木工刀具用Ti-B-C涂層殘余應(yīng)力研究
2016-04-12 10:09:38徐淑艷謝元仲楊德嶺方海峰陳春晟
森林工程 2016年2期
關(guān)鍵詞:結(jié)構(gòu)
徐淑艷,謝元仲,楊德嶺,方海峰,陳春晟
(東北林業(yè)大學(xué) 工程技術(shù)學(xué)院,哈爾濱 150040)
?
木工刀具用Ti-B-C涂層殘余應(yīng)力研究
徐淑艷,謝元仲,楊德嶺,方海峰,陳春晟
(東北林業(yè)大學(xué) 工程技術(shù)學(xué)院,哈爾濱 150040)
摘要:采用TiB2/C復(fù)合靶,以M50鋼為基底,改變Ti過(guò)渡層和Ti-B-C涂層厚度沉積了系列復(fù)合涂層,采用XRD方法測(cè)試涂層的結(jié)構(gòu),利用曲率法計(jì)算涂層的殘余應(yīng)力。研究表明,Ti-B-C涂層中存在較多的TiB2晶體,主要擇優(yōu)生長(zhǎng)面為(001)晶面。過(guò)渡層的存在可以有效減小復(fù)合涂層中的殘余應(yīng)力;隨著Ti-B-C涂層厚度的增加,復(fù)合涂層內(nèi)的殘余應(yīng)力增加;隨著放置時(shí)間的延長(zhǎng),復(fù)合涂層中的殘余應(yīng)力基本不發(fā)生改變。
關(guān)鍵詞:多元涂層;結(jié)構(gòu);殘余應(yīng)力
0引言
木工刀具是應(yīng)用非常廣泛的一類加工刀具,目前使用的大部分木工刀具基體為金屬材料,硬質(zhì)耐磨涂層為陶瓷材料[1-3]。由于陶瓷與金屬材料物理性質(zhì)不同,使涂層在制備和使用過(guò)程中產(chǎn)生內(nèi)應(yīng)力。此外,陶瓷涂層與基體材料的結(jié)合主要為機(jī)械嵌合,涂層呈層狀結(jié)構(gòu),致密性較差,涂層中往往含有10%~15%的氣孔,易出現(xiàn)微裂紋,使涂層與基體的結(jié)合強(qiáng)度較低[4]。在使用過(guò)程中由于加工升溫很容易出現(xiàn)剝落,導(dǎo)致涂層過(guò)早失效,所以如何實(shí)現(xiàn)由金屬向陶瓷涂層的過(guò)渡,在金屬基體和陶瓷涂層之間形成良好的結(jié)合力,最大限度的體現(xiàn)涂層的優(yōu)越性能,是木工刀具表面改性一直以來(lái)的研究熱點(diǎn)[5-6]。