鉬粉燒結體高壓扭轉成形過程的數值模擬
2016-04-01 08:03:01舒建訊關志軍王振寧
重型機械 2016年3期
舒建訊,李 健,關志軍,譚 凱,王振寧,王 佳
(西北工業大學,陜西 西安 710072)
鉬粉燒結體高壓扭轉成形過程的數值模擬
舒建訊,李 健,關志軍,譚 凱,王振寧,王 佳
(西北工業大學,陜西 西安 710072)
高壓扭轉成形產生劇烈的塑性變形,有利于燒結體致密化,不同的工藝參數下材料的變形不同,使得其致密效果也不相同,嚴重地影響著燒結材料的成形質量和使用性能。本文運用有限元軟件對鉬粉燒結體高壓扭轉成形過程進行了分析,研究了成形過程中材料的塑性流動,討論了溫度、摩擦因數、扭轉角速度對坯料應變分布情況的影響。結果表明:相對于致密材料,燒結材料高壓扭轉發生更大的變形;摩擦因數對等效應變、變形均勻性的影響最顯著,摩擦因數和扭轉角速度的增加促進應變增大,而摩擦因數大于0.8時,其影響減弱;溫度在300~450℃對等效應變和變形均勻性的影響不顯著。
高壓扭轉;鉬粉燒結體;應變分布;工藝參數;數值模擬
0 前言
工藝參數的選擇對材料高壓扭轉后的加工和使用性能將產生重要影響。近年來,由于高壓扭轉實驗設備的限制,有限元法成為求解和分析高壓扭轉成形過程的主要方法。魏興等[11]對20CrMnTi高壓扭轉進行有限元模擬及實驗,得到成形過程中應變的分布及變化趨勢。Figneriredo[12]等對強化、軟化和剛塑性材料的高壓扭轉過程進行了有限元模擬,揭示了變形中不同材料塑性流動的差異。相對于致密體而言,對可壓縮的非致密的燒結體高壓扭轉成形的研究較少,由于燒結體的致密主要是孔隙的閉合過程,孔隙的閉合與材料成形過程中的等效應變分布密切相關[13],而溫度、摩擦因數、扭轉角速度影響高壓扭轉成形的變形。本文運用有限元模擬軟件DEFORM-3D對鉬粉燒結體的高壓扭轉過程進行數值模擬,研究了不同工藝參數(溫度、摩擦因數、扭轉角速度)對變形的影響規律,并對其塑性流動過程進行分析。對模擬結果進行分析,得到了不同工藝參數對變形及其均勻性的影響規律,為生產實踐中合理選擇工藝參數提供依據。
1 有限元模型建立及試驗設計
本研究采用半限定型高壓扭轉工藝,模具采用經過熱處理的高強度模具鋼H13,在成形過程中模具發生微小的彈性變形,通常可忽略,因此,本研究將模具設定為剛體,不考慮模具在成形過程中的變形。鉬粉燒結體作為需要加工的坯料,設定為多孔材料,初始相對密度為0.8。坯料和模具的三維造型用UG軟件完成,并轉換為IGS格式導入有限元軟件前處理模塊。該模型由三部分組成:上模、下模、鉬坯。鉬坯尺寸為Φ10 mm×1.0 mm,上、下模具帶有0.25 mm的凹槽,側壁與軸線呈22°,整個有限元模型如圖1所示。
