齒輪滲碳淬火熱處理變形的分析與改進(jìn)
2016-04-26 09:25:46劉海斌柳巖
科技視界 2016年9期
劉海斌++柳巖
【摘 要】齒輪是機(jī)械傳動中應(yīng)用最廣泛的零件之一,在汽車、拖拉機(jī)、機(jī)床和起重機(jī)械等產(chǎn)品中不僅有重要作用,而且用量相當(dāng)大。齒輪的加工工藝流程為粗車——精車——插齒——滾齒——倒棱(磨棱)——倒角——清洗——滲碳淬火——磨內(nèi)孔端面——(磨另一端面)——磨齒——清洗——強(qiáng)化噴丸——清洗——成品檢驗。在齒輪的制造過程中,合理進(jìn)行熱處理工藝,是提高承載能力和延長使用壽命的必要保證。滲碳強(qiáng)化齒輪具有優(yōu)異的機(jī)械性能,但由于滲碳淬火齒輪工序復(fù)雜,齒輪的熱處理變形已成為阻礙其使用的重要因素。本文通過對滲碳淬火齒輪熱處理變形進(jìn)行分析,針對齒輪熱處理工藝的裝爐以及擺放方式,提出了有效的熱處理變形控制方法。
【關(guān)鍵詞】滲碳;淬火;齒輪;熱處理變形
1 齒輪的結(jié)構(gòu)和熱處理工藝
1.1 齒輪結(jié)構(gòu)
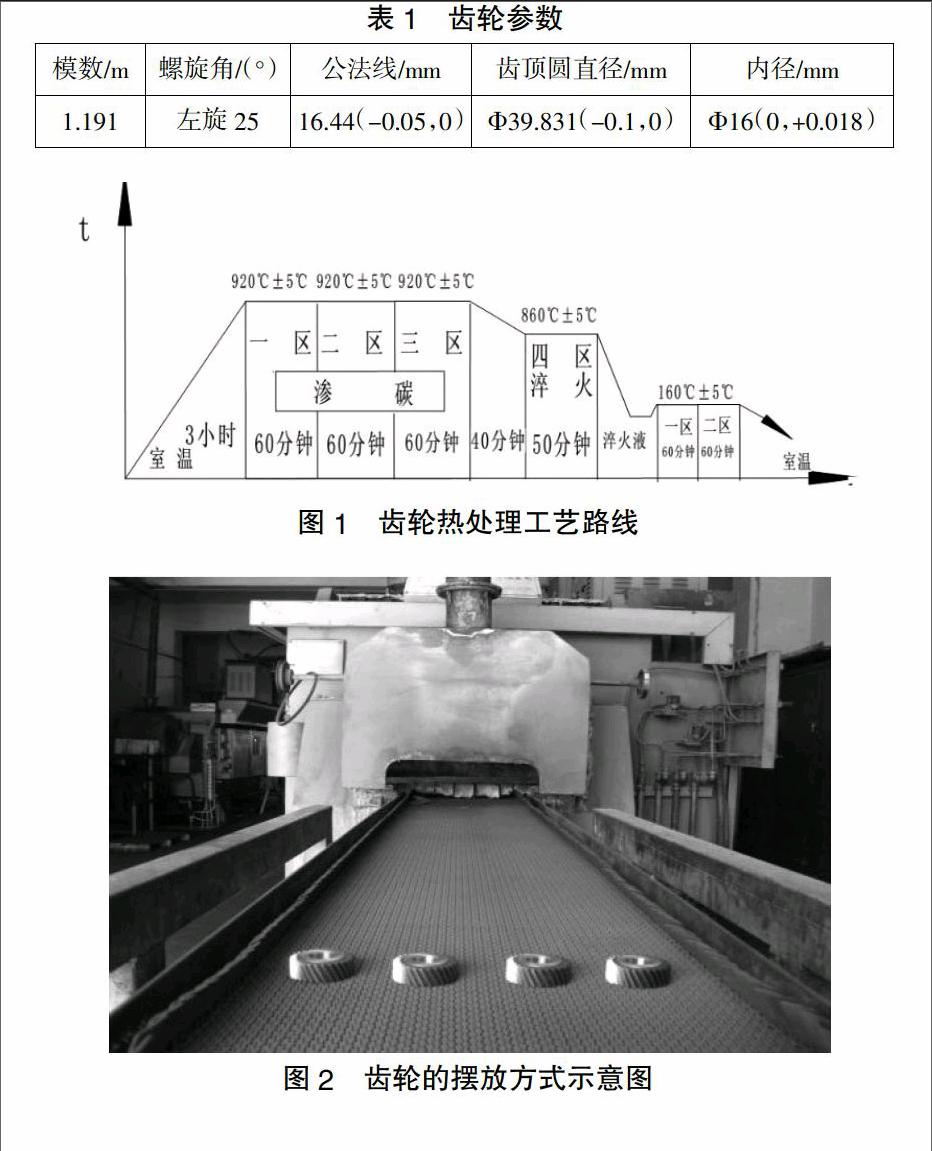
齒輪參數(shù)如表1所示,齒輪圖片如圖1。齒輪內(nèi)外徑較大,為對稱中空結(jié)構(gòu),壁厚相對較薄,由于缺少腹板支撐,在熱處理時變形趨勢很大。
1.2 熱處理工藝
齒輪的材質(zhì)為20CrMnTiH.。熱處理加工過程在15m長的滲碳淬火爐和8m長的回火爐中完成。
設(shè)計熱處理工藝路線如圖1,滲碳入爐爐溫升到920℃±5℃,滲碳3小時結(jié)束后降溫到860℃保溫50分鐘后淬火出爐,淬火液溫度為80℃,低溫回火溫度為160±5℃保溫2小時。
原工藝齒輪滲碳時每次4只平放,擺放方式示意圖如圖2。
1.3 齒輪的熱處理變形機(jī)理分析
