短圓弧大直徑零件型面的精確測(cè)量
2016-04-06 08:07:56李長(zhǎng)映中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)集團(tuán)有限責(zé)任公司遼寧沈陽110043
中國新技術(shù)新產(chǎn)品 2016年3期
李長(zhǎng)映(中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司,遼寧 沈陽 110043)
?
短圓弧大直徑零件型面的精確測(cè)量
李長(zhǎng)映
(中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司,遼寧 沈陽 110043)
摘 要:筆者結(jié)合自己多年航空發(fā)動(dòng)機(jī)工裝制造工藝和測(cè)量方面的經(jīng)驗(yàn),結(jié)合具體問題的詳細(xì)分析,對(duì)短圓弧大直徑零件型面的精確測(cè)量方法進(jìn)行總結(jié),希望能夠?yàn)橄嚓P(guān)單位的人員以幫助和啟示。
關(guān)鍵詞:短圓弧;直徑;精確測(cè)量
1 概述
航空發(fā)動(dòng)機(jī)零部件的加工,為了保證其質(zhì)量和生產(chǎn)效率,普遍采用工裝加工和測(cè)量。由于航空發(fā)動(dòng)機(jī)零部件回轉(zhuǎn)體較多,很多工裝(測(cè)具和夾具)設(shè)計(jì)都會(huì)采用圓弧面(很少有整圓)作為定位基準(zhǔn)。加工的工藝上,基本采用車、磨回轉(zhuǎn)加工方法,或者采用數(shù)控銑、數(shù)控光學(xué)曲線磨床加工。前者可以通過整體加工(或者增加通過回轉(zhuǎn)中心的對(duì)塊),測(cè)量整個(gè)圓的直徑,合格后再進(jìn)行切開獲得需要的圓弧型面。這種加工方法,可以在加工工序中進(jìn)行精確測(cè)量。后一種加工方法,以及將加工合格的零件圓弧型面組裝后,如果圓弧型面的圓心角小于15度(俗稱“短弧大R”),圓弧型面直徑的準(zhǔn)確測(cè)量將非常困難。
2“短弧大R”直徑的準(zhǔn)確測(cè)量困難的原因分析
測(cè)量圓弧直徑尺寸的方法一般可以采用“弓高弦長(zhǎng)法”。通常可以使用兩圓器在平板上測(cè)量,或者選用“萬能工具顯微鏡”測(cè)量,圓弧的某一部分弦長(zhǎng)以及對(duì)應(yīng)的弓高,利用“勾股定理”計(jì)算直徑尺寸。但是,由于測(cè)量誤差的存在,通過測(cè)量值計(jì)算出來的圓弧直徑誤差會(huì)非常大。例:R300零件,按理論計(jì)算弦長(zhǎng)20計(jì)算,弦高0.66741。如果實(shí)際檢測(cè)弦高誤差0.001mm,返算R299.55174;弦高誤差0.002mm,返算R299.10426。可見,這種方法測(cè)量出來的直徑誤差非常大。
3 精確測(cè)量方法介紹
因?yàn)槿魏我环N測(cè)量設(shè)備和手段,測(cè)量誤差都存在。目前國際上最精確的三坐標(biāo)測(cè)量機(jī)的示值誤差E值≤(0.4+L/1000)μm,普通2級(jí)精度的平板、方箱、正弦規(guī)、量塊測(cè)量誤差5μm左右。對(duì)于“短弧大R”型面,絕對(duì)精確的測(cè)量幾乎是無法實(shí)現(xiàn)的,所謂精確測(cè)量,是指重復(fù)測(cè)量誤差小于零件直徑公差1/3。
3.1利用“萬能工具顯微鏡”判定直徑是否符合
工件實(shí)際弦高與計(jì)算之差,小于圖紙給定公差的一半判定R尺寸為合格。由于“萬能工具顯微鏡”的示值誤差E值≤(1+L/100)μm,人為視覺測(cè)量誤差小于1μm。一般“短弧大R”型面的直徑公差大于等于5μm,這種方法測(cè)量的重復(fù)性滿足公司企業(yè)標(biāo)準(zhǔn)測(cè)量系統(tǒng)誤差小于零件公差1/3的規(guī)定。
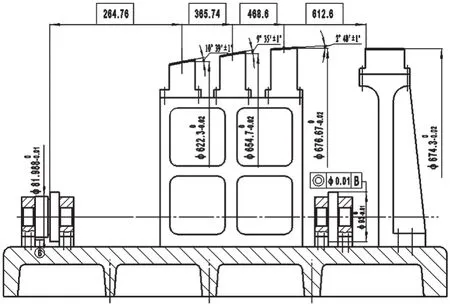
圖1
3.2利用三坐標(biāo)測(cè)量機(jī)測(cè)量
