩剛
材料與冶金學報 2016年1期
李 菲,王恩剛,許 琳,李 壯
(東北大學材料電磁過程重點實驗室,沈陽110819)
?
立式電磁制動對不同水口角度下連鑄結晶器內流場的控制
李菲,王恩剛,許琳,李壯
(東北大學材料電磁過程重點實驗室,沈陽110819)
摘要:利用Fluent軟件模擬計算了常規板坯連鑄和立式電磁制動板坯連鑄過程,詳細研究了不同水口出口角度結晶器內三維流場,為評價立式電磁制動技術的冶金效果提供理論依據.研究表明:常規連鑄過程水口出口角度增加時,不利于夾雜物的上浮,影響鑄坯質量;不同水口出口角度連鑄過程應用立式電磁制動技術后,自由表面鋼液流速、鋼液主射流的運動速度和下回流區的沖擊深度顯著減小,利于穩定液面波動、減少卷渣、防止漏鋼和促進夾雜物的上浮,符合立式電磁制動技術的設計思想.
關鍵詞:連鑄;電磁制動;數值模擬;流場;水口出口角度
連鑄生產過程中,通過在結晶器寬面施加恒穩磁場可以控制結晶器內金屬液流動.電磁制動技術作為一種成熟有效手段應用于板坯連鑄過程可以明顯改善鑄坯質量,為實現高速連鑄創造良好條件[1-3].目前生產中主要應用的是國外進口的全幅一段和全幅二段電磁制動技術,一種新型電磁制動技術即立式電磁制動技術( V-EMBr,Vertical-Electromagnetic Brake)在2009年的EPM國際會議上首次提出[4],該技術區別于國外電磁制動的磁極覆蓋整個板坯寬度范圍,采用條形磁極接近窄面豎直放置以控制容易產生表面缺陷和內部缺陷的關鍵區域,如圖1所示.板坯連鑄過程大多采用浸入式水口( SEN,Submerged Entry Nozzle)澆注,從浸入式水口流出的鋼液射流將流向窄面然后形成上、下回流區,所以水口參數將直接影響結晶器內鋼液流動[5-6].本文主要計算水口出口角度變化時應用立式電磁制動技術前和應用后板坯連鑄結晶器內三維流場,為研究立式電磁制動技術的冶金效果提供理論基礎.
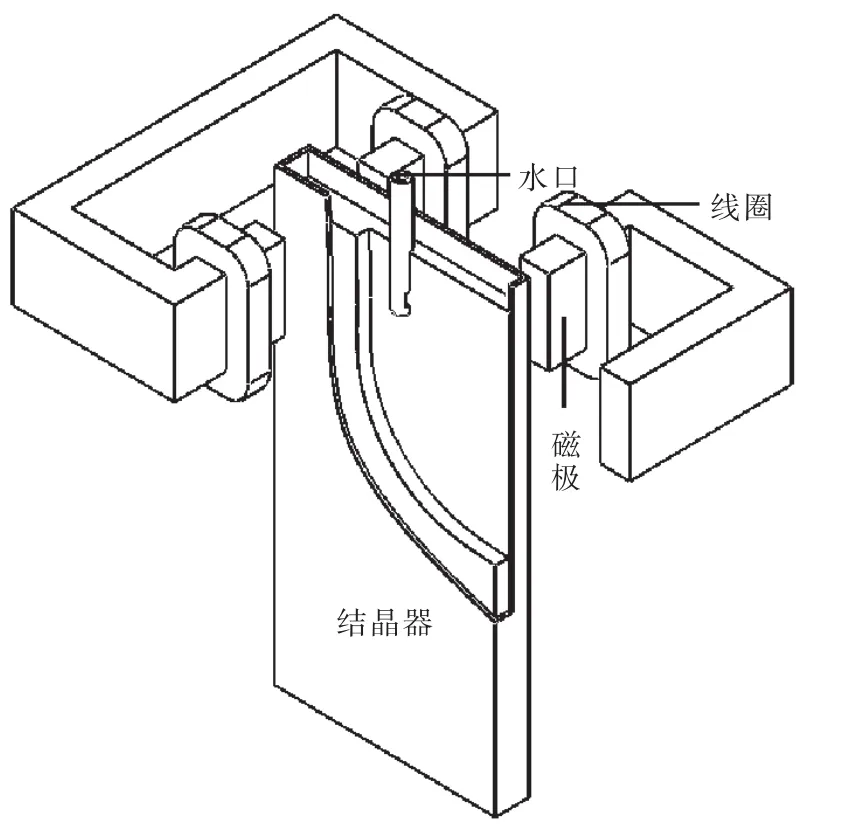
圖1 立式電磁制動技術Fig.1 Vertical-electromagnetic brake
1 數學模型
為便于計算結晶器內三維流場做出以下假設:鋼液的電磁特性是均勻和各向同性的,物性參數為常量;鋼液流動是穩態不可壓縮單相流動并且對磁場分布的影響忽略不計;液固界面為無滑移邊界,在壁面處速度為零;忽略振動、已凝固的鑄坯殼和結晶器錐度對鋼液流動的影響;忽略彎月面的存在,認為液面是平面,不考慮保護渣的影響.
