鐵路混凝土工程鋼筋機械連接的設計及加工工藝控制
2016-04-11 06:32:49鐘志強徐先俊
鐵道建筑 2016年2期
關鍵詞:機械
陳 強,鐘志強,谷 牧,徐先俊
( 1.蒙西華中鐵路股份有限公司,北京 100073; 2.安徽金星預應力工程技術有限公司,安徽合肥 231135; 3.中國鐵道科學研究院鐵道建筑研究所,北京 100081)
?
鐵路混凝土工程鋼筋機械連接的設計及加工工藝控制
陳強1,鐘志強2,谷牧3,徐先俊2
( 1.蒙西華中鐵路股份有限公司,北京100073; 2.安徽金星預應力工程技術有限公司,安徽合肥231135; 3.中國鐵道科學研究院鐵道建筑研究所,北京100081)
摘要:目前鐵路混凝土工程大量采用鋼筋機械連接,取代了傳統的鋼筋焊接連接方式。本文依據“等強度連接”設計原則,選取鐵路混凝土工程常用的φ16,φ25,φ32鋼筋分別代表小、中等及大直徑鋼筋,采用不同的螺紋間距,開展了鋼筋機械連接套筒的優化設計,得出了鋼筋機械連接套筒螺紋規格及相應的尺寸,并進行了鋼筋機械連接試驗組件的加工工藝研究。此外,對連接組件加工過程的常見工藝缺陷給出了處理對策,這對鋼筋機械連接的現場應用具有一定的指導意義。靜力拉伸、高應力反復拉壓、大變形反復拉壓試驗結果表明,該組連接接頭的強度和變形性能均滿足等強度連接的要求,可以用于螺紋規格優選及下階段的疲勞性能試驗研究。
關鍵詞:鋼筋機械連接工藝控制混凝土工程
現澆混凝土施工中,粗鋼筋的連接是最為常見的工藝過程之一。國內外最早都采用傳統的綁扎法,該法具有施工簡便、對工人的技術熟練程度要求低、不受氣候影響等優點,但同時存在浪費鋼材、鋼筋偏心連接會產生附加剪應力等缺點。為解決上述問題,美國、日本、德國在20世紀70年代中期研制出機械連接技術,如冷擠壓連接、錐螺紋連接、直螺紋連接等技術,并制定了相應的國家標準,廣泛應用在公路橋梁、地鐵、核電站等大跨度抗震結構中。
