深孔加工恒扭矩智能控制系統(tǒng)的設(shè)計(jì)*
2016-03-21 05:27:25徐曉棟龔玉玲
制造技術(shù)與機(jī)床 2016年9期
徐曉棟 龔玉玲 徐 俊
(①泰州學(xué)院,江蘇 泰州 225300;②南京新穎氧醫(yī)療科技有限公司,江蘇 南京 211500)
深孔加工恒扭矩智能控制系統(tǒng)的設(shè)計(jì)*
徐曉棟①龔玉玲①徐 俊②
(①泰州學(xué)院,江蘇 泰州 225300;②南京新穎氧醫(yī)療科技有限公司,江蘇 南京 211500)
針對(duì)深孔加工中鉆頭易折斷,加工效率低等問(wèn)題,設(shè)計(jì)并搭建了基于模糊PID控制的深孔加工恒扭矩控制系統(tǒng)。在分析深孔鉆機(jī)傳動(dòng)系統(tǒng)原理的基礎(chǔ)上,建立主軸進(jìn)給系統(tǒng)的傳遞函數(shù),構(gòu)建鉆頭鉆削扭矩的自整定模糊PID控制器,介紹以西門子CPU224型PLC和CYB-803S型扭矩傳感器為核心的硬件組成,實(shí)現(xiàn)了通過(guò)調(diào)節(jié)鉆削進(jìn)給量進(jìn)而保持深孔加工過(guò)程中鉆頭扭矩恒值,并利用Matlab進(jìn)行仿真驗(yàn)證。仿真結(jié)果表明,模糊PID控制與傳統(tǒng)PID控制和模糊控制相比,具有更好的動(dòng)態(tài)穩(wěn)定性,在鉆頭扭矩發(fā)生突變時(shí),調(diào)節(jié)時(shí)間約為1.2 s,比傳統(tǒng)PID控制和模糊控制分別縮短57%和25%,能夠較好地滿足深孔鉆削高效化、智能化的要求。
深孔加工;恒扭矩;模糊PID控制
深孔加工是在封閉或半封閉狀態(tài)下進(jìn)行的,很難使用普通方法檢測(cè)鉆削狀態(tài),且鉆頭細(xì)長(zhǎng),對(duì)受力變化敏感[1-4]。加工過(guò)程中,隨著鉆削深度的增加,經(jīng)常出現(xiàn)鉆削阻力快速增大,鉆頭扭矩急速增大,導(dǎo)致鉆頭折斷殘留在工件中,工件報(bào)廢的現(xiàn)象[5]。