1.1控制方程
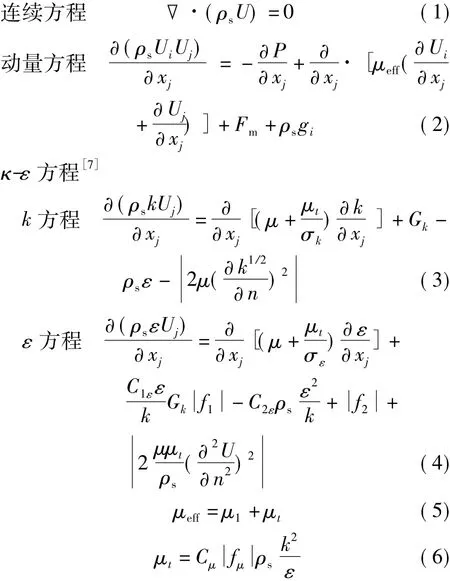
式( 1)-( 6)中,U為鋼液流動速度,m·s-1; Ui、Uj為xi、xj方向上的流體流動速度分量,m·s-1;ρs為鋼液密度,kg·m-3; P為鋼液壓力,Pa;μeff為有效黏性系數,kg·m-1·s-1; Fm為電磁力,N·m-3; μ1為分子黏性系數,kg·m-1·s-1;μt為湍流黏性系數,kg·m-1·s-1; gi為i方向上的體積力,m·s-2;μ為鋼液的動力黏度,kg·m-1·s-1; k為湍流脈動動能,m2·s-2; Gk為湍動能k的增長率;ε為湍流動能耗散率,m2·s-3;系數C1ε、C2ε、Cμ、σε及σk分別為1.44、1.92、0.09、1.3和1.0[8];系數f1、f2和fμ是對標準雷諾數方程中C1ε、C2ε和Cμ的修正.
1.2邊界條件

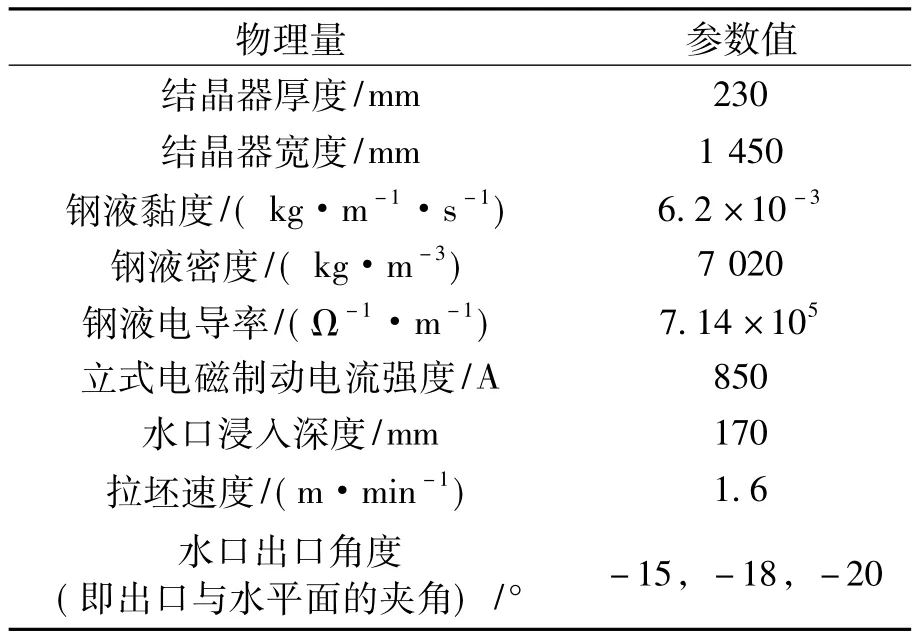
表1 主要參數Table 1 Mainly parameters
1.3求解方法
首先用GAMBIT軟件為結晶器內鋼液流體建模,然后采用Fluent軟件求解三維鋼液流場.設置邊界條件、采用SIMPLE計算方法、設定連續方程的質量源項和各速度分量的相對殘差后進行計算,當計算迭代達到收斂標準0.0001后程序自動退出得到流場分布;計算應用立式電磁制動技術結晶器內三維流場時,需要先調用Fluent軟件自身所帶MHD模塊,然后再設置邊界條件等上述步驟進行計算.