對粗鋼筋而言,機械連接技術已經取代了傳統的焊接綁扎工藝,在公路橋梁、水壩以及大型重點建筑工程中得到了廣泛應用[1-2]。劉永頤等[3]在鋼筋機械連接技術規程編制方面所做出的大量工作引領了中國鋼筋機械連接方式的潮流。中國建科院測試了套筒擠壓接頭的抗疲勞性能與套筒擠壓道次的關系,為套筒擠壓接頭應用到動載結構做出了一定的鋪墊[4]。邢懷念等[5]開展了直螺紋套筒連接性能試驗研究。對于錐螺紋連接技術,江蘇省建科院給出了一系列的螺紋牙距推薦值,并取得了良好的實際效益[6]。在眾多國內外學者試驗、研究成果的基礎上,國內相關部門組織編寫了相應的規范(或規定),作為鋼筋機械連接技術應用的指導性標準[7-9],促進了連接技術的進一步應用。
已有的研究文獻大多以試驗性的探索為主,側重于連接接頭工藝改進[10-11],缺乏系統的理論及試驗研究。近年來鐵路工程大量應用的粗鋼筋均需要采用機械連接技術以保證鋼筋連接的有效性和經濟性。原鐵道部組織編寫了《鐵路混凝土工程鋼筋機械連接技術暫行規定》(以下簡稱《暫規》)[12],開啟了相關規范的完善工作,通過設立科研課題系統研究鐵路混凝土工程用鋼筋機械連接技術。本文基于“等強度連接”原則,開展了連接接頭的優化設計及加工工藝研究,并對常見工藝缺陷提出了處理對策,以利鋼筋機械連接技術在鐵路混凝土工程中的進一步應用。
1鐵路混凝土工程鋼筋機械連接設計
根據螺紋計算力學理論及直螺紋強度、變形、剛度等相關研究成果,依據“等強度連接”的設計原則,結合鐵路混凝土工程用鋼筋的常用種類,選擇鐵路混凝土工程中較為常用的熱軋帶肋鋼筋(以HRB335為例),選取φ16,φ25,φ32這3種直徑,作為小直徑、中等直徑、大直徑鋼筋的代表,介紹鋼筋等強連接的設計計算過程。根據《普通螺紋基本尺寸》( GB /T 196—2003)、《普通螺紋公差》( GB /T 197—2003)中的各種螺距規格,結合混凝土工程鋼筋機械連接接頭常用螺距的市場調查結果,對每一種直徑的鋼筋分別選擇了3種螺距作對比試驗來優選出合理的螺紋規格。φ16的鋼筋及連接接頭螺距為2. 0,2. 5,3. 0 mm,φ25和φ32的為2. 5,3. 0,3. 5 mm。詳細螺紋規格見表1。
