真空管烤消打標自動線的電氣系統的設計
2016-03-18 01:04:51Thedesignoftheelectricdrivesystemforthevacuumtuberoastingandeliminatingandmarkingautiomaticproductionline
制造業自動化 2016年1期
關鍵詞:自動控制系統
The design of the electric drive system for the vacuum tube roasting and eliminating and marking autiomatic production line
楊懷林,姚年春
YANG Huai-lin, YAO Nian-chun
(江蘇財經職業技術學院,淮安 223003)
?
真空管烤消打標自動線的電氣系統的設計
The design of the electric drive system for the vacuum tube roasting and eliminating and marking autiomatic production line
楊懷林,姚年春
YANG Huai-lin, YAO Nian-chun
(江蘇財經職業技術學院,淮安 223003)
摘 要:建構了以PLC為核心的自動控制系統,設計了真空管烤消打標自動線的電氣傳動系統、烤消溫度控制系統和電氣控制系統;實現生產智能化,設計了較好的人機界面;繪制了主電路和PLC控制電路,對系統主要程序進行了總體設計。
關鍵詞:真空管烤消打標;PLC控制;人機界面;自動控制系統
0 引言
太陽能真空管在生產過程中有兩個重要的工藝流程,就是吸氣劑的烘烤(即烤消)和商標的激光打碼(即打標),目前生產企業,在兩個工藝流程大都采用單機作業,重復勞動多,生產效率低,由于烤消與打標不同步,工作復雜性增加,不能構成生產線自動完成運行,而且由于吸氣劑焊接位置各個太陽能管有差異,在高頻線圈烤消的位置不相同,導致烤消溫度不同,吸氣劑起蒸時間往往要靠人工經驗,造成產品質量不穩定,次品率高。
本文設計的集熱管烤消、激光打標自動化生產線,采用三菱FX-3UPLC控制,有效實現烤消打標的柔性控制,具有良好的人機界面,提高工作效率,增強經濟效益。
1 總體結構與運行過程
1.1 總體結構
傳輸裝置由電氣控制、動力驅動、感應加熱、噴碼計數、機架體等組成;電氣設備安裝在電氣控制柜內,由PLC、空氣斷路器、移相觸發器、中間繼電器、變頻器、觸摸屏等部件組成。動力驅動裝置由伺服電機、減速器、帶輪、同步帶、同步帶輪等組成,安裝在機架體一端;傳輸裝置由主、從動端組件、鏈條、托架、鏈條張緊裝置等組成,安裝在機架體上;鏈條組件由鏈條、管卡、支架、橫撐組成;烤消加熱裝置由氣動滑臺、感應加熱器組成,與機架體固定連接;打標計數裝置由打標機、位置傳感器、計數器組成。如圖1所示。