為了解決陶瓷涂層存在的這些問(wèn)題,提高超硬涂層的性能,在基體和陶瓷涂層之間引入過(guò)渡涂層是最為有效的解決途徑之一[7-8]。如何選擇過(guò)渡層和陶瓷涂層的厚度對(duì)獲得最優(yōu)性能的復(fù)合涂層具有重要意義,因此,本研究在金屬基體和硬質(zhì)涂層之間引入過(guò)渡層,通過(guò)改變Ti過(guò)渡層和Ti-B-C硬質(zhì)涂層的厚度,研究二者厚度的變化對(duì)復(fù)合涂層的殘余應(yīng)力的影響規(guī)律,為硬質(zhì)涂層在木工刀具表面的應(yīng)用奠定實(shí)驗(yàn)基礎(chǔ)。
1材料與方法
1.1原材料
基體材料選用M50鋼,尺寸大小為35 mm×2.5 mm×0.4 mm,主要化學(xué)成分見表1。另外采用單晶硅片作為對(duì)照襯底,用以測(cè)量涂層的厚度。

表1 M50鋼的元素百分含量 wt%
靶材選用復(fù)合靶,內(nèi)部為TiB2,外環(huán)為C(石墨),復(fù)合靶中心的TiB2靶直徑為Φ90 mm,厚度為9 mm,復(fù)合靶外部的C環(huán)內(nèi)徑為80 mm,外徑為120 mm,具體如圖1所示。另外,選用純Ti靶沉積Ti過(guò)渡層。
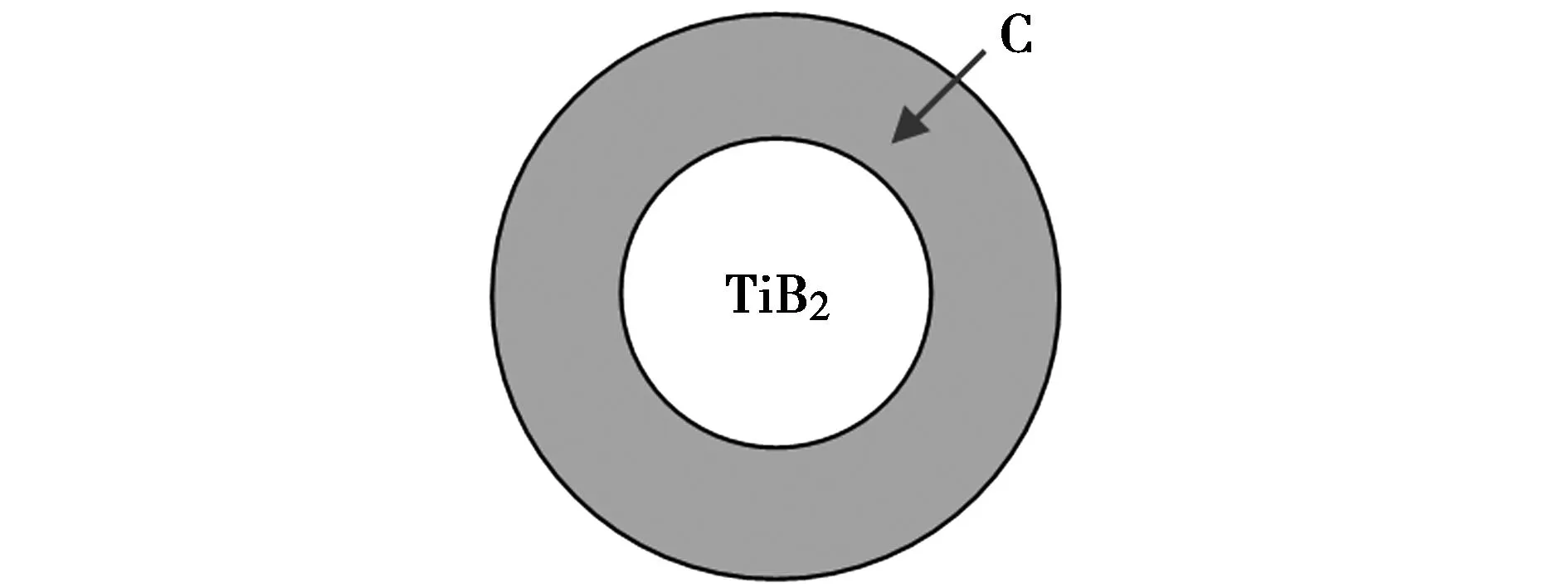
圖1 TiB2/C復(fù)合靶結(jié)構(gòu)示意圖Fig.1 Structure diagram of TiB2/C composite target
1.2涂層制備與分析
為研究Ti過(guò)渡層厚度和Ti-B-C涂層厚度對(duì)涂層殘余應(yīng)力的影響,改變過(guò)渡層和涂層的沉積時(shí)間,具體工藝參數(shù)見表2。沉積過(guò)程工作氣壓為0.6 Pa,靶基距為10 cm。為方便描述,稱由Ti過(guò)渡層和Ti-B-C涂層組成的涂層為復(fù)合涂層。

表2 復(fù)合涂層制備工藝參數(shù)