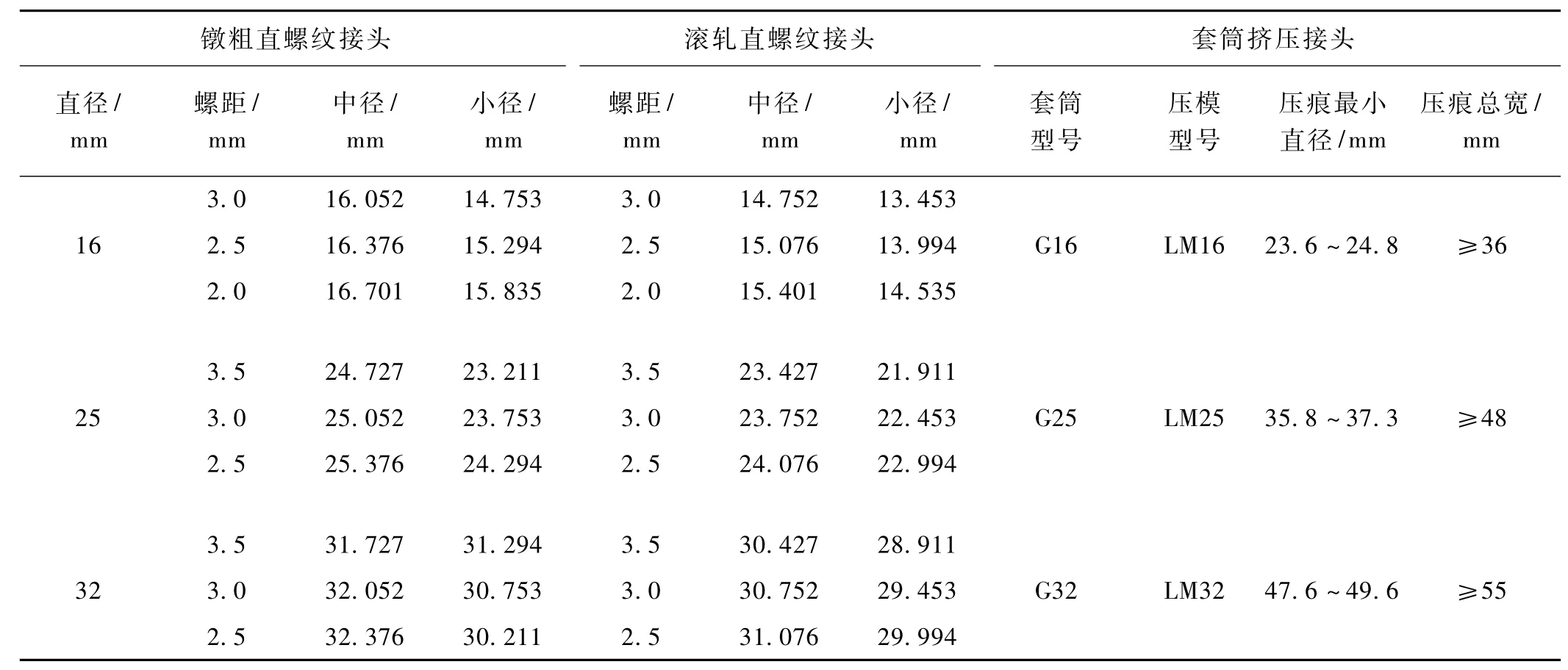
表1鋼筋機械連接試驗試件規格
根據表1中的鋼筋直徑種類及螺距規格,依據《暫規》建議的連接接頭材料力學指標及相關研究文獻,確定螺紋連接接頭材料為45#優質碳素結構鋼,擠壓連接接頭材料為Q235(棒料),其力學性能指標滿足《暫規》要求。45#鋼抗拉強度σgb≥600 MPa,屈服強度σgs≥355 MPa,允許抗剪強度τgf≥178 MPa。HRB335鋼筋的抗剪強度τhf取值為抗拉強度σhb的0. 6~0. 8倍。根據螺紋連接接頭的等強度設計原則,依次確定螺牙牙高,大、中、小徑(基本值及虛擬值),剪切面長度(套筒長度)和連接接頭壁厚,最后進行數據的圓整,從而得出同一種直徑鋼筋適合不同螺距的統一的連接接頭尺寸。其中螺牙剪切面長度L應確保剪切面承受的最大剪切荷載大于鋼筋的理論破斷荷載(剝肋削弱的截面由于冷作硬化產生的強度提高抵消了螺紋加工對截面的削弱作用),即

則

式中:τs為鋼筋的剪切屈服強度,τs= 0. 6σs,σs為鋼筋的屈服強度。
以鋼筋基本大徑為連接接頭內徑(不考慮公差配合偏差),以鋼筋加載至屈服荷載時連接接頭的應力恰好等于屈服強度為原則計算連接接頭壁厚ΔD。

式中: Ds為螺紋虛擬大徑; Ag為鋼筋公稱截面積;σg,σL分別為鋼筋、連接接頭的屈服強度。
需要說明的是,壁厚是指連接接頭加工成型后的壁凈厚度,不包括螺牙本身的高度。這意味著連接接頭加工時,材料的壁厚=凈厚度+螺牙高度。連接接頭長度和壁厚確定后,取安全系數2. 0并將數據圓整后得到的連接尺寸見圖1、表2、表3。
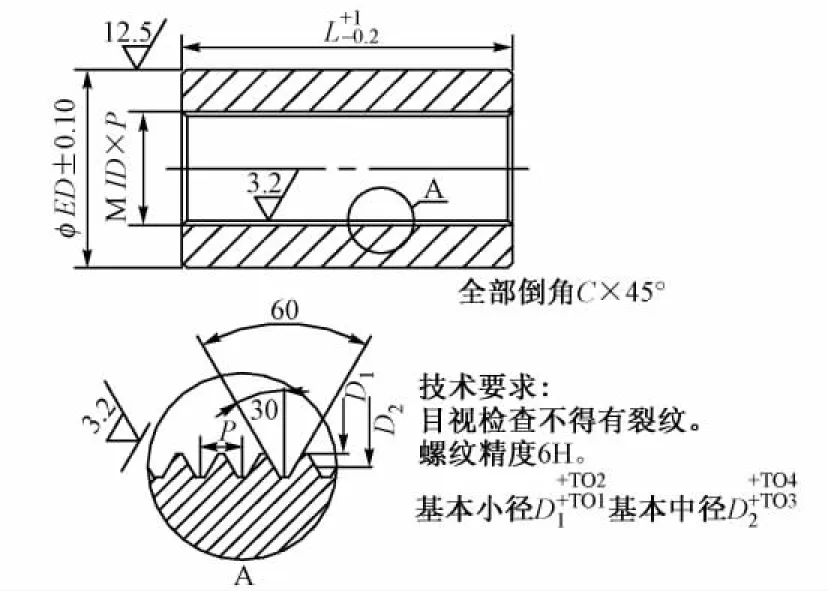
圖1連接接頭

表2最終的連接接頭尺寸規格及詳細尺寸(套筒擠壓接頭)