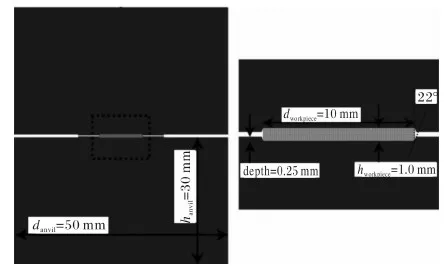
圖1 高壓扭轉的有限元分析模型Fig.1 Finite element analysis model of HPT
有限元模擬中邊界條件通常包括傳熱邊界、位移邊界以及力的邊界。在高壓扭轉變形過程中,上模向下運動,下模旋轉,同時鉬坯、模具以及環境間進行熱交換,下壓量達到0.5 mm時模擬結束。模具與坯料間的傳熱系數為2000 W·m-2·K-1,模具和坯料間的傳熱系數為21 W·m-2·K-1,試驗與模擬條件如表1。
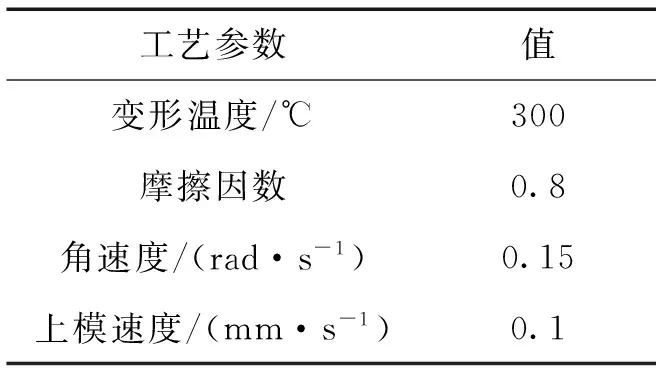
表1 試驗與模擬條件
為了研究溫度、摩擦因數和扭轉角速度的影響,采用單一因素法,溫度分別為300 ℃、350 ℃、400 ℃和450 ℃;摩擦因數依次取0.4、0.6、0.8和1.0;扭轉角速度取值0.15 rad·s-1、0.30 rad·s-1、0.45 rad·s-1、0.60 rad·s-1。同時設計虛擬正交試驗,其因素水平如表2所示。
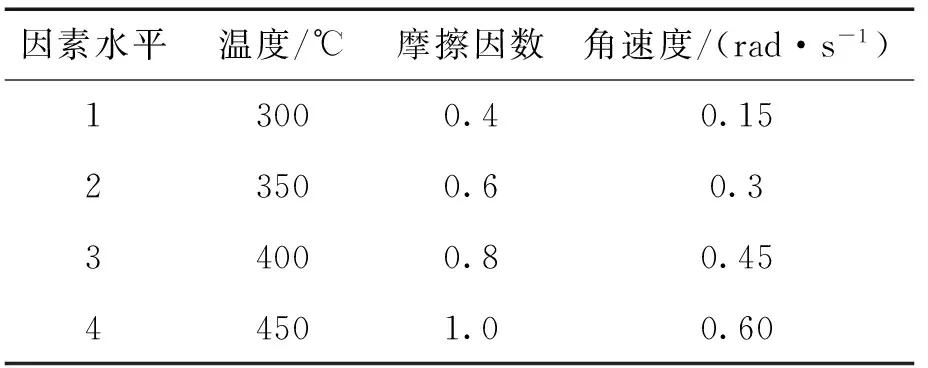
表2 因素水平表
等效應變的大小及分布情況在一定程度上可以反映出坯料變形積累的效果,進而決定了材料的致密效果以及材料的使用性能。因此可以用等效應變作為評判依據,同時定義參數β為坯料的變形均勻性參數,可用公式(1)表示。
(1)
式中,εmax、εmin、εavg分別為最大、最小和平均等效應變。β值越小,表示坯料變形越均勻,密度分布也越均勻,成形后的坯料的力學性能越好,成形效果越好。
2 實驗結果與分析
2.1 材料的塑性流動和應變分布
高壓扭轉工藝屬于大變形,成形過程中材料發生劇烈的塑性流動。圖2描述了在變形過程中鉬坯的塑性流動。為了方便觀察鉬坯的變形,隱藏上模。由圖2可以看出,初始階段,材料的塑性流動比較緩慢。坯料在模具的作用下,首先充滿模具凹槽,當坯料的形狀與凹槽一致時,材料開始流向上下模具之間的間隙。隨后坯料的厚度大幅度減小,塑性流動速度明顯增大,由于厚度減小而產生的多余材料沿著坯料的邊緣向外流動,在上下模具之間的間隙形成凸緣。隨著變形的進行,凸緣向外拓展,厚度減薄。初始階段材料塑性流動緩慢主要是因為凹槽側壁在成形過程中的對流動的限制作用,同時初始階段由于坯料存在空隙,材料致密化明顯,由摩擦力產生的剪切作用不顯著。隨著上模具下壓及坯料致密,摩擦力隨之增大,致使剪切作用增強,坯料劇烈變形,塑性流動速度顯著增大。圖3為試驗前后試樣的形貌,與模擬得到的結果一致。