2 板坯連鑄結晶器內流場的數值模擬結果
常規連鑄過程和應用立式電磁制動技術連鑄過程,不同水口出口角度時結晶器內鋼液流速矢量分布如圖2所示.由圖2數值模擬結果可以看出:板坯連鑄過程,從浸入式水口出口流出的鋼液主射流首先以一定的速度向結晶器窄面運動,然后順著壁面分成兩部分,一部分向上流動,另一部分向下流動,分別在鋼液主射流上下形成兩個流動方向相反的回流區.鋼液主射流沖擊窄面的速度影響初生殼坯的形成,上部分流動狀態主要影響液面穩定性和保護渣卷入程度,下部分流動狀態主要影響夾雜物顆粒的上浮情況,因此鋼液主射流向窄面運動的速度是影響結晶器內流動的關鍵因素;常規連鑄過程水口出口角度增加(由-15°~-20°),鋼液主射流向下分量增多導致下回流區沖擊深度變深,容易將夾雜物卷入更深的結晶器熔池中,影響鑄坯純凈度,鋼液主射流的運動速度無明顯變化;應用立式電磁制動技術后,浸入式水口出口流出的鋼液主射流向窄面的沖擊速度和上回流區鋼液流速分別減小,下回流區渦心明顯上移,主射流沖擊窄面速度的減小有利于防止漏鋼,下回流區渦心上移說明鋼液向下沖擊深度變淺,有助于促進夾雜物顆粒的上浮.以上計算結果說明立式電磁制動技術有效抑制了不同水口出口角度情況結晶器內鋼液主射流的運動速度,并且當水口出口角度增加時,可以減小下回流區沖擊深度的增加幅度,有助于減少鑄坯內部缺陷.

圖2 不同水口出口角度結晶器內鋼液流速矢量圖Fig.2 Flow velocity vector of molten steel in mold with different outlet angle of SEN
自由表面的流速大小影響著結晶器內液面的穩定性和保護渣的卷入程度,本文做出的自由表面鋼液流速分布和自由表面中心線上鋼液流速分布如圖3、圖4所示,進一步分析應用立式電磁制動技術后自由表面鋼液流速變化.
由圖3、圖4可知:自由表面流速從結晶器窄面壁面開始向水口方向逐漸增加,達到一定值后逐漸減小;常規連鑄過程水口出口角度增加(由-15°~-20°),自由表面鋼液流速有小幅度減小,對穩定液面波動和減小卷渣有一定幫助;應用立式電磁制動后與常規連鑄相比,不同水口出口角度時自由表面鋼液流速大幅度降低,出口角度為-15°、-18°、-20°時自由表面中心線上的最大鋼液流速分別從0.50、0.45和0.42 m/s降至0.34、0.25和0.21 m/s.以上結果充分說明立式電磁制動技術的應用有利于穩定不同水口出口角度下連鑄結晶器內液面波動和有效減小卷渣.