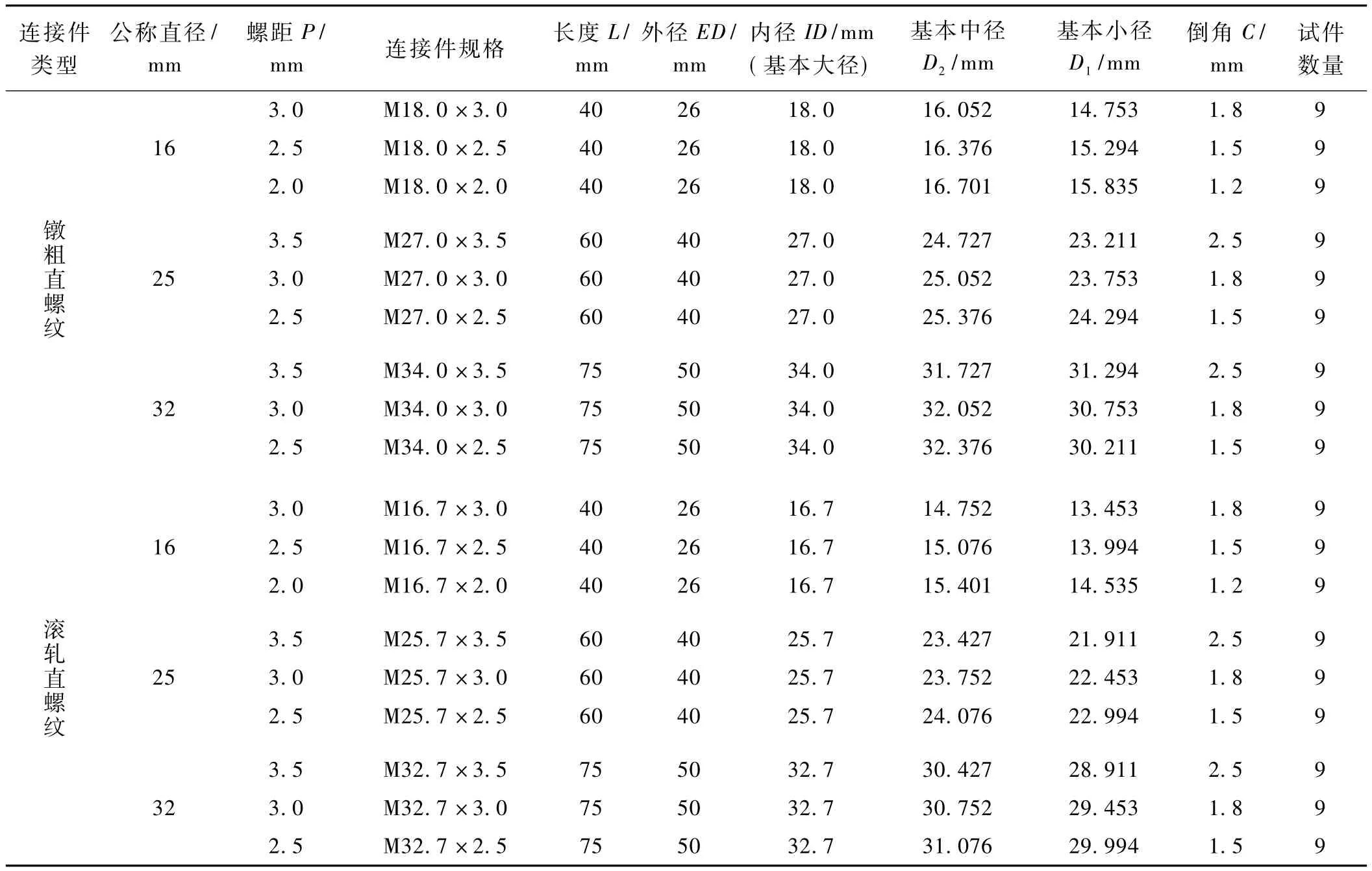
表3最終的連接接頭尺寸規格及詳細尺寸(鐓粗直螺紋及滾軋直螺紋)
2鋼筋機械連接接頭加工工藝試驗及加工質量控制
根據表2、表3中的連接接頭設計尺寸,開展了連接接頭加工工藝及質量控制試驗,并對3種直徑的鋼筋進行了鋼筋—連接接頭組件連接試驗。其加工試驗過程及控制要點分述如下。
2. 1普通帶肋鋼筋機械連接接頭試件加工工藝
2. 1. 1連接接頭的加工過程
1)連接接頭下料。采用帶鋸床下料。
2)端面、外圓加工。將下好的毛坯料夾在數控車床卡盤上,按圖紙長度與外徑尺寸進行車端面以及車外圓加工。
3)螺紋加工。在數控車床上進行接頭的內螺紋加工,按圖紙螺紋大徑、中徑、小徑及6H精度加工。加工過程中檢驗人員采用卡尺進行外徑及套筒長度測量,用相應規格的專用通止塞規進行檢驗,保證鋼套筒的合格率。
2. 1. 2剝肋滾軋直螺紋連接鋼筋接頭螺紋加工試驗
1)鋼筋調直下料。鋼筋下料采用帶鋸床、砂輪機進行,以保證鋼筋端面平整且與鋼筋的軸線垂直。下料過程中發現鋼筋端部有彎曲時,要直接把彎曲部分切斷,保證鋼筋的平直性。
2)鋼筋滾絲。剝肋滾軋直螺紋的螺紋制作主要分為兩個工序:鋼筋切削剝肋;滾軋螺紋。兩道工序在同一臺設備(剝肋滾絲機)上一次完成。①切削剝肋工序:將機頭前端的切削刀具按鋼筋規格與相對應的剝肋光圓尺寸調整到預定位置,用4個鎖緊螺母固定,并在加工過程中經常用卡規檢查剝肋光圓尺寸,一旦發現超差及時糾正。②螺紋滾軋工序:機頭中換上與加工規格(螺距)一致的滾絲輪,松開機盒后端的螺母,調整滾絲輪之間的間距使其達到預定位置,將機盒后端的螺母擰緊,防止在滾軋過程中滾絲輪之間的間距發生變化。剝肋滾軋直螺紋現場質量控制的核心是絲頭加工質量的控制。加工絲頭檢驗主要有三個要素:剝肋光圓尺寸(用卡尺進行測繪) ;螺紋牙型、螺紋中徑尺寸(用相應規格的專用環通止規進行檢驗) ;螺紋加工長度(用卡尺測繪,有效螺紋長度為螺紋接頭套筒的一半,公差為2P,P為螺距)。