目前,為了保護(hù)鉆頭,一般采用過(guò)載停機(jī)保護(hù)的方法[6-8],即設(shè)定鉆頭扭矩閾值,一旦鉆頭所受力矩超過(guò)閾值,進(jìn)給系統(tǒng)立刻停止進(jìn)給,復(fù)位后重新加工,如日本町田鐵工生產(chǎn)的自動(dòng)鉆床“Micro-hole”[9],國(guó)內(nèi)杜宏祺等人研制的深孔鉆鏜床刀具的扭矩保護(hù)系統(tǒng)[10]等,這種做法可以有效保護(hù)鉆頭,但中斷了鉆削加工的連續(xù)性,加工效率較低。隨著深孔加工機(jī)械高效化、智能化的發(fā)展,對(duì)鉆削過(guò)程的控制提出更高要求,在鉆頭安全的前提下,連續(xù)、高效地加工以提高生產(chǎn)率,降低制造成本。因此,本文提出運(yùn)用模糊控制整定PID控制參數(shù),采用模糊PID控制系統(tǒng)實(shí)現(xiàn)鉆頭扭矩的動(dòng)態(tài)平衡,保證深孔加工的安全性,提高深孔加工的效率。
1 傳動(dòng)系統(tǒng)原理圖
深孔鉆機(jī)主要由主軸進(jìn)給系統(tǒng)、主軸旋轉(zhuǎn)系統(tǒng)、扭矩傳感器、PLC控制器和控制系統(tǒng)組成[11](圖1)。
主軸旋轉(zhuǎn)系統(tǒng)工作原理:主軸旋轉(zhuǎn)系統(tǒng)固定在滑臺(tái)上,由主軸旋轉(zhuǎn)電動(dòng)機(jī),經(jīng)過(guò)減速齒輪組和扭矩傳感器,驅(qū)動(dòng)刀具主軸轉(zhuǎn)動(dòng)。
主軸進(jìn)給系統(tǒng)工作原理:主軸進(jìn)給電動(dòng)機(jī),經(jīng)過(guò)電磁離合器、減速器,驅(qū)動(dòng)絲桿旋轉(zhuǎn),由螺母帶動(dòng)滑臺(tái),實(shí)現(xiàn)刀具的進(jìn)給運(yùn)動(dòng)。
在鉆削過(guò)程中,扭矩傳感器實(shí)時(shí)檢測(cè)鉆頭扭矩,若鉆頭扭矩迅速增大,通過(guò)控制系統(tǒng),經(jīng)PID控制器傳到變頻器后,控制進(jìn)給電動(dòng)機(jī)減速,減小進(jìn)給量,減小鉆頭扭矩,若鉆頭扭矩較小,則增加進(jìn)給電動(dòng)機(jī)轉(zhuǎn)速,增大進(jìn)給量,保證鉆孔效率。