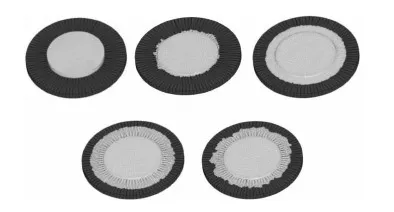
圖2 高壓扭轉成形過程不同階段坯料的塑性流動Fig.2 Plastic flow of the sample at different stages of HPT processing
致密金屬高壓扭轉過程中,成形后的應變分布與壓力無關,僅與扭轉的圈數N、距離中心距離r和坯料的厚度t有關,其理論計算如公式(2)[14]:
(2)
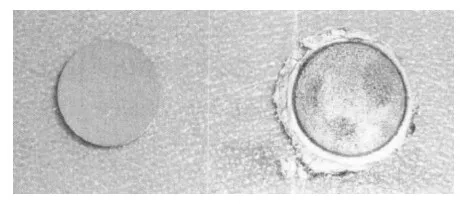
圖3 變形前后HTP試樣形貌Fig.3 Appearance of the undeformed and deformed specimens
在成形后的鉬坯上距中心等距離選取6個點,比較模擬與致密材料理論的等效應變,如圖4所示。從圖4中可以看出,鉬坯的等效應變中間小,距中心距離小于3 mm時,其等效應變線性增加,其后劇烈增加。這主要是因為鉬坯邊緣有側壁的約束,并且剪切作用強,有飛邊的產生。與致密金屬高壓扭轉的理論結果對比,模擬的等效應變明顯大于理論值。這表明,非致密的鉬坯的高壓扭轉的等效應變分布與致密金屬的有很大不同,這主要是因為非致密的材料的變形與靜水應力相關,靜水應力可以促進燒結材料的致密和變形,而不會影響致密材料的變形。
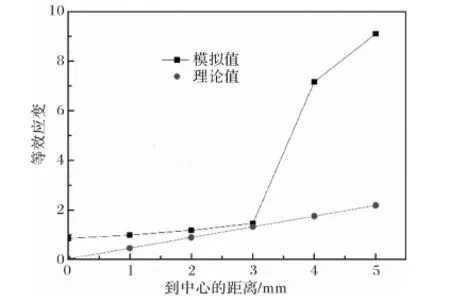
圖4 模擬和理論等效應變Fig.4 The effective strain of FEM and theroretical one
2.2 溫度對應變分布的影響
當摩擦系數為0.8,擠壓速度為0.1 mm·s-1、扭轉角速度為0.45 rad·s-1時不同溫度下坯料的等效應變分布如圖5a所示。改變成形溫度,坯料中等效應變的分布情況基本一致。從圖可以看出,等效應變在中心位置達到最小,而最大等效應變出現在坯料邊角處,這與文獻[15]研究結果一致。另外,隨著變形溫度的升高,坯料的等效應變逐漸增大,大應變區域向中心擴展,低應變區域縮小,邊角處的等效應變值增大。這是因為隨著變形溫度的升高,材料的流動性加強,變形抗力降低,材料產生了大的塑性變形。