通過伺服電機連接減速機,驅動帶輪、同步帶、同步帶輪、鏈條傳輸帶,選用伺服電機作為動力,便于控制,適合頻繁啟停慢速運行,采用PLC作為控制器,方便調節電機運行速度,調整烤消打標時間,統一烤消打標節拍。

圖1 真空管烤消打標自動線結構示意圖
1.2 運行過程
系統啟動,伺服電機運行,減速器、帶輪、同步帶、同步帶輪及主動端組件轉動,傳輸線開始轉動運行,放置在傳輸線鏈條管卡上的太陽能集熱管隨之移動;當集熱管移動到烤消工位時,傳輸帶停止,氣壓滑臺作進給運動,氣壓滑臺上的高頻感應圈也隨之移動,套上太陽能真空管的烤消部位,進行烤消(同時,激光打標機可對相應工位上集熱管進行打標);烤消完畢,高頻感應圈退回到原始位置(同時打標也應完畢),傳輸帶啟動、行走,當下一根集熱管到達烤消工位時,重復烤消過程。在集熱管烤消的同時,打標工位上集熱管同時進行打標。
2 電氣控制系統的設計
2.1 設計要求
1)伺服電機。在集熱管由上料系統進入傳輸帶后,啟動電機,工作完畢停止,在工作過程中如發生過載、定位不準、短路等故障時可自動停機;在工作過程中,由控制系統決定電機的啟停和速度。系統由PLC作為控制器,根據要求,產生信號,通過變頻器驅動伺服電機運行,可以調速,可以準確啟停。
2)烤消。當集熱管到達烤消工位時,立即停止移動,系統啟動氣壓滑臺移動,感應線圈伸出,感應線圈套上集熱管烤消部位進行烤消,烤消完畢,氣壓滑臺向后滑動,感應線圈復位,同時系統啟動步進電機繼續運行。
3)打標。當太陽能管到達打標工位時,傳輸帶停止,啟動打標機進行打標,打標完成關閉打標機;在打標的同時,也可以對到達烤消工位的集熱管同步進行烤消。步進電機的啟停由烤消時間決定。烤消和打消完畢,輸送帶繼續運行。在設計的時候,通過工位距離的調節讓打標與烤消開始時間同步,因為打標時間節拍比烤消時間節拍短,所以打標結束的集熱管要在原地停頓,等待烤消結束。然后傳輸線將集熱管送至出料口。
4)人機界面。以觸摸屏為上位機,以PLC為下位機,通過觸摸屏以PLC進行控制,顯示系統運行的一些重要參數和故障。
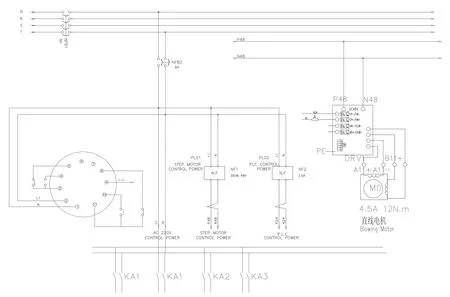
圖2 真空管烤消打標控制系統主電路圖
2.2 電氣控制系統結構設計
電氣控制系統的結構設計如下:空氣開關、PLC、開關電源、中間繼電器、伺服電機驅動器、變頻器等安裝在電氣控制柜內;高頻感應爐的感應線圈固定在氣動滑臺上,可以沿著太陽能集熱管軸線前后移動,光電開關A固定在傳輸線另一側,與烤消工位上的太陽能集熱管在同一條軸線上,光電開關B與光電開關A的同一側,與打標工位上的太陽能集熱管在同一條軸線上,打標機接受啟停由中間繼電器KA1控制。