3.2.1圓柱型面測(cè)量。找正A-A剖面左側(cè)基面,并作為Y軸原點(diǎn)。在被檢測(cè)型面上(B基準(zhǔn)R389.55±0.01)利用曲面點(diǎn)功能,通過調(diào)整找出,X軸距離為被檢測(cè)圓弧型面弦長(zhǎng)一半,Z軸等高的兩個(gè)特殊點(diǎn)A、B。根據(jù)A、B兩點(diǎn)X軸實(shí)際距離確定R中心線(根據(jù)圓上任意弦的垂直平分線通過圓心的數(shù)學(xué)定理),利用勾股定理,計(jì)算出弦高,確定R中心位置,將坐標(biāo)Z原點(diǎn)移動(dòng)至R中心。反測(cè)R389.55是否符合公差要求。
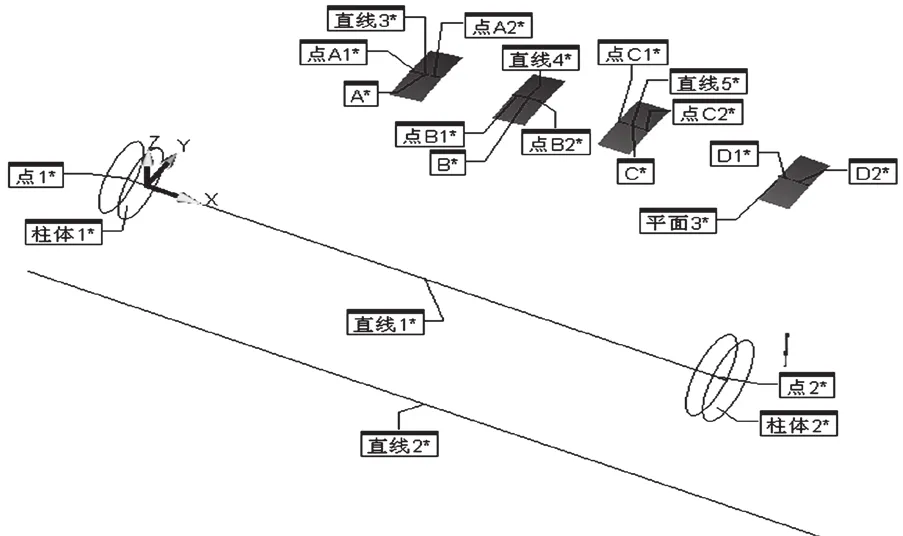
圖2
3.2.2圓錐型面測(cè)量直徑測(cè)量。盡管三坐標(biāo)測(cè)量軟件提供了測(cè)量圓錐、圓柱、圓的通用測(cè)量程序模塊,但對(duì)于小于1/2圓的情況,無法得到最后的準(zhǔn)確測(cè)量結(jié)果,計(jì)算機(jī)對(duì)于采樣點(diǎn)的坐標(biāo)進(jìn)行數(shù)學(xué)計(jì)算過程發(fā)生錯(cuò)誤,導(dǎo)致測(cè)出結(jié)果偏差極大。這就限制了此工件不可用測(cè)圓錐模塊對(duì)短錐面測(cè)量。在反復(fù)實(shí)踐對(duì)各種檢測(cè)方法的比較后,我得出了兩種可行方案,方案一:通過自動(dòng)特征曲面點(diǎn)功能先計(jì)算出錐面上各交點(diǎn)的理論矢量(I、J、K)方向,再通過測(cè)量目標(biāo)位置臨近三點(diǎn)來確定該點(diǎn)的實(shí)際矢量方向,該方法是一種逐步逼近的方法,需更改目標(biāo)矢量方向,反復(fù)測(cè)量多次,直至達(dá)到理想狀態(tài)。方案二:先在UG軟件中畫出短錐面模型,后將其導(dǎo)入到PC-DMIS中,通過工件坐標(biāo)系的建立,將CAD模型與工件聯(lián)系起來,從數(shù)模上采點(diǎn)獲取目標(biāo)點(diǎn)的理論值,通過自動(dòng)特征矢量點(diǎn)驅(qū)動(dòng)測(cè)量實(shí)測(cè)點(diǎn),而后將理論值與實(shí)測(cè)值進(jìn)行比較,得到所需坐標(biāo)方向的偏差。
以上兩種方法均需在建立正確、合適的坐標(biāo)系前提下實(shí)現(xiàn),角度測(cè)量也相同。下面以方案二為例作以簡(jiǎn)要說明。首先,新建測(cè)量程序,因在測(cè)量圓柱過程中需多次旋轉(zhuǎn)測(cè)頭,要注意測(cè)頭角度的選取。將CAD模型以IGS格式導(dǎo)入,找平底面為基準(zhǔn)平面,測(cè)量串距基準(zhǔn)面,再測(cè)兩圓柱,旋轉(zhuǎn)側(cè)基面為X軸,基準(zhǔn)圓柱Φ81.988 為Y、Z軸原點(diǎn),串距基面為X軸原點(diǎn),CAD=PART,建立工件坐標(biāo)系。然后,評(píng)價(jià)Φ93圓柱的位置度即為兩圓柱的同心度。打開自動(dòng)特征矢量點(diǎn),從數(shù)模上選點(diǎn)A、B、C、D為目標(biāo)點(diǎn),獲取標(biāo)稱值后,自動(dòng)測(cè)量上述點(diǎn),評(píng)價(jià)各點(diǎn)Z方向偏差,再從數(shù)模每段錐中心剖面線上選取兩點(diǎn),如上自動(dòng)測(cè)量后,將其連線評(píng)價(jià)角度。
參考文獻(xiàn)
[1]《機(jī)械設(shè)計(jì)手冊(cè)》聯(lián)合編寫組.機(jī)械設(shè)計(jì)手冊(cè)[M].北京:化學(xué)出版社,1979. [2]《UG NX 7.5完全自學(xué)手冊(cè)》博創(chuàng)設(shè)計(jì)坊組.北京:機(jī)械工業(yè)出版社,2010.
[3]《幾何量計(jì)量》聯(lián)合編寫組.北京:原子能出版社,2002.
中圖分類號(hào):TB921
文獻(xiàn)標(biāo)識(shí)碼:A