2 主軸進(jìn)給系統(tǒng)的模型和傳遞函數(shù)
2.1 變頻器的傳遞函數(shù)
變頻器的傳遞函數(shù)[12]可近似為:
G1(s)=K1/(1+Ts)
式中:K1為變化系數(shù);T為滯后時(shí)間。
2.2 進(jìn)給電動(dòng)機(jī)恒壓頻比調(diào)速的傳遞函數(shù)
電動(dòng)機(jī)輸出扭矩Tout:
(1)
異步電動(dòng)機(jī)運(yùn)動(dòng)方程:
(2)
式中:G為轉(zhuǎn)動(dòng)部分的重量,N;D為轉(zhuǎn)動(dòng)部分的轉(zhuǎn)動(dòng)直徑,m;TL為負(fù)載轉(zhuǎn)矩,N·m。
將式(1)代入式(2),經(jīng)過(guò)拉普拉斯變換,得電動(dòng)機(jī)的傳遞函數(shù):

2.3 減速器與絲桿的傳遞函數(shù)
可以近似為比例環(huán)節(jié),傳遞函數(shù):
G3(s)=X(s)/n(s)=K3
式中:K3為常數(shù)。
3 自整定模糊PID控制方案
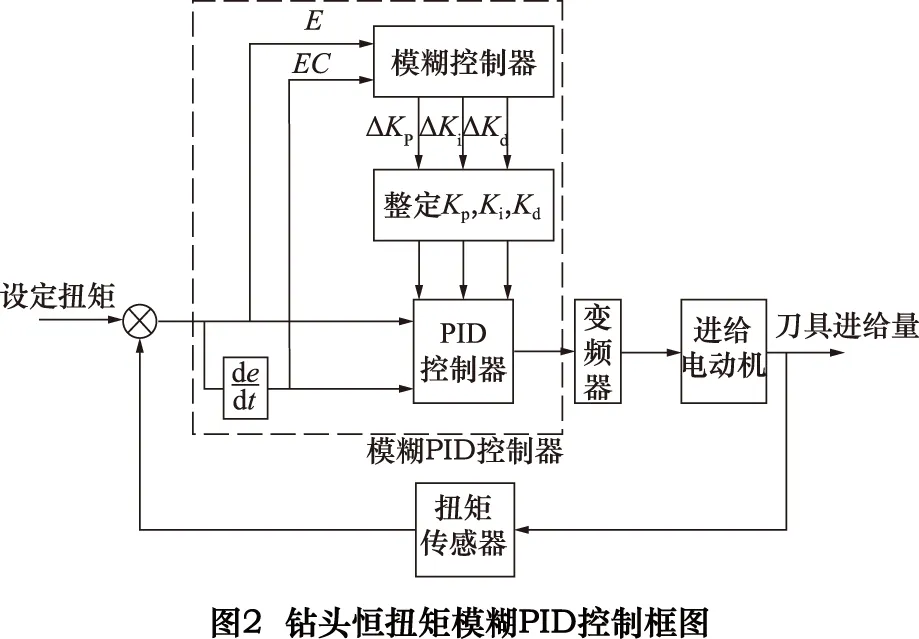
在深孔加工過(guò)程中,鉆削環(huán)境多變,同時(shí)加工工件可能存在材質(zhì)不均勻,從而使鉆頭扭矩變化較大,需要控制系統(tǒng)能對(duì)鉆頭扭矩變化作出快速響應(yīng),采用傳統(tǒng)的PID控制或者模糊控制達(dá)不到理想的控制效果。本文對(duì)傳統(tǒng)PID控制進(jìn)行改進(jìn),通過(guò)模糊控制調(diào)節(jié)PID控制的3個(gè)控制參數(shù),形成自整定模糊PID控制方案,見(jiàn)圖2所示。
通過(guò)刀具主軸上的扭矩傳感器測(cè)得主軸實(shí)時(shí)扭矩,計(jì)算實(shí)時(shí)扭矩與設(shè)定扭矩之間的偏差E和偏差變化率EC,模糊化后,依據(jù)模糊控制規(guī)則,得到PID整定參數(shù)ΔKp′、ΔKi′、ΔKd′,根據(jù)自整定公式[13-14](3)得到PID控制器的3個(gè)參數(shù)Kp、Ki、Kd,進(jìn)而得到電動(dòng)機(jī)控制量,送至變頻器,控制進(jìn)給電動(dòng)機(jī)的轉(zhuǎn)速,調(diào)節(jié)鉆削進(jìn)給量,穩(wěn)定鉆頭扭矩。