控制原理如下:啟動,PLC輸出脈沖信號,啟動步進電機,拖動傳輸線運行,固定在傳輸線上的集熱管隨之移動;當集熱管到達烤消工位時,光電開關A檢測后輸入信號給PLC, PLC輸出停止信號,步進電機停車;同時PLC輸出驅動中間繼電器KA2閉合,電磁閥A工作,高頻感應線圈隨氣動滑臺作進給運動,到達太陽能集熱管烤消位置止,啟動感應線圈進行烤消;同樣,光電開關B在打標工位上也檢測到集熱管,通過PLC輸出信號讓步進電機停車(與光電開關A作用相同,同時產生作用),集熱管打標;烤消完畢,PLC輸出信號驅動中間繼電器KA3閉合,電磁閥B工作,感應線圈隨氣動滑臺退回,恢復原位;PLC驅動步進電機啟動行走,下一根集熱管到達烤消工位,系統重復烤消過程,同時,進行打標工位上的集熱管打標。如果烤消工位上沒有要加工的太陽能集熱管,那么光電開關A不起作用,當光電開關B檢測到信號時,將信號送至PLC輸入端,通過PLC輸出端Y4產生輸出信號讓步進電機停止。
同時通過中間繼電器KA1送至計數器計數。兩工位上都有工料時兩光電開關都起作用,雙重信號確保電機停止;當烤消工位無物料時,光電開關B起到停車打標的作用。
2.3 主電路的設計
圖2是電氣控制的主電路。本電氣柜使用交流電220V電源,由空氣開關引出分別送給開關電源、變頻器、PLC、觸摸屏;開關電源輸出端分別接入PLC的電源端子;再由中間繼電器KA0送給高頻爐,由中間繼電器KA1送給打標機、由中間繼電器KA3送給電磁閥A、由中間繼電器KA4送給電磁閥B。當電光開關B檢測到集熱管時,發送信號經PLC產生脈沖,A1閉合計數;伺服電機停止。
2.4 控制電路的設計
1)PLC選擇
根據生產線的控制要求分析,整個生產線主要控制系統有4~6個開關量輸入,子系統4~5個開關量輸入,約有和5~8個開關量輸出,我們選擇FX3U-32MR-ESAPLC作為系統核心控制器。FX3U系列PLC是第三代微型可編程控制器,容量大速度快,能在RUN狀態下修改程序,具備豐富的指令,支持程序的遠程調試。
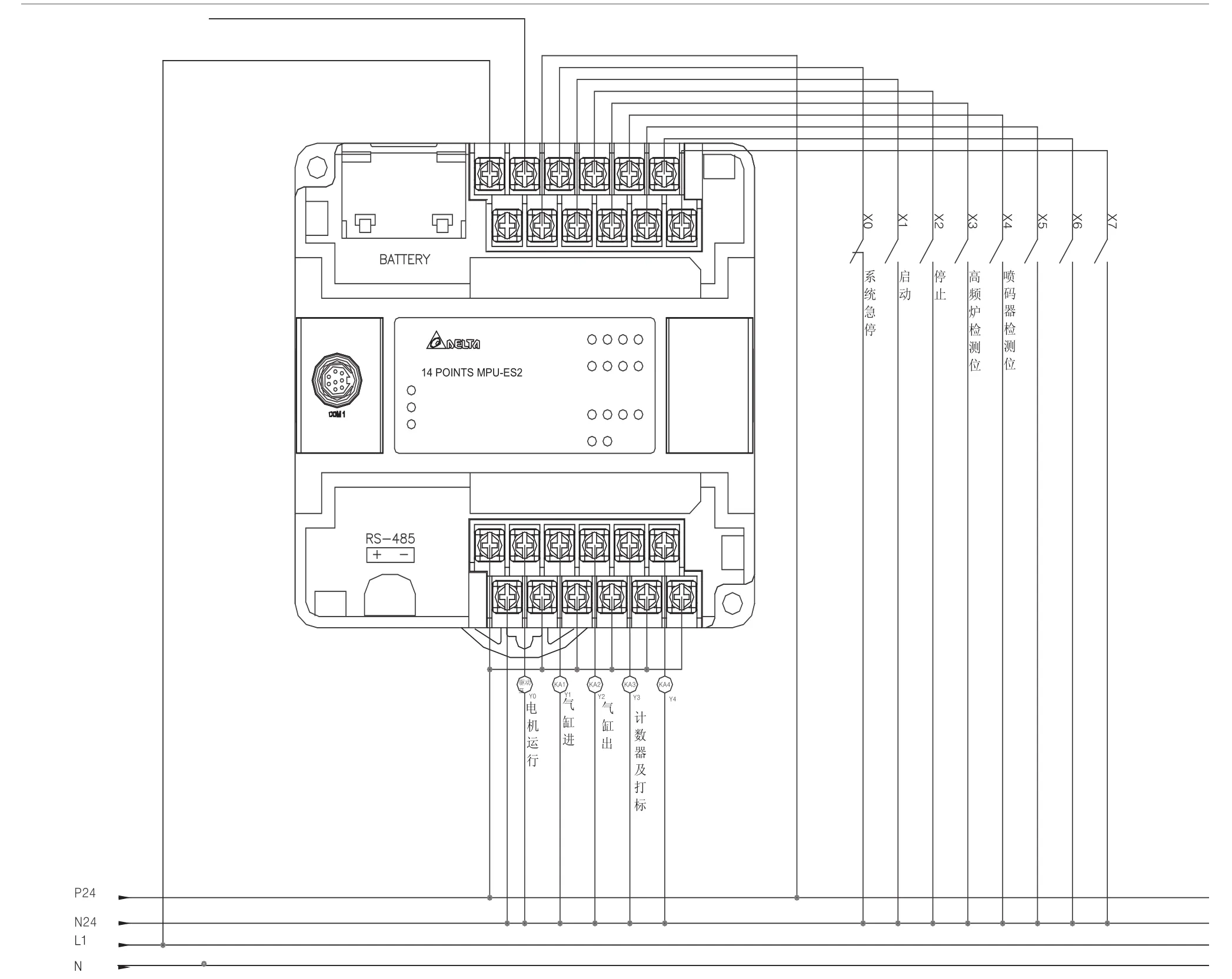
圖3 真空管烤消打標控制系統PLC硬件結構示意圖
2)PLC硬件接線
PLC的控制電路。如圖3所示,從開關電源引出24V電源接到PLC的電源端;開關電源公共端和PLC公共端相連;PLC輸入端X0接啟動按鈕;PLC輸入端X1接停止按鈕;輸入端X2接光電開關A;輸入端X3接光電開關B;PLC輸出端Y0,接中間繼電器KA0,至高頻爐;PLC輸出端Y1,接中間繼電器KA1至打標機;PLC輸出端Y2, 接中間繼電器KA2,至電磁閥A;PLC輸出端Y3,接中間繼電器KA3,至電磁閥;PLC輸出接線端子Y4,接變頻器的輸入端;中間繼電器KA0、中間繼電器KA1、中間繼電器KA2、中間繼電器KA3線圈分別接到開關電源的P24和N24端。
2.5 PLC程序設計
根據生產線的工藝和控制要求,確定了傳輸線、氣動滑臺、烤消感應圈、打標裝置等動作的先后次序和相互關系,確定PLC各輸入與輸出間的邏輯關系。程序分主機程序和子程序兩部分,也有一些設備調試和故障處理程序。本系統主程序的流程圖如圖4所示,太陽能管烤消溫度控制系統的相關設計在以下章節中說明,其他子系統程序不再說明。

圖4 系統主程序的流程圖
3 人機界面