采用Philips X-Pert型小角X射線衍射(GXRD)對(duì)涂層的結(jié)構(gòu)進(jìn)行分析。采用FEI公司生產(chǎn)的Quanta 200FEG型場(chǎng)發(fā)射掃描電子顯微鏡(SEM)測(cè)試涂層的厚度,然后由樣品沉積涂層前后的曲率半徑變化,根據(jù)Stoney方程計(jì)算復(fù)合涂層的殘余應(yīng)力,其基本方程為:
(1)
式中:σf為薄膜殘余應(yīng)力,Pa;μs為基底材料的泊松比;ρ為結(jié)構(gòu)平均曲率半徑,m;δs為基體的厚度,m;δf為薄膜的厚度,m。
2結(jié)果與分析
2.1Ti-B-C涂層的結(jié)構(gòu)
圖2為M50鋼基片上沉積Ti-B-C涂層的X射線衍射圖譜。經(jīng)分析,衍射峰均對(duì)應(yīng)TiB2相,其中最強(qiáng)峰出現(xiàn)在2θ=27.3°處,對(duì)應(yīng)于TiB2的(001)晶面(d=0.324nm),在2θ=44.6°和68.0°時(shí)也出現(xiàn)了強(qiáng)度較高的衍射峰,分別對(duì)應(yīng)于TiB2的(101)晶面和(102)晶面。根據(jù)PDF標(biāo)準(zhǔn)衍射卡片,TiB2的衍射峰按強(qiáng)度大小排列應(yīng)該是(101)、(100)和(110),與本實(shí)驗(yàn)中樣品表面所測(cè)量的結(jié)果有差異,這說(shuō)明Ti-B-C涂層中的主相TiB2出現(xiàn)了明顯的擇優(yōu)取向的現(xiàn)象,大部分TiB2晶粒均沿(001)晶進(jìn)行生長(zhǎng)。
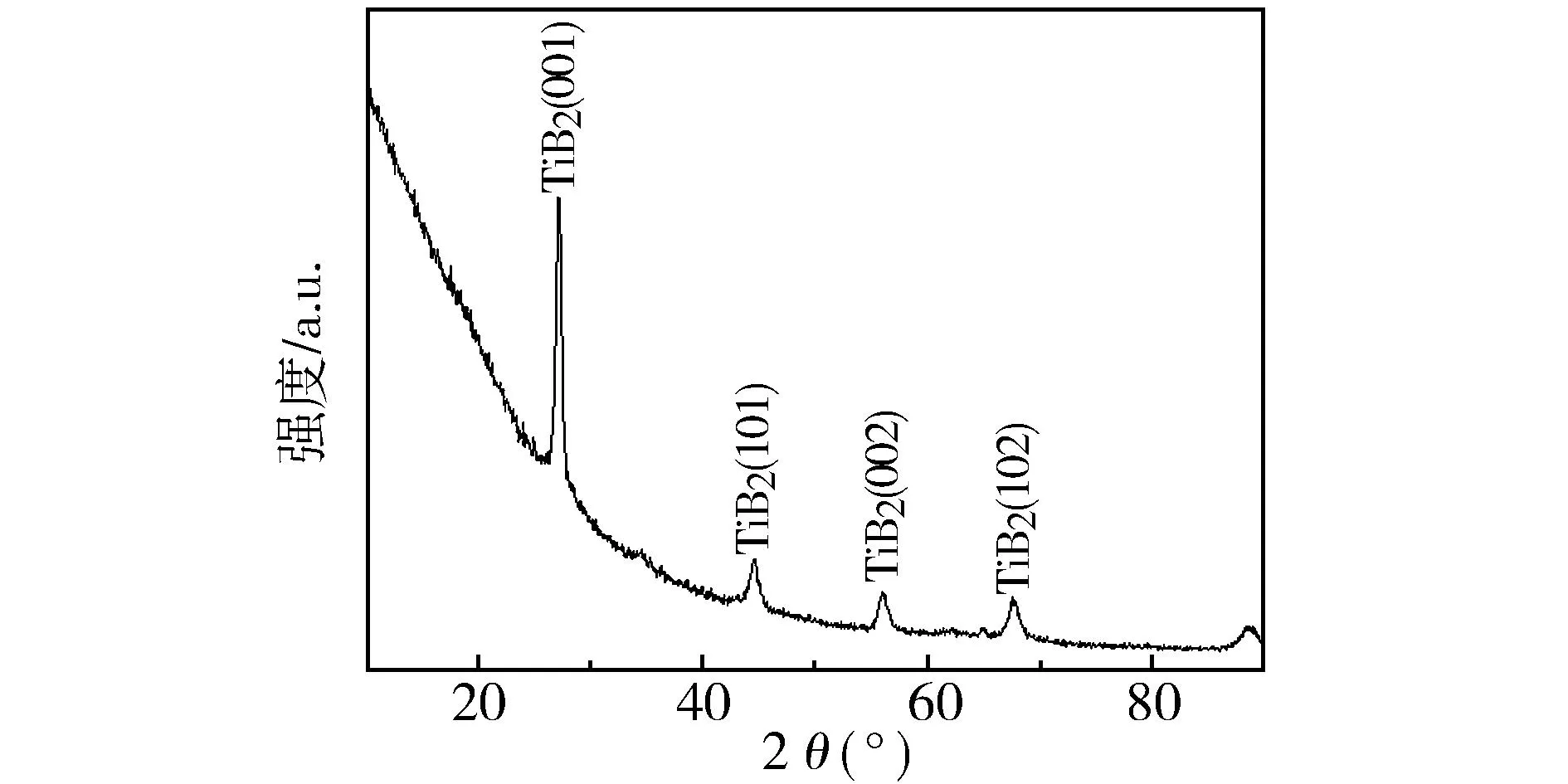
圖2 Ti-B-C涂層XRD結(jié)果Fig.2 XRD result of Ti-B-C coating
2.2殘余應(yīng)力隨Ti過(guò)渡層沉積時(shí)間的變化
由于基體為M50鋼,晶格為金屬密堆積結(jié)構(gòu),而Ti-B-C涂層為無(wú)機(jī)化合物,因此涂層與基體的結(jié)構(gòu)有較大差異,存在晶格不匹配的問(wèn)題,結(jié)合力較差。為增強(qiáng)涂層與基體之間的結(jié)合力,在涂層與基體之間沉積一層Ti過(guò)渡層,復(fù)合涂層殘余應(yīng)力隨過(guò)渡層沉積時(shí)間的變化如圖3所示。