(3)
式中:Kp、Ki、Kd為PID參數(shù)修整后的值;Kp′、Ki′、Kd′為PID參數(shù)初始值。
3.1 模糊化
模糊控制系統(tǒng)選用雙輸入三輸出模糊控制器,輸入量為主軸扭矩偏差E和偏差變化率EC,輸出量為PID整定參數(shù)ΔKp′、ΔKi′、ΔKd′。由實(shí)際工作經(jīng)驗(yàn),取E和EC模糊子集為{負(fù)大(NB),負(fù)中(NM),負(fù)小(NS),零(O),正小(PS),正中(PM),正大(PB)},論域?yàn)閧-3,-2,-1,0, 1, 2, 3},ΔKp′、ΔKi′、ΔKd′的模糊子集和論域與其相同。它們的隸屬函數(shù)為三角形隸屬函數(shù),見(jiàn)公式(4):
(4)
3.2 模糊控制規(guī)則
依據(jù)深孔鉆削現(xiàn)場(chǎng)操作的長(zhǎng)期經(jīng)驗(yàn),采用“IF A AND B,THEN C”類型的推理規(guī)則,制定模糊推理規(guī)則表,例如當(dāng)主軸扭矩偏差和主軸扭矩偏差變化率都是負(fù)大,說(shuō)明主軸實(shí)際的扭矩遠(yuǎn)小于設(shè)定的扭矩,鉆削效率低,需要迅速增大進(jìn)給量,所以ΔKp′參數(shù)為正大,ΔKi′參數(shù)為負(fù)大,ΔKd′參數(shù)為正小,以此類推。
3.3 清晰化
采用加權(quán)平均法即式(5)將ΔKp′、ΔKi′、ΔKd′變?yōu)榫_量,結(jié)合自整定公式(3)得到Kp、Ki、Kd的精確值。
(5)
4 系統(tǒng)構(gòu)成
4.1 硬件設(shè)計(jì)
選用西門子S7-200系列的CPU224PLC控制器,集成24個(gè)數(shù)字量I/O點(diǎn),可連接7個(gè)擴(kuò)展模塊。輸入/輸出模塊選用西門子EM223,用于接受主軸扭矩的信號(hào)和輸出控制進(jìn)給電動(dòng)機(jī)的變頻器調(diào)節(jié)信號(hào)。主軸旋轉(zhuǎn)的調(diào)速電動(dòng)機(jī)功率選用5.5 kW,進(jìn)給電動(dòng)機(jī)功率選用3 kW。變頻器選用三菱E540變頻器。