經(jīng)上述熱處理工藝后,4只齒輪變形前0°,180°2個位置,變形后測量0°,180°上下4個值,齒頂圓直徑使用卡尺檢測,公法線使用公法線百分尺,可以看出滲碳后所有齒輪外徑和公法線均出現(xiàn)了不同程度的脹大,部分齒輪形成了橢圓畸變(編號1、2),在淬火后齒輪外徑和公法線又再次縮小,在大幅脹大縮小過程中,齒輪發(fā)生了嚴(yán)重的扭曲變形,端面跳動最大1.9mm。這批齒輪雖然在淬火完成以后公法線變形不是很大,不過由于端面的扭曲,給后續(xù)的機(jī)加工找正帶來了很大的困難,有一只齒輪由于磨齒后齒面仍然存在大量氧化皮而報廢。
再有由于4只齒輪平放,滲碳時氣體流通不均勻,導(dǎo)致滲碳層厚度不均勻為0.25、0.28、0.30、0.35,硬度也不均勻,檢測結(jié)果為308、362、347、320、352,使用金相顯微鏡和維氏硬度計檢測,滲碳層的厚度單位為mm,硬度單位為HV。
通過對該批次齒輪變形數(shù)據(jù)的分析可以發(fā)現(xiàn),熱處理變形主要表現(xiàn)為脹縮度、錐度、橢圓度和齒面扭曲4個方面。
2 工藝改進(jìn)
2.1 更改裝爐方式
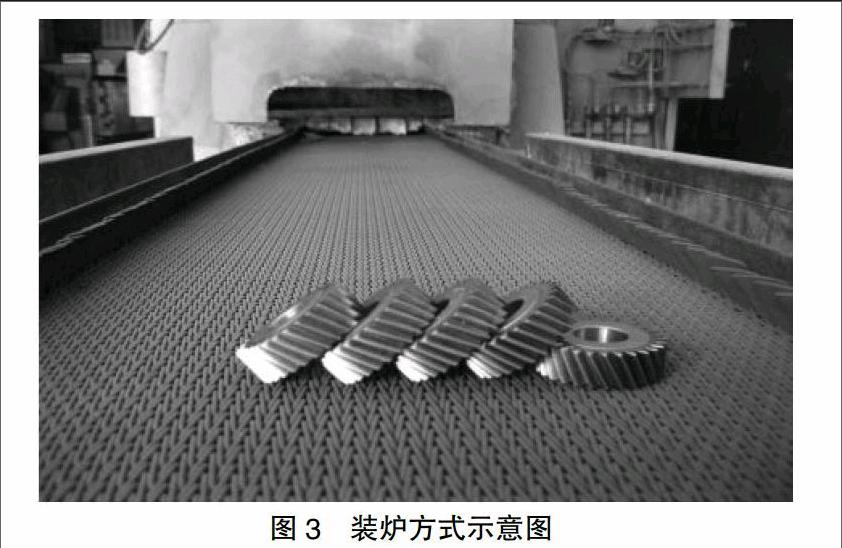
更改滲碳裝爐方式。將齒輪斜著疊放,一個緊靠著一個,角度大約45°左右,裝爐示意圖如圖3,減少因自重引起的高溫蠕變,在最上層放一塊隔板,增加滲碳完成后出爐過程熱容量,并防止冷空氣直接與齒輪上端面接觸。
圖3 裝爐方式示意圖
2.2 齒輪的擺放
在滲碳過程中記錄齒輪的上下端面,在淬火過程中反置,使齒輪外徑較小端面朝下擺放,齒輪在滲碳淬火過程中高溫蠕變是不可避免的,淬火時反置后齒輪的高溫蠕變可抵消掉部分形成于滲碳過程中的錐度。齒輪在淬火時會因零件上下齒端進(jìn)入介質(zhì)的時間差造成熱應(yīng)力不均,齒輪的下端面產(chǎn)生向上凸的變形趨勢,使齒輪發(fā)生變形,先入油端會脹大或縮小的稍微相對較小一些。將齒輪較小端朝下擺放,可進(jìn)一步減小錐度。