圖5b為坯料平均等效應變及變形均勻性參數隨溫度的變化曲線。從圖中可以看出,隨著變形溫度的升高,坯料的變形均勻性參數β值減小,這表明在300 ℃到450 ℃的溫度區間內,隨著溫度的升高,坯料的等效應變分布趨向于更加均勻,變形也更加均勻。這與上文中大應變區域擴展,低應變區域減小的趨勢相一致。然而,溫度對變形均勻性的影響并不十分明顯。平均等效應變在溫度變化過程中變化很小,但變化趨勢加快。因此,在鉬粉燒結體高壓扭轉實際生產過程中,通常變形溫度取值400 ℃到450 ℃,這樣即避免鉬的氧化,又可以降低鉬的變形抗力,提高鉬的塑性變形能力。
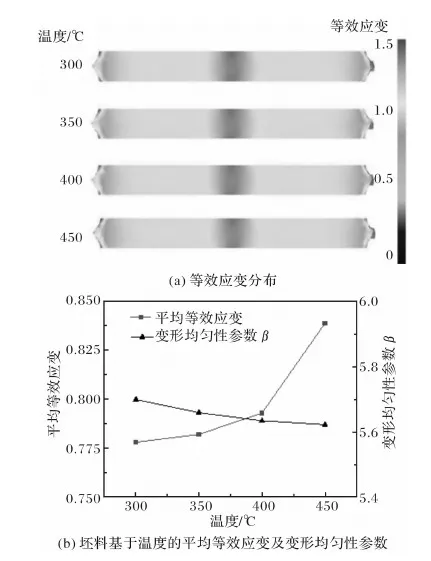
圖5 應變與溫度的關系Fig.5 Relationship between strain and temperature
2.3 摩擦因數對應變分布的影響
當溫度為300 ℃、擠壓速度為0.1 mm·s-1、扭轉角速度為0.45 rad·s-1時不同摩擦因數下坯料的等效應變分布如圖6(a)所示。由圖可以看出,隨著摩擦因數的增大,坯料的大應變區域顯著增加,等效應變值也隨之增大。顯然,摩擦因數的增大,促進了材料的變形。這是因為摩擦力是高壓扭轉產生剪切變形的直接影響因素,坯料與模具間的摩擦過小,就會引起相對滑動,摩擦的增大,材料積累的剪切應變也增大。文獻[16]中為了避免相對滑動,在模具表面刻畫田字格以增大摩擦。圖6b為坯料平均等效應變和變形均勻性參數隨摩擦因數的變化曲線。從圖可以看出,當摩擦因數小于等于0.8時,隨著摩擦因數的增大,坯料的平均等效應變逐漸增加,變形均勻性參數逐漸減小,說明當摩擦因數等于0.8時,變形程度大,且變形均勻;當摩擦因數大于0.8時,坯料的平均等效應變減小,且變形均勻性參數β值增大,說明此時坯料的變形程度減小,變形不均勻。這是由于當摩擦因數過大時,剪切力會將坯料會將坯料在變形過程中產生的凸緣剪掉,導致扭矩不能很好地傳遞到坯料上,進而導致變形減小,變形不均勻。
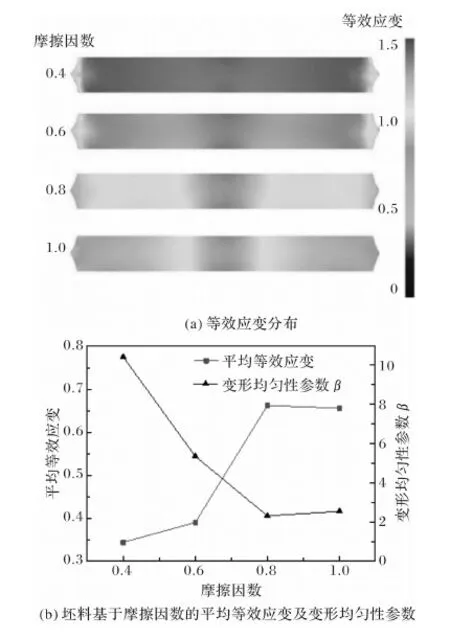
圖6 應變與摩擦因數的關系Fig.6 Relationship between strain and friction coefficient
2.4 扭轉角速度對應變分布的影響