3)絲頭保護。用套筒保護蓋對加工后的絲頭進行保護,防止螺紋被磕碰,導致無法擰入套筒。
4)鋼筋接頭連接。連接鋼筋時,鋼筋絲頭規格和套筒的規格必須一致,并在連接前用空氣壓縮設備將鋼筋絲頭及套筒絲扣用高壓氣體沖洗干凈;將鋼筋絲頭與鋼套筒連接,用管鉗工作扳手將連接接頭擰緊并用扭矩扳手校核擰緊扭矩值。擰緊扭矩值應符合《暫規》要求。
2. 1. 3鐓粗直螺紋連接鋼筋接頭加工試驗
1)鋼筋端部鐓粗工藝。①將高壓油泵與鐓粗設備連接,并在鋼筋鐓粗設備上安裝、放置相應規格的鐓粗頂桿及擠壓模塊,開動油泵空載運行2次。②開動油泵,擠壓缸前行,擠壓模將鋼筋加緊進行鐓粗,鐓粗尺寸靠油壓控制。φ16鋼筋油壓為12 MPa,φ25鋼筋為28 MPa,φ32鋼筋為35 MPa。同時使用卡尺測量鋼筋端部鐓粗后的直徑,當直徑超差時,適當調整油壓。
2)絲頭加工。《暫規》規定可以采用鋼筋套絲機對不同直徑的鋼筋鐓粗段進行螺紋加工。試驗過程中當采用套絲機進行鐓粗段絲頭螺紋加工時,由于鋼筋本身橫、縱肋的存在,很容易出現絲頭螺紋不均勻、不飽滿的現象(見圖2)。改用滾絲機來加工鐓粗段同樣存在螺紋不均勻、不飽滿現象。經過多次試驗,確定采用車床加工鐓粗段螺紋。

圖2螺牙不飽滿、不均勻現象
2. 1. 4擠壓套筒連接接頭試件加工工藝
1)先把相應規格的擠壓模安放在擠壓機上,將高壓油泵與擠壓機相連,并進行試壓。

圖3鋼筋連接絲頭加工問題示例
2)連接鋼筋(鋼筋的下料與調直工藝同前)時,將鋼筋端部的銹皮、油污等清理干凈,并設定位標志和檢查標志。定位標志距鋼筋端部的距離為套筒長度的1 /2,檢查標志應設置在定位標志外側,距定位標志15 mm處。
3)將鋼筋與擠壓套筒進行試套,當鋼筋縱肋過高影響插入時,更換其他鋼筋進行試套,取都能套入套筒的鋼筋進行擠壓。
4)套筒表面沿長度方向標有清晰均勻的擠壓標志,中部兩條的距離應不小于20 mm。