2.3 擺放方式改進(jìn)后的齒輪變形情況分析
改善擺放方式后的齒輪外徑和公法線,可以看出經(jīng)該工藝處理后齒輪滲碳墩粗效應(yīng)明顯減小,外徑和公法線變化減小,由于高溫蠕變和爐膛溫度的不均勻仍然存在,仍有部分齒輪出現(xiàn)了一定的錐變,但經(jīng)反置淬火后齒輪錐度基本消除,該批次齒輪端面跳動最大為0.7mm,雖然經(jīng)淬火后部分齒輪公法線出現(xiàn)超差現(xiàn)象,但通過控制磨齒過程中粗磨與精磨余量,所有齒輪齒面均未出現(xiàn)黑色氧化皮。另外,由于改善擺放方式,齒輪周圍的介質(zhì)流速均勻,接觸一致,滲碳均勻,即導(dǎo)致滲碳層厚度和硬度也都均勻。
3 結(jié)論
通過改變齒輪的擺放方式以及裝爐方式可以大幅降低齒輪因高溫蠕變和熱應(yīng)力引起的墩粗效應(yīng)。淬火時將齒輪反置可以基本消除齒輪在滲碳過程中形成的錐度。
上述針對于齒輪熱處理變形的預(yù)防與修正,基本消除了由變形引起的齒輪規(guī)律性報廢,在一定程度上降低了生產(chǎn)成本,取得滿意效果,具有明顯的經(jīng)濟(jì)效益。
【參考文獻(xiàn)】
[1]柳曉鵬,雷建波.齒輪滲碳淬火變形原因及控制措施[J].四川兵宮學(xué)報,2009, 30(4):58-60.
[2]陳仁悟,林建生.化學(xué)熱處理原理[M].北京:機(jī)械工業(yè)出版社,1998.
[3]程里,程方.滲碳齒輪圈熱處理畸變與控制[J].金屬熱處理,2005,30(3):88-90.
[4]蘇興武,任富林,夏永輝,等.齒輪圈在淬火槽內(nèi)淬火時介質(zhì)流速場的模擬研究[J].熱處理技術(shù)與裝備,2008,29(4):23-26.
[責(zé)任編輯:王楠]