當溫度為300 ℃、摩擦系數為0.8、擠壓速度為0.1 mm·s-1時不同扭轉角速度下坯料的等效應變分布如圖7a所示。從圖可以看出,不同扭轉角速度下坯料的等效應變分布類似。隨著扭轉角速度的增大,坯料的大變形區逐漸增大,且坯料的大變形區逐漸從邊緣向中心拓展。這表明,在高壓扭轉變形過程中,當下壓量相同時,隨著扭轉角速度的增大,等效應變增大。這是因為高壓扭轉成形中主要的應變來自于剪切力作用,相同條件下,扭轉角速度大的坯料扭轉角度大,材料的剪切應變積累大。圖7b是坯料的平均等效應變及變形均勻性隨扭轉角速度的變化曲線。由圖可以看出,當扭轉角速度小于0.3 rad·s-1時,隨著扭轉角速度的增大,坯料的平均等效應變逐漸變大;當扭轉角速度大于0.45 rad·s-1時,隨著扭轉角速度的增大,坯料平均等效應變逐漸減小。這是因為當扭轉角速度不大時,隨著扭轉角速度的增大,下模傳遞的扭矩逐漸增大,并且可以得到有效的傳遞;當扭轉角速度較大時,模具與坯料之間的相對扭轉角速度增大,扭矩的傳遞出現滯后。當扭轉角速度為0.15 rad·s-1時,變形均勻性參數β最小,說明坯料變形最均勻。這是因為扭轉角速度較小時,坯料沒有產生較大的剪切變形。而隨著扭轉角速度的增大,剪切變形作用明顯,邊緣處的變形要大于中心,故變形均勻性變差。
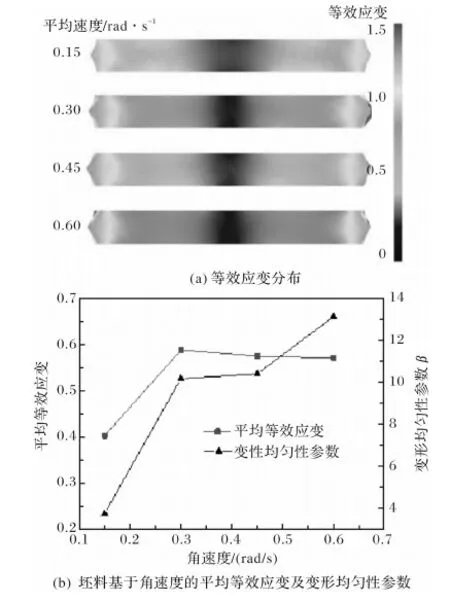
圖7 應變與扭轉角速度的關系Fig.7 Relationship between strain and temperature
2.5 多因素正交試驗分析
正交模擬試驗結果如表3所示。表中K1,K2,K3,K4為每個因素水平相同的各次試驗結果的總和。R代表極差,反映了試驗中相應因素對試驗指標作用的顯著性。
通過虛擬正交試驗分析,得到了不同工藝參數對變形的影響規律:
摩擦因數>扭轉角速度>變形溫度(從主到次)。
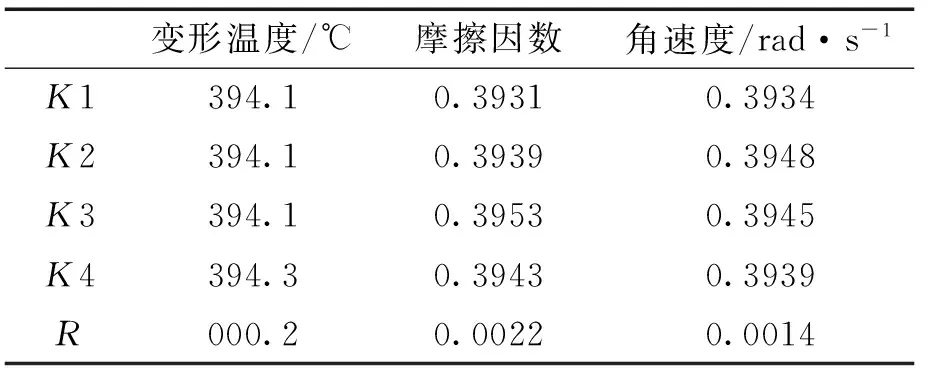
表3 正交試驗結果
3 結論
(1)基于DEFORM-3D平臺,建立了鉬粉燒結體高壓扭轉三維有限元模型,與致密材料成形的應變分布進行對比,成形后的燒結材料的應變更大。
(2)隨著摩擦因數的增大,坯料平均等效應變和變形均勻性值增大,摩擦因數大于0.8時,其值略有減小,表明摩擦因數對其變形影響存在極限。隨著扭轉角速度的增大,坯料平均等效應變先增大后減小;變形均勻性持續變差。溫度對變形過程中等效應變的分布影響不顯著。
(3)通過虛擬正交試驗,得到工藝參數對應變的影響顯著性:摩擦因數>扭轉角速度>變形溫度。
[1] 馮鵬發, 孫軍. 鉬及鉬合金粉末冶金技術研究現狀與發展[J]. 中國鉬業, 2010, 34(3): 39-45.