5)開啟高壓油泵進行擠壓。擠壓操作時規定鋼筋端頭離套筒中心線長度不超過10 mm,這是為保證鋼筋插入深度的要求,此外可防止第一道壓痕超過鋼筋端部影響接頭質量。
2. 2鋼筋機械連接絲頭加工過程中常見質量問題及
對策
1)在鐓粗φ16鋼筋端部過程中容易出現擠扁、擠歪等現象(鋼筋的鋼度偏弱,見圖3( a) )。表面尺寸偏向單邊的偏差較大,給車螺紋加工帶來了一定的困難。采用改進的擠壓頭,較好地改善了擠偏現象。
2)φ16鋼筋絲頭在旋入套筒后,由于鋼筋較細,又必須達到規定的扭力值,很容易出現試件存在折角的現象。采用固定架結合虎鉗限制連接接頭的擺動距離,能夠較好地保證連接接頭試件的直線度。
3)在滾軋φ16鋼筋端部絲頭時,由于鋼筋較細且固定架與剝肋刀口有20 cm的距離,因此在剝肋滾軋螺紋的過程中,出現絲頭的中心與鋼筋軸線不在同一直線上的現象。通過在固定架上添加加長型夾緊套,以增加鋼筋剛度,能夠保證試件絲頭與母體的同軸度。
4)用套絲機加工鐓粗段直螺紋時,螺紋不均勻、不飽滿,尺寸不易控制,套出來的螺紋外徑有超差現象,螺紋與套筒不匹配,極難擰入套筒。采用車床加工鐓粗段較好地解決了這一問題,但施工現場的操作性較差。
5)在車床上加工鐓粗段直螺紋,在夾緊過程中由于鋼筋縱橫肋的存在,不容易對中,車加工出來的螺紋存在偏心現象。現場應嚴格控制鐓粗段的筆直性和橫肋的均勻性,保證鐓粗段的質量。
6)在滾軋φ32,3. 5 mm螺距鋼筋端部直螺紋時,出現螺紋爛牙現象(圖3( b) ),且調試滾絲輪Ⅰ難以根治,因此不推薦此螺距。
7)由于套筒內徑尺寸與鋼筋外徑偏差很大,造成帶肋鋼筋擠壓試件在加工時容易擠偏和彎曲(圖3( c) )。采用固定架輔以虎鉗限制鋼筋接頭,確保虎鉗與固定架的對中,控制擠壓油壓,確保連接接頭試件的直線度。
8)在滾軋φ16,1. 5和3. 5 mm螺距鋼筋端部直螺紋時,螺紋之間交錯,均看不到完整的螺紋。試件加工前通過調試滾絲輪,雖有所改善,但是螺牙破壞嚴重,故不推薦此兩種螺距。