從圖3中可以看出,在沒有Ti過(guò)渡層的時(shí)候,復(fù)合涂層的殘余應(yīng)力最大,說(shuō)明當(dāng)Ti過(guò)渡層存在時(shí),可以減小Ti-B-C涂層與基體間的晶格不匹配效應(yīng),對(duì)減小復(fù)合涂層殘余應(yīng)力有較明顯的作用。對(duì)于有過(guò)渡層的情況,過(guò)渡層Ti沉積時(shí)間為60 min時(shí)殘余應(yīng)力最大。由于Ti-B-C涂層的沉積工藝參數(shù)相同,所以復(fù)合涂層殘余應(yīng)力的差異均由過(guò)渡層的差異引起。可以認(rèn)為當(dāng)過(guò)渡層Ti沉積時(shí)間為30 min時(shí),過(guò)渡層較薄,因此缺陷較少,由過(guò)渡層本身產(chǎn)生的殘余應(yīng)力較低;當(dāng)過(guò)渡層Ti沉積時(shí)間為120 min時(shí),過(guò)渡層已經(jīng)達(dá)到穩(wěn)定狀態(tài),由過(guò)渡層本身的缺陷所產(chǎn)生的應(yīng)力會(huì)抵消一部分過(guò)渡層與基體間晶格失配產(chǎn)生的應(yīng)力。故過(guò)渡層沉積時(shí)間為60 min時(shí),涂層殘余應(yīng)力達(dá)到最大。
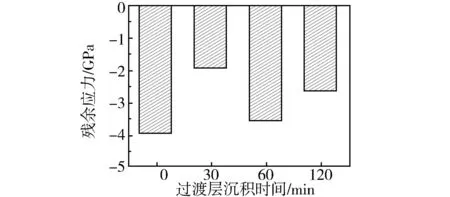
圖3 復(fù)合涂層殘余應(yīng)力隨Ti過(guò)渡層沉積時(shí)間的變化Fig.3 Residual stress of composite coatings with differentdeposition time of Ti intermediate?layer
2.3殘余應(yīng)力隨Ti-B-C涂層沉積時(shí)間的變化