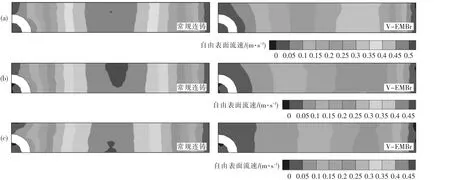
圖3 不同水口出口角度自由表面流速分布Fig.3 Flow velocity contour of free surface with different outlet angle of SEN( a)—水口?出口角度-15°; ( b)—水口出口角度-18°; ( c)—水口出口角度-?20°
圖5為不同水口出口角度時應用立式電磁制動技術前后鑄坯窄面的鋼液流速分布和湍動能分布圖.由圖5可知,應用立式電磁制動技術前,鑄坯窄面鋼液主射流沖擊點及其周圍區域的流動呈現不規律的“發散狀”,湍動能在主射流沖擊處較大,沖擊點向上或向下湍動能逐漸減小,增加或者減小水口出口角度,主射流的沖擊速度與窄面湍動能的變化不十分明顯,只是主射流沖擊點向下移動,說明改變水口出口角度對改善鑄坯窄面流速狀況和湍動能的作用不大;應用立式電磁制動技術后,不同水口出口角度下的連鑄結晶器內鋼液主射流對鑄坯窄面的沖擊速度明顯減弱,窄面沖擊點及其周圍區域的湍動能顯著減小,特別明顯的,主射流沖擊點及其周圍區域不規律發散流動的狀況得到改善,紊亂狀態得到抑制,形成比較規則有序的流動.說明立式電磁制動技術有效控制了不同水口出口角度下連鑄結晶器內沖向鑄坯窄面的高速鋼液流股,被主射流沖擊的窄面關鍵區域受到有效制動作用,減小了窄面的湍動能,避免鋼液主射流沖擊窄面的速度過大而發生的漏鋼,減小實際生產時的操作危險.
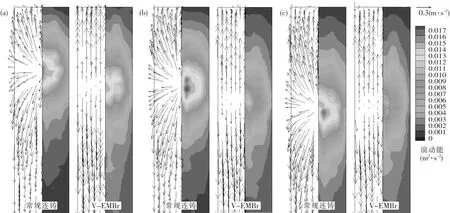
圖5 不同水口出口角度鑄坯窄面流速矢量和湍動能云圖Fig.5 Flow velocity vector and turbulent kinetic energy contour of slab narrow face with different outlet angle of SEN( a)—水口出口角度-15°; ( b)—水口出口角度-18°; ( c)—水口出口角度-20°
可見,立式電磁制動技術可以適用于水口出口角度變化的板坯連鑄過程并且冶金效果良好,以接近結晶器窄面的豎直磁極控制了容易導致鑄坯出現缺陷的自由表面、鋼液主射流沖擊點和下回流區沖擊深度,電磁力有效控制了結晶器內鋼液流動,減小了上回流區的流動速度,削減了鋼液主射流對窄面的沖擊速度,規整了鑄坯窄面的流動方式,能夠穩定液面波動、減小卷渣、防止漏鋼以及促進夾雜物顆粒的上浮,并且可以減少由于水口出口角度增加引起的鑄坯缺陷.
3 結論
( 1)常規連鑄過程水口出口角度增加,鋼液主射流的運動速度不變,窄面主射流沖擊點向下移動,窄面流速和湍動能大小無太大變化,對穩定液面波動和減少卷渣有一定作用,但是下回流區沖擊深度變深不利于夾雜物上浮,容易造成鑄坯內部缺陷.
( 2)拉坯速度1.6 m/min、水口浸入深度170 mm保持不變,不同水口出口角度下的連鑄結晶器應用電流強度850 A的立式電磁制動技術時,鋼液主射流向窄面運動的速度、上回流區鋼液流速、下回流區沖擊深度和自由表面鋼液流速明顯減小,水口出口角度-15°、-18°、-20°時自由表面最大鋼液流速分別減小了0.16、0.20和0.21 m/s,鋼液主射流對鑄坯窄面的沖擊速度明顯減弱,窄面沖擊點及其周圍區域的湍動能顯著減小,窄面不規律發散流動被規整為比較規則有序的上、下流動,有利于穩定液面波動、避免卷渣和漏鋼、促進夾雜物顆粒的上浮,為提高鑄坯質量提供有利條件,也同時減小了連鑄過程的操作危險.
( 3)立式電磁制動技術的制動效果不受水口出口角度變化的影響,水口出口角度增大或者減小,產生的電磁力都能控制容易產生缺陷的關鍵區域,適用范圍較廣.
參考文獻:
[1]戰東平,宋景欣,姜周華,等.連鑄結晶器電磁制動的使用效果分析[J].中國冶金,2006,16( 5) : 23.( Zhan Dongping,Song Jingxin,Jiang Zhouhua,et al.Application effect of electromagnetic brake in continuous casting mold[J].China Metallurgy,2006,16( 5) : 23.)
[2]倪升起,彭世恒,仇圣桃,等.電磁制動技術的發展及在板坯連鑄結晶器中的應用[J].連鑄,2009( 1) : 40-43.( Ni Shengqi,Peng Shiheng,Chou Shengtao,et al.Development of electromagnetic brake technique and application in slab continuous casting mold[J].Continuous Casting,2009( 1) : 40-43.)