9)鋼筋直螺紋滾絲機在加工絲頭時,尺寸不容易控制,需要頻繁調試才能找出合適的尺寸,造成材料浪費嚴重。建議在現場施工過程中,一種規格的螺紋在調整好滾絲輪、確保螺紋尺寸后不再調整。當滾絲輪磨損嚴重時,應及時更換并調整尺寸。
10)鋼筋直螺紋滾絲機加工的絲頭,其鋼筋端部有一部分螺紋高出鋼筋端面,在旋入套筒后,中間僅靠凸起的一圈接觸,影響試件的整體性。可采用磨光機將凸起部分磨平解決此問題。
3鋼筋機械連接靜力性能試驗結果及分析
靜力拉伸試驗、高應力反復拉壓試驗、大變形反復拉壓試驗的結果表明,3種形式的機械連接接頭,除鐓粗直螺紋連接M34×2. 5的接頭不滿足《暫規》外,其它規格機械接頭的抗拉強度和斷后伸長率均能達到預期值,能夠達到等強連接。
在非彈性變形指標方面,不同形式的鋼筋直螺紋接頭存在差別,滾壓直螺紋接頭的非彈性變形性能明顯優于鐓粗直螺紋接頭,且直螺紋連接的非彈性變形性能優于擠壓套筒連接接頭。圖4—圖6為部分試驗結果典型曲線。
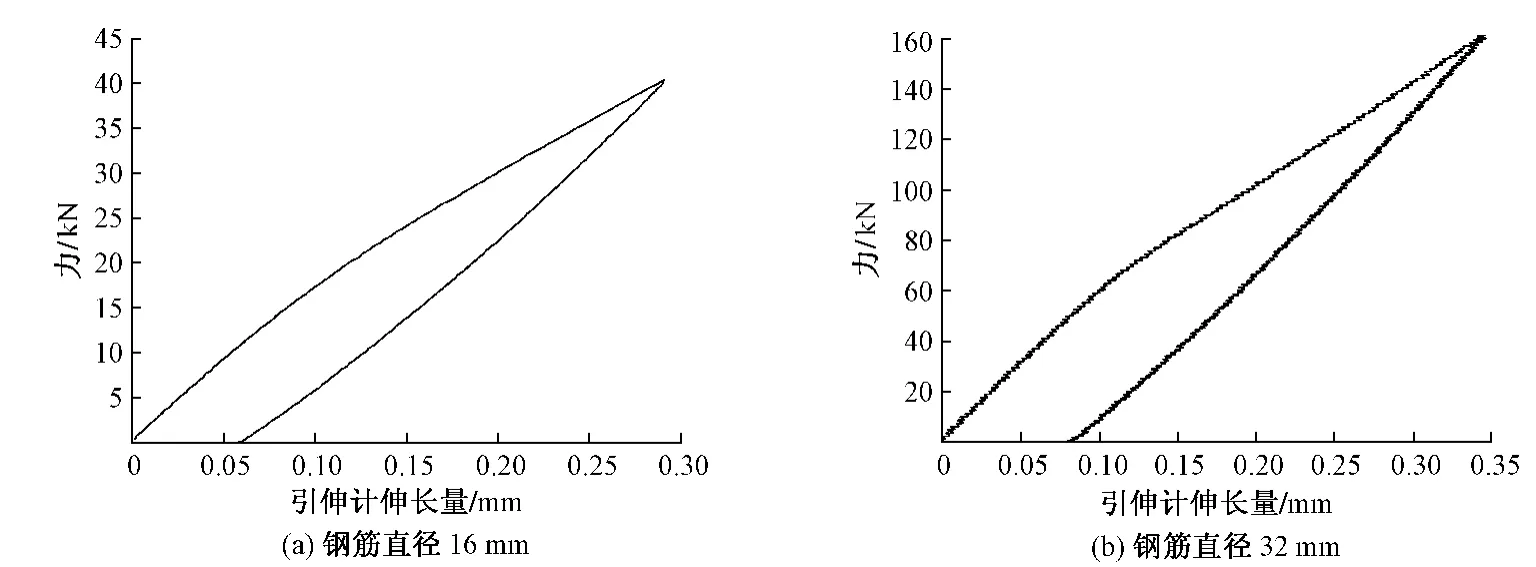
圖4擠壓套筒連接接頭單向拉伸荷載—變形典型曲線

圖5鐓粗直螺紋連接接頭高應力反復荷載—變形典型曲線
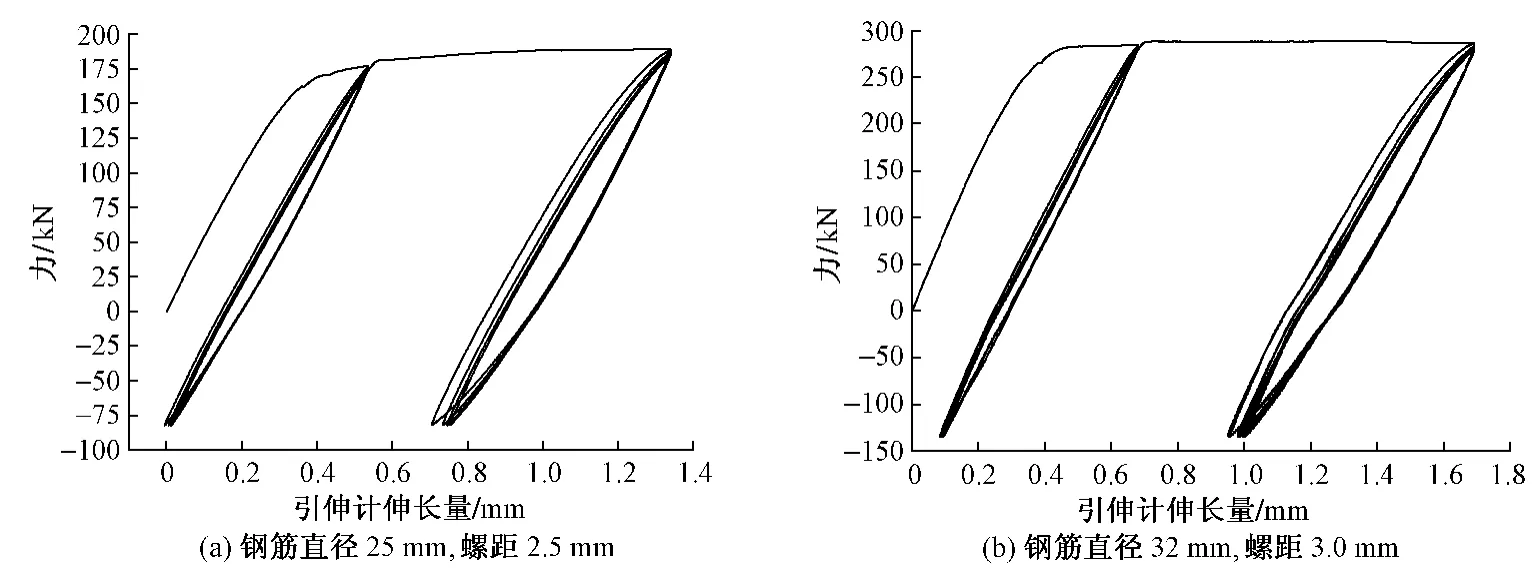
圖6滾軋直螺紋連接接頭大變形反復荷載—變形典型曲線
4 結論
根據鋼筋機械連接的“等強度設計”原則、《暫規》規定的連接接頭材料力學性能及調查結果,確定了螺紋連接接頭的材料類型,依據等強直螺紋連接接頭設計原則和選定的鋼筋直徑種類,開展了連接接頭設計優化研究。靜力學型式檢驗結果表明連接接頭規格滿足《暫規》技術要求。根據《暫規》中的指導性工藝,開展了連接接頭加工及螺紋連接工藝的試驗研究,對加工過程中可能的工藝缺陷提出了改進措施,對鋼筋機械連接的進一步推廣應用具有一定的指導意義。
參考文獻
[1]王治群.鋼筋直螺紋連接技術在橋梁工程中的應用[J].湖南交通科技,2005( 3) : 59-62.