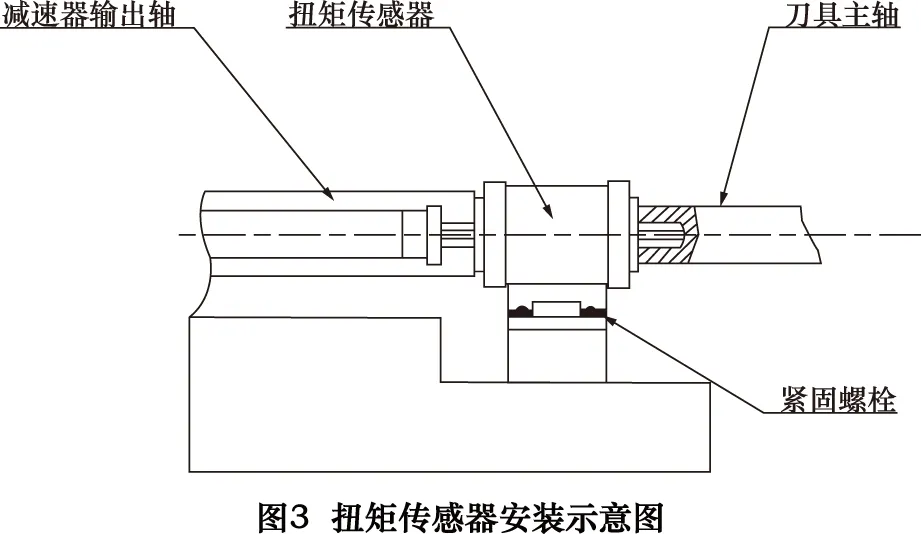
扭矩傳感器選用CYB-803S型扭矩傳感器,其量程為0~200 N·m;輸出為4~20 mA電流信號(hào);過(guò)壓過(guò)載滿量程1.5倍壓力;扭矩傳感器安裝位于電動(dòng)機(jī)和刀桿之間,保證同軸度小于0.05 mm,以避免產(chǎn)生彎矩。安裝示意圖如圖3所示。
4.2 軟件設(shè)計(jì)
4.2.1 上位機(jī)設(shè)計(jì)
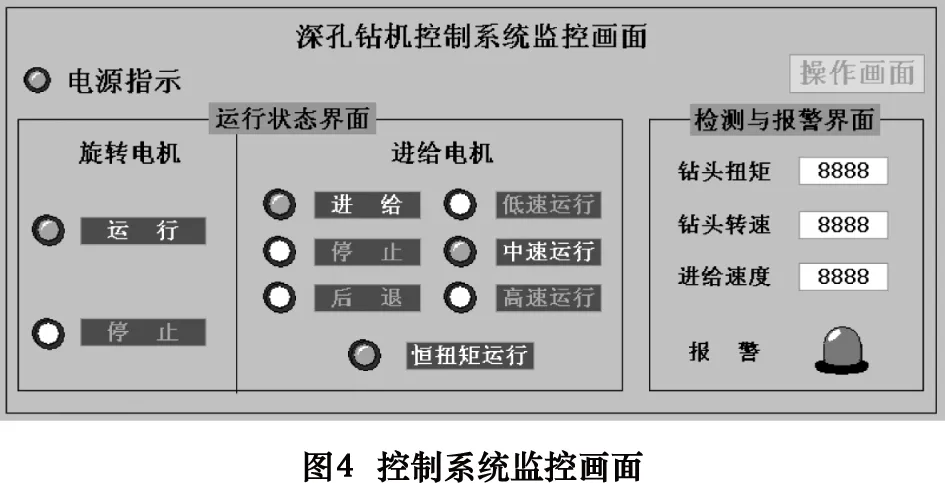
使用PC作為上位機(jī),分為手動(dòng)和自控兩種控制方式,手動(dòng)控制中通過(guò)進(jìn)給和后退按鍵控制進(jìn)給電動(dòng)機(jī)正反轉(zhuǎn),通過(guò)低、中、高控制進(jìn)給量的大小。自動(dòng)控制為自適應(yīng)模糊PID控制,在保持鉆頭扭矩恒定下,實(shí)現(xiàn)刀具持續(xù)進(jìn)給。系統(tǒng)監(jiān)控界面還能實(shí)時(shí)顯示鉆頭扭矩、轉(zhuǎn)速和進(jìn)給速度以及意外情況下的報(bào)警信號(hào),控制系統(tǒng)監(jiān)控畫面如圖4所示。
4.2.2 下位機(jī)設(shè)計(jì)
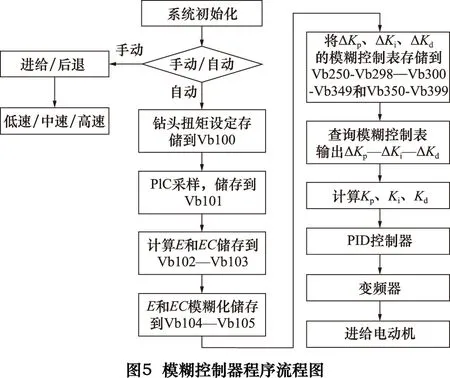
使用STEP7-Micro/WIN V4 SP8對(duì)PLC進(jìn)行編程,實(shí)現(xiàn)進(jìn)給電動(dòng)機(jī)的手動(dòng)和自動(dòng)控制。自動(dòng)控制中,主要是模糊PID控制程序的設(shè)計(jì),首先將設(shè)定扭矩值和測(cè)定的扭矩值儲(chǔ)存到Vb100,Vb101,計(jì)算E、EC值存儲(chǔ)到Vb102,Vb103,經(jīng)過(guò)模糊化后存儲(chǔ)到Vb104,Vb105中,然后將模糊控制表存儲(chǔ)到PLC中。