[3]Ji Chuanbo,Li Jingshe,Tang Haiyan,et al.Effect of EMBr on flow in slab continuous casting mold and evaluation using nail dipping measurement[J].Steel Research Int,2013,84( 3) : 259-268.
[4]Wang Engang,Kang Li,Li Fei,He Jicheng.Numerical simulation of magnetic field and fluid flow in continuous casting mold with a new pattern electromagnetic brake[C]/ /The 6th International Conference on Electromagnetic Processing of Materials.Dresden: Forschungszentrum Dresden-Rossendorf,2009: 583-586.
[5]張胤,賀友多,白學軍,等.水口插入深度對連鑄機結晶器內鋼液流動的影響[J].煉鋼,2001,17( 2) : 52-54.( Zhang Yin,He Youduo,Bai Xuejun,et al.Effect of nozzle submerged depth on molten steel flow in mold[J].Steelmaking,2001,17( 2) : 52-54.)
[6]于會香,王萬軍,王新華,等.水口浸入深度對結晶器內鋼液流場與溫度場的影響[J].特殊鋼,2008,29( 5) : 7-9.( Yu Huixiang,Wang Wanjun,Wang Xinhua,et al.Effects of nozzle submergd depth on flow and temperature field of molten steel in mold[J].Special Steel,2008,29 ( 5) : 7 -9.)
[7]王福軍.計算流體動力學分析—CFD軟件原理與應用[M].北京:清華大學出版社,2004: 132-145.( Wang Fujun.Computational fluid dynamics analysisprinciples and applications of CFD software[M].Beijing: Tsinghua University Press,2004: 132-145.)
[8]Launder B E,Spalding D E.The numerical computations of turbulent flow[J].Computer Method in Applied Mechanics and Engineering,1974,3( 2) : 269-289.
[9]楊建偉,杜艷平,劉中.板坯連鑄結晶器內三維流場數值模擬[J].山西機械,1999( S1) : 127-128.( Yang Jianwei,Du Yanping,Liu Zhong.Numerical simulation of three dimensional flow field in continuous casting slab mold[J].Shanxi Mechanical,1999( S1) : 127-128.)
[10]雷洪,朱苗勇,王文忠.板坯結晶器內電磁制動過程流場的數值模擬[J].化工冶金,1999,20( 2) : 193-198.( Lei Hong,Zhu Miaoyong,Wang Wenzhong.Numerical simulation of flow field in the slab continuous casting mold by EMBR software[J].Engineering Chemistry&Metallurgy,1999,20( 2) : 193-198.)
Control of V-EMBr on flow field in continuous casting mold with different angle of SEN
Li Fei,Wang Engang,Xu Lin,Li Zhuang
( Key Laboratory of Electromagnetic Processing of Materials,Northeastern University,Shenyang 110819,China)
Abstract:The slab continuous casting process without and with V-EMBr ( Vertical-Electromagnetic Brake) are simulated by software Fluent,and the three-dimensional flow field in mold with different outlet angle of SEN ( Submerged Entry Nozzle) are studied in detail,which provide a theoretical basis to evaluate the metallurgical effect of V-EMBr.The studies show that when outlet angle of SEN is increased in continuous casting process,it is very unfavorable to float inclusions and the quality of slab is affected.After using the V-EMBr in continuous casting process with different outlet angle of SEN,the molten steel velocity of free surface,the flow velocity of jet and the impinging depth in lower recirculation zone are decreased significantly,these are beneficial to stabilize the level fluctuations,reduce slag,prevent breakout and promote inclusions floating,which conform the design philosophy of V-EMBr technology.
Key words:continuous casting; electromagnetic brake; numerical simulation; flow field; outlet angle of SEN
通訊作者:王恩剛( 1962—),男,教授,博士生導師,E-mail: egwang@ mail.neu.edu.cn.
作者簡介:李菲( 1985—),女,博士研究生,E-mail: fayeleeneu@ sina.com.
基金項目:國家自然科學基金( No.51574083),高等學校學科創新引智計劃項目(國家111計劃,B07015),中央高校基本業務費( L1509003),遼寧省創新團隊項目( No.LT2010035).
收稿日期:2015-10-22.
doi:10.14186/j.cnki.1671-6620.2016.01.008
中圖分類號:TF 777.1
文獻標識碼:A
文章編號:1671-6620( 2016) 01-0043-06