[2]龔萬江,劉維娟.用于土木工程中的鋼筋機械連接技術[J].交通科技,2005( 3) : 107-108.
[3]劉永頤,徐有鄰.鋼筋等強直螺紋連接[J].施工技術,1998 ( 6) : 30-31.
[4]中國建筑科學研究院結構所.帶肋鋼筋套筒連接擠壓接頭性能研究[J].施工技術,1994( 6) : 6-8.
[5]邢懷念,張小鵬,劉增利,等.鋼筋滾軋直螺紋套筒連接性能試驗研究[J].工業建筑,2009,39(增) : 846-849.
[6]陶詠,劉曉章.鋼筋錐螺紋連接接頭螺紋牙距研究[J].建筑機械化,1999( 1) : 33-34.
[7]中華人民共和國住房和城鄉建設部.JGJ 107—2010鋼筋機械連接技術規程[S].北京:中國建筑工業出版社,2010.
[8]中華人民共和國建設部.JGJ 108—1996帶肋鋼筋套筒擠壓連接技術規程[S].北京:中國建筑工業出版社,1996.
[9]中華人民共和國建設部.JGJ 109—1996鋼筋錐螺紋接頭技術規程[S].北京:中國建筑工業出版社,1996.
[10]吳弘,孫廣垠.淺析鋼筋連接的發展及其在施工中的質量控制[J].科技情報開發與經濟,2007( 4) : 262-263.
[11]鄭文俊,潘江波,寧英杰,等.鋼筋機械連接質量問題原因分析及處理措施[J].交通標準化,2009( 10) : 174-176.
[12]中華人民共和國鐵道部.鐵建設[2010]41號鐵路混凝土工程鋼筋機械連接技術暫行規定[S].北京:中國鐵道出版社,2010.
(責任審編李付軍)
Design and construction technology control of mechanical connection of steel bars in railway concrete engineering
CHEN Qiang1,ZHONG Zhiqiang2,GU Mu3,XU Xianjun2
( 1.Mengxi-Huazhong Railway Co.,Ltd.,Beijing 100073,China; 2.Anhui Jinxing Prestressed Engineering Technology Co.,Ltd.,Hefei Anhui 231135,China; 3.Railway Engineering Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
Abstract:M echanical connection of bars which has replaced conventional welded connection is extensively applied in railway concrete engineering.Based on“equal-strength connection”principle,the optimization design of bar mechanical connection was carried out,and commonly used φ16,φ25 and φ32 bar diameters were selected to represent small,medium and large diameter bars.T hread size and corresponding mechanical connection dimensions were obtained.Construction technical control of mechanical connection of bars was researched and treatment measures of common technological flaws were provided.It should be of great guiding significance to in-situ application.Results of static tensile tests,repeated tensile and compressional tests at high stress level or at large deformational condition proved that static strength and deformation performance of mechanical connection were qualified with codes,and should be used for further thread size optimization and fatigue performance tests.
Key words:Bars; M echanical connection; T echnical control; Concrete engineering
文章編號:1003-1995( 2016) 02-0146-06
作者簡介:陳強( 1972—),男,教授級高工,工學博士。
基金項目:南廣鐵路公司科技研究開發計劃(南廣合201107號)
收稿日期:2015-10-13;修回日期: 2015-10-29
中圖分類號:TU511.3+3
文獻標識碼:A
DOI:10.3969 /j.issn.1003-1995.2016.02.35
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09