模糊控制表中偏差E和偏差變化率EC的論域值各有7個(gè),ΔKp′的模糊控制表存儲(chǔ)需要7×7個(gè)字節(jié),一次存儲(chǔ)在Vb250~Vb298,ΔKp′的位置增量為7×i+j,同理ΔKi′和ΔKd′的控制表分別存在Vb300~Vb349和Vb350~Vb399,再計(jì)算出Kp、Ki、Kd的值送至PID控制器。模糊控制器程序流程如圖5所示。
5 仿真試驗(yàn)
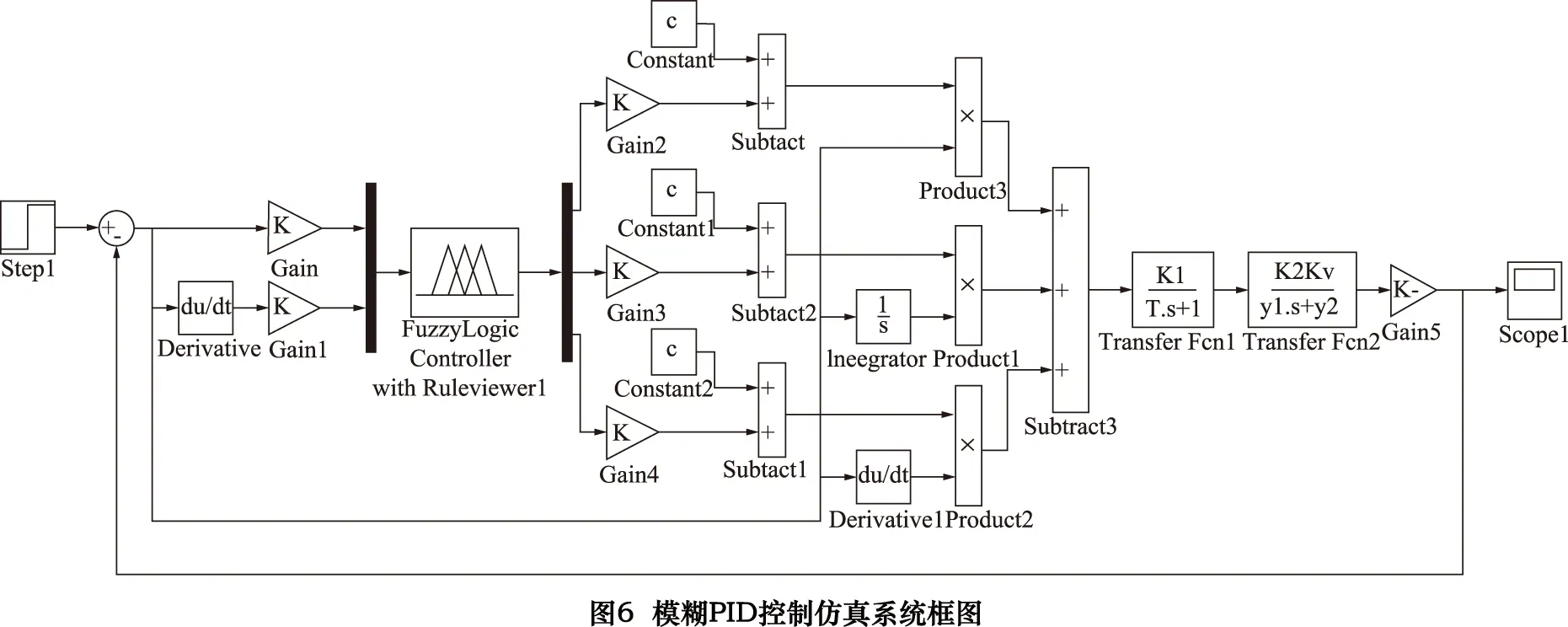
在Matlab/Simulink環(huán)境下,將設(shè)計(jì)好的模糊規(guī)則導(dǎo)入進(jìn)來(lái),結(jié)合系統(tǒng)提供的其他功能完成模糊控制系統(tǒng)的模型,見(jiàn)圖6所示。
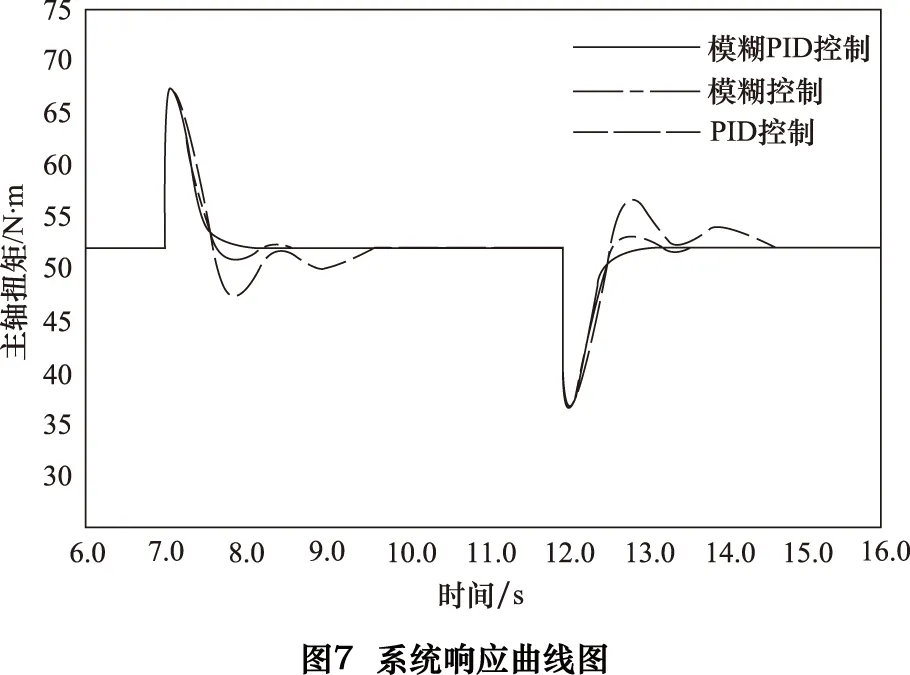
本文主要研究深孔鉆機(jī)鉆削過(guò)程中鉆頭恒扭矩的控制,即當(dāng)鉆頭鉆削環(huán)境發(fā)生變化,主軸扭矩突變時(shí),控制系統(tǒng)對(duì)其的響應(yīng)。在穩(wěn)定狀態(tài)后的第7 s時(shí)刻,扭矩由52 N·m增加至70 N·m,觀察鉆頭扭矩的變化情況,如圖7所示,采用普通PID控制器在2.8 s后回到平衡位置,最大超調(diào)量為10%左右;模糊控制器需要1.6 s,最大超調(diào)量為4%左右;而模糊PID控制器大約需要1.2 s且基本無(wú)超調(diào)。模糊PID控制器的調(diào)節(jié)時(shí)間比普通PID控制器縮短57%,模糊控制器25%。在第12s時(shí)刻,再次將扭矩由52 N·m減小至34 N·m,同樣,模糊PID控制器經(jīng)過(guò)1.2 s后再次回到平衡位置。綜上所述,模糊控制器能夠迅速響應(yīng)主軸扭矩的變化,而且具有較高的抗干擾能力,控制效果比普通PID控制和模糊控制優(yōu)越,能夠滿足快速、連續(xù)鉆削深孔的需要。
6 結(jié)語(yǔ)