涂層沉積時(shí)間的不同,會(huì)導(dǎo)致涂層的厚度發(fā)生變化,從而影響涂層的殘余應(yīng)力。不同Ti-B-C涂層沉積時(shí)間的復(fù)合涂層的殘余應(yīng)力如圖4所示。
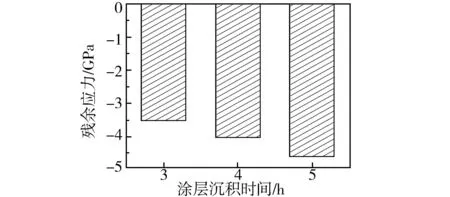
圖4 涂層殘余應(yīng)力隨Ti-B-C涂層沉積時(shí)間的變化規(guī)律Fig.4 Residual stress of coatings with differentdeposition time of Ti-B-C coatings
可以看出,復(fù)合涂層的殘余應(yīng)力隨著Ti-B-C涂層的沉積時(shí)間的增加而增加,但增加的程度較小。當(dāng)Ti-B-C涂層沉積時(shí)間增加時(shí),涂層的厚度增加,由此產(chǎn)生的涂層的缺陷也就增多,涂層中晶格不匹配現(xiàn)象也會(huì)增多,從而導(dǎo)致涂層的殘余應(yīng)力增加。并且,涂層與過(guò)渡層界面間的應(yīng)力是殘余應(yīng)力的重要組成部分,當(dāng)Ti-B-C涂層厚度較薄時(shí),界面應(yīng)力是復(fù)合涂層殘余應(yīng)力中的主要成分;當(dāng)Ti-B-C涂層厚度繼續(xù)增加,殘余應(yīng)力就會(huì)趨向穩(wěn)定。另外,隨著沉積時(shí)間的增加,Ti-B-C涂層中的微晶也會(huì)發(fā)生微晶合并和晶粒長(zhǎng)大,微晶合并和晶粒長(zhǎng)大也會(huì)消除一部分晶體中的缺陷使得涂層體積收縮,從而產(chǎn)生拉應(yīng)力。這兩部分共同作用的結(jié)果使復(fù)合涂層中的殘余應(yīng)力隨著沉積時(shí)間的增加而增加,但增加的程度并不是很大。
2.4殘余應(yīng)力隨復(fù)合涂層放置時(shí)間的變化
復(fù)合涂層內(nèi)殘余應(yīng)力是否會(huì)隨放置時(shí)間的延長(zhǎng)而變化將影響其使用狀態(tài),所以本文將具有不同殘余應(yīng)力的復(fù)合涂層靜置一定時(shí)間,分析其殘余應(yīng)力隨時(shí)間的變化規(guī)律。圖5為這些涂層經(jīng)過(guò)1、2、5、10、20 d后的殘余應(yīng)力值。
