汽車車架縱梁試制工藝研究
2016-04-11 00:57:05張杰
汽車實用技術 2016年2期
張 杰
(安徽江淮汽車股份有限公司,安徽 合肥 230601)摘 要:文章主要論述了汽車新產品開發(fā)過程中,車架縱梁從成型到焊接的工藝以及車架矯正的方法。關鍵詞:縱梁;成型工藝;焊接工藝;火焰矯正中圖分類號:U468.2 文獻標識碼:A 文章編號:1671-7988(2016)02-88-02
?
汽車車架縱梁試制工藝研究
張 杰
CLC NO.: U468.2 Document Code: A Article ID: 1671-7988(2016)02-88-02
10.16638/j.cnki.1671-7988.2016.02.032
引言
當前,新品開發(fā)是汽車行業(yè)發(fā)展的重點,為了首臺樣車快速有效的試制,通常把焊接取代鉚接。而這些構件在焊接過程中都會存在不同程度的焊接變形問題,若不及時矯正焊接變形,不僅會影響產品的質量,更會嚴重影響甚至降低安全和可靠性。對于鋼結構焊接的不同變形,普遍應用的矯正方法有人工矯正、機械矯正、火焰矯正和綜合矯正。機械矯會受設備和現場生產條件制約。火焰矯正采用氣焊焊炬,方法簡單,機動靈活,也不需專門設備,因此被廣泛應用。本文將對矩形無縫鋼管在制作車架縱梁過程中從施工工藝、焊接變形到火焰矯正等進行分析。
如采用規(guī)格100mmx50mmx4mm矩形無縫鋼管制作車架縱梁。而在整個車架的試制過程中難度最大的莫過于是車架縱梁成型的問題。
焊接可使縱梁快速成型,只要是焊接就會存在焊接變形,如果焊接變形超過設計要求不予以矯正,則不僅影響整車部件的安裝,還會降低行車的安全可靠性。焊接變形超過設計允許變形范圍的,就應設法進行矯正,使其達到符合產品質量的要求。本文主要對車架縱梁從施工工藝、焊接變形到火焰矯正等進行研究。
1、成型工藝
1.1 放樣下料
為了縱梁成形精準,先利用三維軟件對縱梁數模進行修改展開,然后用激光切割設備進行切割加工成圖1形狀,另外再設計切割出四塊扇形鋼板料厚為4mm如圖2形狀。在原矩形管材上切割兩塊長、寬、高分別是88mm x 50mmx8mm型材,按照縱梁成型樣板制成弧狀備用。
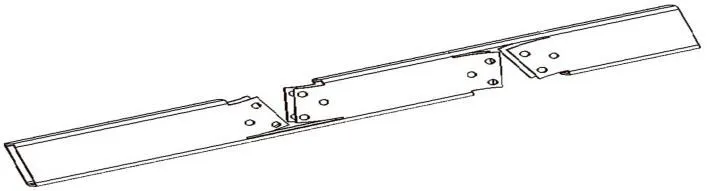
圖2 縱梁激光切割加工完成后的示意圖
1.2 成型
先將4塊扇形鋼板按照形狀、尺寸插入切割好的縱梁開口處,用CO2氣體保護焊從外面將一側的3個φ12mm的孔進行塞焊使其牢固的緊貼在縱梁內側,然后將其彎曲定位,用樣板進行校核無誤時,再對另一側的3個φ12mm同樣采取塞焊進行焊接固定。最后將已經彎曲成型好的兩個小件用CO2氣體保護焊進行點焊固定到縱梁上。見圖3中的4所指示。
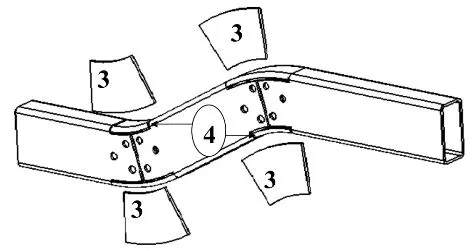
圖3 成型后的縱梁示意圖
2、焊接工藝措施
2.1 反變形法
反變形法是事先估計好焊接結構變形的大小和方向,然后在組合(點固焊)時給予一個相反方向的變形來抵消焊接變形,這是使焊后構件保持設計要求的一種工藝方法,也是車架生產中較常用的一種控制變形方法。
2.2 剛性固定法
當不便采用反變形時,將零部件加以固定來限制焊接變形。車架生產中普遍采用焊接夾具定位和緊固,裝夾的剛度越大,變形越小。
2.3 縱梁在焊接時即采用反變形法
采取了剛性固定法見圖4所示。
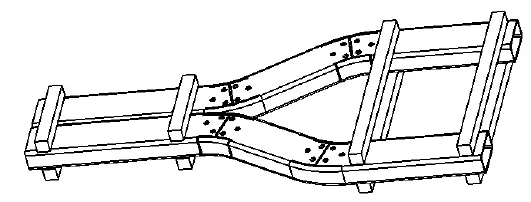
圖4 縱梁反變形和剛性固定示意
因焊接變形影響因素很多,包括焊接順序、拘束度、焊接條件和接頭特征等,焊接手冊中的變形估算公式及有關圖表只能提供一個大致數值,有關變形量的確定可以參考文獻。在實際生產的工藝規(guī)范和相同條件下通過試驗來實測確定,再根據所得數據確定反變形量,并在焊胎制造中應用,可獲得比較好的效果。
2.4 合理施焊
CO2氣體保護焊與其它電弧焊相比,具有生產率高、焊接成本低、能耗低、適用范圍廣、抗銹能力強、焊后無須清渣等優(yōu)點,CO2氣體保護焊電弧熱量集中,加熱面積小,以及CO2氣流的冷卻作用,所以,工件的焊接變形也較小。此外,在焊接時適當降低規(guī)范,選用較低的線能量,可以有效地防止焊接變形,但線能量不能過低,否則影響焊接質量。