該深孔鉆機(jī)床樣機(jī)已經(jīng)運(yùn)用到壓光輥的加工中,該工件直徑為900 mm,在圓周上分布12個(gè)小孔,孔徑為φ32 mm,長(zhǎng)度為2 000 mm,經(jīng)過(guò)多次重復(fù)試驗(yàn),樣機(jī)主軸進(jìn)給速度穩(wěn)定在170~200 mm/min之間,每孔平均加工時(shí)間為11 min,實(shí)現(xiàn)了深孔鉆削的連續(xù)加工。樣機(jī)實(shí)驗(yàn)表明,模糊PID控制系統(tǒng)性能穩(wěn)定,在保護(hù)刀具的同時(shí)有效地提高了加工效率,具有較強(qiáng)的實(shí)踐指導(dǎo)意義。
[1] 王鶴,畢建平,劉建英,等.基于粗糙模糊神經(jīng)網(wǎng)絡(luò)的微孔鉆削在線監(jiān)測(cè)方法[J].機(jī)械設(shè)計(jì)與制造,2011(12):160-162.
[2]楊福合,胡振華,龐明超.深孔鉆鏜床控制系統(tǒng)改造與切削參數(shù)監(jiān)測(cè)研究[J].機(jī)床與液壓,2015,43(2):155-158.
[3]Biermann D,Sacharow A,Wohlgemuth K.Simulation of the BTA deep-hole drilling process[J].Production Engineering,2009(3): 339-346.
[4]張超,李言,鄭建明.正交小波變換在鉆削刀具狀態(tài)監(jiān)測(cè)中的應(yīng)用[J].制造技術(shù)與機(jī)床,2004(7):20-23.
[5]袁海兵.深孔加工刀具保護(hù)系統(tǒng)的軟件開發(fā)[J].湖北汽車工業(yè)學(xué)院學(xué)報(bào).2011,25(2):39-42.
[6]邱易,雷勇,鄭建明,等.深孔加工工具系統(tǒng)研究現(xiàn)狀及趨勢(shì)分析[J].工具技術(shù),2015,49(12):7-12.
[7]邱新橋,孫海明,田玉冬,等.深孔自動(dòng)加工刀具過(guò)載保護(hù)系統(tǒng)的研究[J].汽車工藝與材料,2002(7):30-33.
[8]徐旭松,劉戰(zhàn)鋒,朱林,等.一種深孔鉆削切削力測(cè)量裝置[J].組合機(jī)床與自動(dòng)化加工技術(shù),2014(12):113-114.