[2] 王東輝, 袁曉波, 李中奎, 等. 鉬及鉬合金研究與應用進展[J]. 稀有金屬快報, 2007, 25(12): 1-7.
[3] 趙傳濤.非致密體鉬的熱壓扭成形數值模擬[D].合肥:合肥工業大學,2008.
[4] 李永志, 白小波. 鉬粉末多孔體燒結材料的制備及鐓粗致密實驗研究[J]. 熱加工工藝, 2009, 38(23): 36-38.
[5] SONG Y, YOON E Y, LEE D J, et al. Mechanical properties of copper after compression stage of high-pressure torsion[J]. Materials Science and Engineering, 2011, 528(13): 4840-4844.
[6] HEBESBERGER T, STUWE H P, VORHAUER A, et al. Structure of Cu deformed by high pressure torsion[J]. Acta Materialia, 2005, 53(2): 393-402.
[7] AAL M I A E, KIM H S. Wear properties of high pressure torsion processed ultrafine grained Al-7% Si alloy[J]. Materials & Design, 2014, 53: 373-382.
[8] 謝子令, 武曉雷, 謝季佳, 等. 高壓扭轉Cu試樣微觀組織的熱穩定性分析[J].金屬學報,2010,46(4):458-465.
[9] 李曉, 李萍, 薛克敏, 等. 高壓扭轉法對 SiC_p-Al 基復合材料顆粒分布的影響[J]. 材料工程, 2012 (2): 50-54.
[10]ABD El AAL M I, YOO YOON E, SEOP KIM H. Recycling of AlSi8Cu3 alloy chips via high-pressure torsion[J]. Materials Science and Engineering, 2013(560): 121-128.
[11]魏興, 劉為, 許鋒, 等. 20CrMnTi 高壓扭轉有限元模擬及實驗[J]. 熱加工工藝, 2010 (20): 12-15.
[12]FIGUEIREDO R B, AGUILAR M T P, CETLIN P R, et al. Analysis of plastic flow during high-pressure torsion[J]. Journal of Materials Science, 2012, 47(22): 7807-7814.
[13]BAI Q, LIN J, JIANG J, et al. A study of direct forging process for powder superalloys[J]. Materials Science and Engineering, 2015(621)`: 68-75.
[14]Huang Y, Al-Zubaydi A, Kawasaki M, et al. An overview of flow patterns development on disc lower surfaces when processing by high-pressure torsion[J]. Journal of Materials Research & Technology, 2014, 3(4):303-310.
[15]章凱, 李萍, 薛克敏, 等. 鉬粉燒結錐形件高壓扭轉成形模擬研究[J]. 精密成形工程, 2010 (3): 9-12.
[16]HORITA Z, LANGDON T G. Achieving exceptional superplasticity in a bulk aluminum alloy processed by high-pressure torsion[J]. Scripta Materialia, 2008, 58(11): 1029-1032.
Numerical simulation of high-pressure torsion for sintered molybdenum
SHU Jian-xun, LI Jian, GUAN Zhi-jun, TAN Kai, WANG Zhen-ning, WANG Jia
(Northwest Polytechnical University, Xi’an 710072,China)
The severe plastic deformation produced by HPT enhances the densification of sintered materials. The various process parameter leads to the different densification, which influences the quality and usability seriously. High pressure torsion for molybdenum powder sinter was investigated by using finite element software. The plastic flow of the sample during processing was studied, and the influences of temperature, friction coefficient, and angular velocity on the distributions of effective strain were discussed. The results show that the sintered sample experience much significant plastic flow during the high pressure torsion processing compared with fully dense materials. The friction coefficient levels have an important influence on the average effective strain and deformation uniformity. The increasing friction coefficient and angular velocity enhance deformation. However, its effects are weakening when friction coefficient exceed 0.8. The effect of temperature on the average effective strain and deformation uniformity is not remarkable.
high pressure torsion; sintered molybdenum; strain distribution; processing parameter; numerical simulation
2016-02-22;
2016-04-12
舒建訊(1992-),男,西北工業大學碩士研究生,研究方向:材料工程塑性成形。
TG319
A
1001-196X(2016)03-0040-06
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30