為使得本系統操作簡單,且能直觀顯示系統的運行狀況,所以本系統使用了北京昆侖通態研發的TPC7062K型人機界面。它是一款在實時多任務嵌入式操作系統Windows CE環境中運行,使用MCGS嵌入式組態軟件進行組態。
通過觸摸屏的操作界面,可以方便地控制和顯示本控制系統伺服系統和變頻器的運行參數的變化,如伺服控制系統運行的速度以及位置,也可以通過手動調節伺服驅動器的運行速率以及變頻器運行時候的電壓,電流以及頻率等參數。顯示的畫面色彩柔和、圖案清晰,所有操作界面和提示信息可全部中文顯示,操作過程一目了然。觸摸屏的設計包括創建畫面和信息,并將它們和PLC程序相配合,根據系統功能要求,設計了狀態顯示、參數設定、報警控制和加密處理等界面組成。運行監控畫面,按照系統運行要求實時檢測和顯示伺服驅動器和變頻器的工作狀態以及故障狀態顯示在觸摸屏上。如圖5觸摸屏組態所示,可以把系統故障報警以及控制的各類信息組態到觸摸屏上進行集中管理和控制。

圖5 觸摸屏組態信息
4 結論
本文設計了真空管烤消打標自動線的電氣控制系統,進行自動化流水線作業,節省了勞動力,減低了工人勞動強度;可以根據不同太陽能集熱管的烤消時間,采用PLC控制電機傳輸速度,提高了產品質量,提高生產效率;產品結構緊湊,通過觸摸屏設計的人機界面,可以方便地控制和顯示本控制系統伺服系統和變頻器的運行參數的變化,直觀形象,操作方便,提高了烤消質量好,生產效益高,使用維護方便,安全性能高。
通過設計,制作成樣機,在運行時又作了多次調試,如烤消和打標工位位置的調整,光電傳感器位置的調整,整機運行動作協調,特別是前后兩光電開關要相互統一,在真空管上機試驗時將程序也作了一定的調整,這樣整機運行才符合設計要求。如圖6所示是電氣控制柜部分實物圖。
【下轉第147頁】
作者簡介:楊懷林(1967 -),男,江蘇淮安人,副教授,高級工程師,碩士,研究方向為電氣與PLC控制技術、自動化控制技術和機電一體化技術。
基金項目:淮安市科技支撐計劃(工業)(HAG2010057)
收稿日期:2015-10-30
中圖分類號:TH39
文獻標識碼:A
文章編號:1009-0134(2016)01-0133-04
猜你喜歡
電子技術與軟件工程(2016年23期)2017-03-06 21:23:45
科技創新與應用(2017年3期)2017-02-18 16:54:12
考試周刊(2017年6期)2017-02-13 10:12:55
企業技術開發·下旬刊(2016年11期)2016-12-27 10:26:50
電子技術與軟件工程(2016年22期)2016-12-26 21:36:26
中國科技博覽(2016年18期)2016-10-19 06:57:16
科技視界(2016年14期)2016-06-08 19:01:12
科技視界(2016年11期)2016-05-23 11:08:57
中國科技博覽(2016年14期)2016-04-25 01:47:51
電腦知識與技術(2016年4期)2016-04-11 15:28:35