[9]蔣超猛,張弓,王映品,等.深孔加工技術(shù)的研究綜述及發(fā)展趨勢(shì)[J].機(jī)床與液壓,2015,43(11):173-177.
[10]杜宏祺,戴偉,錢琳,等.深孔鉆鏜床刀具的扭矩保護(hù)設(shè)計(jì)[J].制造技術(shù)與機(jī)床,2004(3):24-25.
[11]蔡善樂(lè),徐曉棟,馬志宏.深孔鉆削過(guò)程中的智能控制[J].工具技術(shù),2007,41(12):97-98.
[12]胡均平,代建龍,劉成沛,等.自調(diào)整模糊控制在動(dòng)力頭變頻調(diào)速中的應(yīng)用[J].測(cè)控技術(shù),2013,32(9):74-76.
[13]徐禮平,高宏力,高育幗,等.模糊PID電阻絲恒速恒張力繞制控制[J].機(jī)械設(shè)計(jì)與制造,2013(3) :117-119.
[14]趙學(xué)觀,徐麗明,何紹林,等.玉米定向種子帶恒張力卷繞系統(tǒng)自適應(yīng)模糊PID控制[J].農(nóng)業(yè)機(jī)械學(xué)報(bào), 2015, 46(3):90-96.
如果您想發(fā)表對(duì)本文的看法,請(qǐng)將文章編號(hào)填入讀者意見(jiàn)調(diào)查表中的相應(yīng)位置。
Design of constant torque intelligent control system in deep-hole machining
XU Xiaodong①, GONG Yuling①, XU Jun②
(①Taizhou University, Taizhou 225300, CHN; ②Nanjing Xinyingyang Medical Technology Co., Ltd., Nanjing 211500, CHN)
There are problems such as breakage of drill bits and low efficiency in deep-hole processing. The paper presents to design fuzzy-control and PID control system about intelligent control system in deep-hole machining with constant torque. Based on principle of deep-hole drilling machine drive system, the transfer function of spindle feed system is established, the fuzzy PID controller is constructed to adjust bit torque, the hardware components using SIEMENS CPU224 type PLC and CYB-803S type torque sensor as control centre is introduced, the constant value of the drill bit torque is maintained by adjusting the feed rate of the drill in the deep-hole processing and result is simulated by Matlab. The simulation result shows that the fuzzy PID controller is superior to the traditional PID controller and fuzzy controller in dynamic stability performance. The drill bit torque returns to previous stable state in 1.2 s after receiving the interference. The adjustment time of the fuzzy PID control is shorter than the traditional PID control and fuzzy control by 57% and 25% respectively. The fuzzy PID control system meets the requirements of high efficiency and intelligence in deep-hole drilling.
deep-hole machining; constant torque; fuzzy PID control
*泰州學(xué)院校級(jí)課題(TZXY2014YBKT003);江蘇省高校自然科學(xué)研究項(xiàng)目(14KJB460033)
TH69
A
10.19287/j.cnki.1005-2402.2016.09.006
徐曉棟,男,1980,碩士,講師,研究方向?yàn)榇芭c機(jī)電工程技術(shù)、智能控制與檢測(cè)。
(編輯 孫德茂)
2016-05-31)
160911
- 制造技術(shù)與機(jī)床的其它文章
- “互聯(lián)網(wǎng)+制造業(yè)服務(wù)化”融合發(fā)展
——訪工業(yè)和信息化部中小企業(yè)發(fā)展促進(jìn)中心綜合處處長(zhǎng)童有好先生 - 助企實(shí)踐數(shù)字化 共繪工業(yè)4.0藍(lán)圖
——2016西門子工業(yè)論壇 - 閃耀濱城的智能制造盛會(huì)
——MTF2016制造未來(lái)展示會(huì) - “中國(guó)大腦”裝備“中國(guó)制造”
——2016年全國(guó)智能制造試點(diǎn)示范經(jīng)驗(yàn)交流會(huì)在東莞召開 - 機(jī)床工具行業(yè)上半年進(jìn)出口分析與建議
- 數(shù)控機(jī)床可靠性工程的實(shí)施*