2.5 合理的焊接順序
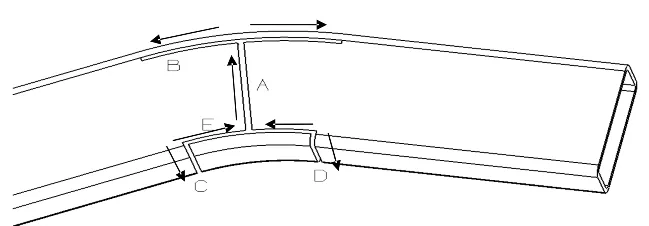
圖5 縱梁焊接順序和焊接方向示意圖
焊接順序對焊接結構的變形有很大影響。焊接順序合理,焊接變形可以通過自由收縮,互相抵消;焊接順序不合理,焊接變形將互相疊加。為便于控制焊接變形,盡量采用對稱焊接,以使焊縫引起的變形相互抵消。焊縫不對稱的,先焊焊縫少的一側,因為焊縫越長,變形越大,先焊焊縫少的一側,可以增大焊縫多的一側施焊時焊件的結構剛度和反變形能力。
縱梁S彎處采用的是CO2氣體保護焊進行焊接,焊接順序是A、B、C、D、E,焊接方向如示意圖5所示。
3、矯正焊接變形工藝
3.1 機械方法矯正
就是利用機械力或人力的作用來校正變形。常用壓力機、碾壓機、拉緊螺栓、千斤頂、手錘等將尺寸縮短的部分伸展,使之與長尺寸部分相適應,從而恢復到所需要的形狀。該方法適用于塑性較好的薄板和梁柱等結構。對重要的焊接結構和用合金鋼制成的焊接結構采用此法校正后應仔細檢查校正處有無裂紋。
3.2 加熱方法矯正
加熱法是利用不均勻加熱引起的變形來矯正焊接結構上產生的變形。加熱矯正時要注意一下幾點。1、用氧乙炔中型火焰加熱。2、被矯正材料的性質(如含碳量、合金元素含量力學性能等)。3、火焰矯正過程中需要錘擊配合時,要用木錘錘擊同時還需要注意錘擊力度。4、火焰矯正變形前,應視變形的情況擬定火焰加熱的位置和加熱的步驟。5、常用矯正變形的加熱方法有:點狀加熱法,三角形加熱法,熱、水、力混合使用法。
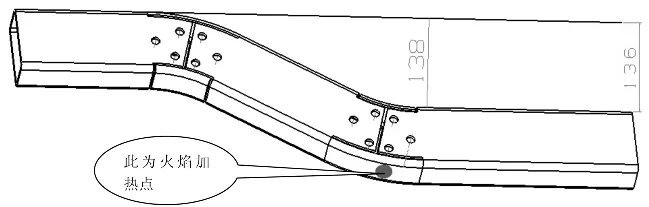
圖6 縱梁焊接冷卻后的尺寸誤差以及火焰矯正加熱點示意圖
縱梁由于采用了上面講述的,如反變形法和剛性固定法加CO2氣體保護焊焊接法,焊完冷卻到常溫下變形量很小,結果跟設計要求的參數只相差2mm見圖(6),由于缺少相適應的壓力機于是采用了火焰點狀加熱和水的混合使用法對已變形的縱梁進行矯正,然后再次進行測量已經完全符合到設計要求的尺寸。一次性校正成功。
4、結論
綜上所述,車架在制造過程中,焊接變形是不可避免的,只能采取有效的設計和工藝措施控制焊接變形,并對超出公差要求的焊接變形,要進行矯正,才能達到車架強度、使用性能及經濟性能的要求。實際生產中,只有對焊接進行全過程控制,才能更有效控制車架的焊接變形,達到保證車架尺寸精度和裝配要求的目的。實踐證明,多數焊接變形的構件是可以矯正的。矯正的方法都是設法造成新的變形來達到抵消已經發(fā)生的變形。
參考文獻
[1] 陳裕川.鋼制壓力容器焊接工藝(第二版)北京:機械工業(yè)出版社.2007.6 .4頁.
[2] 劉云龍. 袖珍焊工手冊.北京:機械工業(yè)出版社.2006.7. 890頁.
[3] 鄧洪軍.焊接結構生產.北京:機械工業(yè)出版社.2004.1:22—31.
測試試驗
(安徽江淮汽車股份有限公司,安徽 合肥 230601)
摘 要:文章主要論述了汽車新產品開發(fā)過程中,車架縱梁從成型到焊接的工藝以及車架矯正的方法。
關鍵詞:縱梁;成型工藝;焊接工藝;火焰矯正
中圖分類號:U468.2 文獻標識碼:A 文章編號:1671-7988(2016)02-88-02
Chassis frame longeron production process research
Zhang Jie
( Anhui jianghuai Automobile Co., Ltd., Anhui Hefei 230601 )
Abstract:This paper mainly discusses the automobile product development process,frame longitudinal beam from the molding to the welding process and the method of frame correction.
Keywords:longitudinal beam; molding process; welding process; flame correction
作者簡介:張杰,就職于安徽江淮汽車股份有限公司技術中心。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39