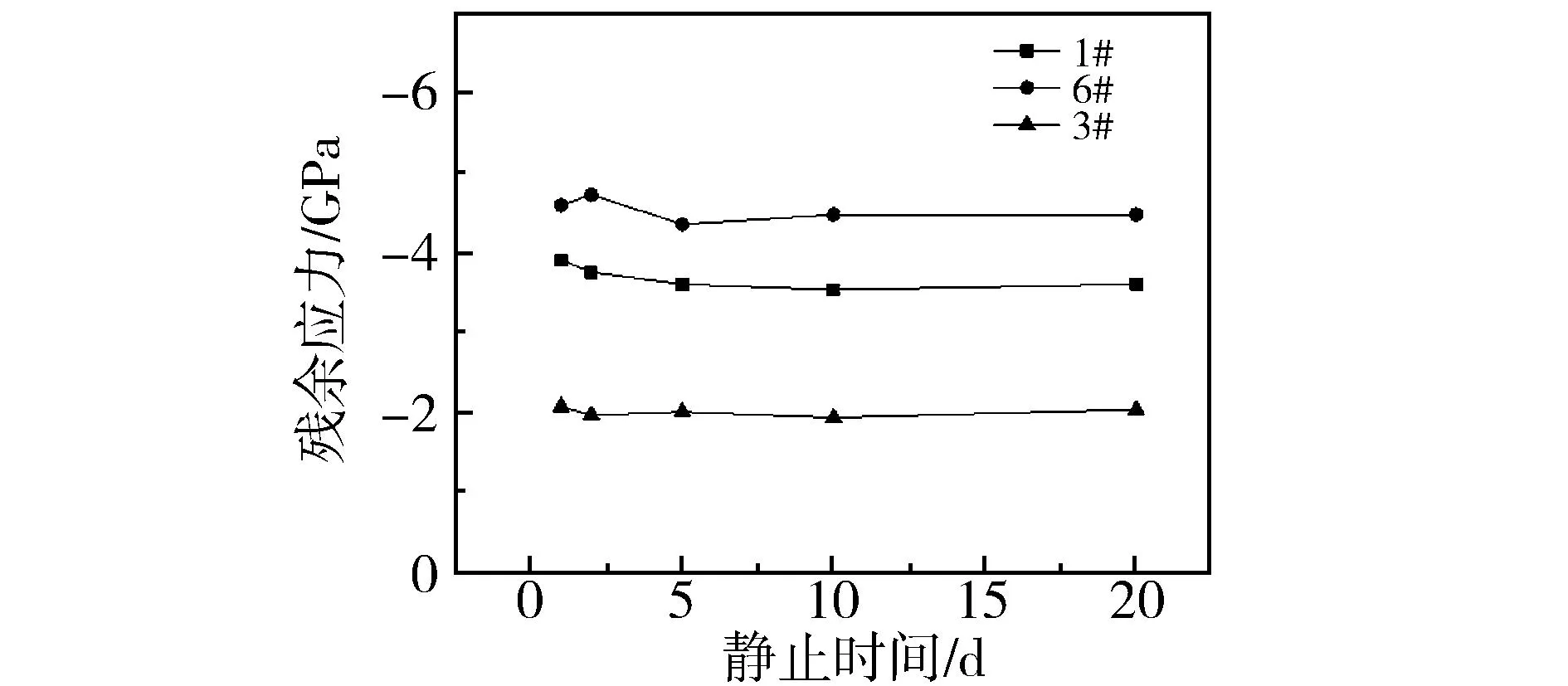
圖5 復(fù)合涂層殘余應(yīng)力隨放置時(shí)間的變化Fig.5 Residual stress of composite coatingswith different standing time
可以看出,盡管在不同試驗(yàn)條件下沉積得到的復(fù)合涂層的殘余應(yīng)力有較大的差距,但對(duì)于單個(gè)樣品來(lái)說(shuō),殘余應(yīng)力處于相對(duì)穩(wěn)定狀態(tài),其數(shù)值只會(huì)在很小的范圍內(nèi)浮動(dòng)。主要是由于涂層在300℃以上的溫度下制備,沉積完成后隨爐冷至室溫,可以認(rèn)為是一個(gè)退火過(guò)程。退火過(guò)程中涂層的部分殘余應(yīng)力得到了有效的釋放,從而使得涂層的殘余應(yīng)力隨時(shí)間變化基本保持穩(wěn)定。
3結(jié)論
本文采用磁控濺射方法制備了不同Ti過(guò)渡層厚度和不同Ti-B-C涂層厚度的復(fù)合涂層,并對(duì)其結(jié)構(gòu)和殘余應(yīng)力進(jìn)行了研究,所得結(jié)論如下。
(1)Ti-B-C涂層主要結(jié)構(gòu)為晶態(tài)的TiB2,涂層沿(001)面擇優(yōu)生長(zhǎng)。
(2)Ti過(guò)渡層的存在可以有效減小復(fù)合涂層中的殘余應(yīng)力,當(dāng)過(guò)渡層沉積時(shí)間為60min時(shí)復(fù)合涂層的殘余應(yīng)力達(dá)到最大。
(3)在本試驗(yàn)條件范圍內(nèi),復(fù)合涂層的殘余應(yīng)力隨Ti-B-C涂層沉積時(shí)間延長(zhǎng)而增加。
(4)復(fù)合涂層內(nèi)的殘余應(yīng)力隨放置時(shí)間的延長(zhǎng)基本不發(fā)生改變。
【參考文獻(xiàn)】
[1]賈娜,張兆好,付廷輝.基于有限元數(shù)值模擬的木工刀具幾何參數(shù)優(yōu)化[J].森林工程,2013,29(5):64-66.
[2]張華.人造金剛石在木工刀具上的應(yīng)用及展望[J].木材加工機(jī)械,2014(4):56-58.
[3]李曉旭,李黎.木工刀具硬質(zhì)合金應(yīng)用現(xiàn)狀和發(fā)展趨勢(shì)[J].林業(yè)機(jī)械與木工設(shè)備,2010,38(8):4-7.
[4]李安海.基于鈦合金高速銑削刀具失效演變的硬質(zhì)合金涂層刀具設(shè)計(jì)與制造[D].濟(jì)南:山東大學(xué),2013.
[5]文志民,陳浩.木工刀具數(shù)字化制造技術(shù)及應(yīng)用[J].林業(yè)機(jī)械與木工設(shè)備,2015,43(11):7-9.
[6]張啟沛,鐘喜春,李春明,等.電弧離子鍍與磁控濺射復(fù)合技術(shù)制備Ti/TiN/TiAlN復(fù)合涂層的組織結(jié)構(gòu)與力學(xué)性能[J].真空科學(xué)與技術(shù)學(xué)報(bào),2015,35(2):195-200.
[7]徐俊華,徐鋒,劉召志,等.基于離子滲鈮過(guò)渡層的金剛石刀具涂層結(jié)合性能研究[J].人工晶體學(xué)報(bào),2014,43(10):2522-2527.
[8]葉育偉,陳顥,王永欣,等.不同過(guò)渡層對(duì)CrCN涂層性能的影響[J].有色金屬科學(xué)與工程,2014,5(6):61-66.
Study on the Residual Stress of Ti-B-CCoatings Used for Woodworking Tools
Xu Shuyan,Xie Yuanzhong,Yang Deling,F(xiàn)ang Haifeng,Chen Chunsheng
(College of Engineering and Technology,Northeast Forestry University,Harbin 150040)
Abstract:TiB2 and C were used as composite target,and M50 steel was used as base material.A series of Ti-B-C composite coatings were deposited by changing the thickness of the transition layer and coatings.The structure of the coatings was tested by XRD,and the curvature method was used to calculate the residual stress of coatings.The results showed that,TiB2 crystals exist in the Ti-B-C coatings,and the mainly preferred growth face was (001) crystal plane.The existence of the transition layer can effectively reduce the residual stress of the composite coatings.With the increase of Ti-B-C coating thickness,the residual stress of the composite coatings increased.With the extension of standing time,the residual stress of composite coating changed little.
Keywords:multi-component coatings;structure;residual stress
中圖分類號(hào):TB 43;O484.4
文獻(xiàn)標(biāo)識(shí)碼:A
文章編號(hào):1001-005X(2016)02-0058-03
作者簡(jiǎn)介:第一徐淑艷,博士,副教授。研究方向:包裝材料。E-mail:xsyhit@126.com
基金項(xiàng)目:黑龍江省自然科學(xué)基金面上項(xiàng)目(E201352);中央高校基本科研業(yè)務(wù)專項(xiàng)資金資助(2572015DY06)
收稿日期:2015-12-09
引文格式:徐淑艷,謝元仲,楊德嶺,等.木工刀具用Ti-B-C涂層殘余應(yīng)力研究 [J].森林工程,2016,32(2):0-0.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語(yǔ)文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語(yǔ)文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
