變速壓制對超大型盤形件成形的影響
2016-03-16 07:31:39齊占福王德云
大型鑄鍛件 2016年2期
齊占福 王德云 盧 政
(1.中國第二重型機械集團,四川618000;2.湖南大學,湖南410082)
?
變速壓制對超大型盤形件成形的影響
齊占福1王德云1盧政2
(1.中國第二重型機械集團,四川618000;2.湖南大學,湖南410082)
摘要:通過Deform-3D軟件對鍛造工藝進行數值模擬,利用變速壓制成形技術,提供一種超大型盤形件鍛造成形的制造方法。結果表明:變速壓制的鍛造成形制造方法,不僅解決了設備噸位和行程的問題,而且滿足鍛件一次成形的要求,打破了傳統意義上的壓制模式,實現了極限制造。
關鍵詞:大型盤形件;數值模擬;變速壓制;一次成形
大型鍛件常應用于電力、航空、國防等關系國計民生的重要行業[1],隨著這些重要企業的發展,對大型鍛件質量的要求在不斷提高。大型鍛件的生產能力、產品性能、質量水平和經濟技術指標也往往成為衡量一個國家工業發展水平的重要標志[2-3]。因此,要提高大型鍛件的整體水平,應該從鍛件的生產工藝入手,從而制定出有效且可行的鍛造工藝[4-8]。以往常規的鍛造壓制模式對速度控制無明確要求,僅依靠壓機自身與鍛件變形抗力平衡來控制,這種方式很難實現速度的控制,沒有充分利用壓制速度、產品延展與鍛造壓力之間的關系,難以實現超大型鍛件整體鍛造成形的目標。因此三者之間的對應關系,既可解決設備噸位不足,又可提高外觀尺寸、保證大鍛件質量一致性要求。以某型模擬件為例,對特大尺寸高溫合金盤形件鍛造工藝進行研究。
1鐓粗模擬工藝方案
選用材料為DIN—15CrNi6的圓柱體荒坯,圓柱體直徑為600 mm,其高度為1 000 mm。將圓柱體進行R20 mm倒圓角,如圖1所示。
圖2為圓柱體變速鐓粗工藝方案。方案一:
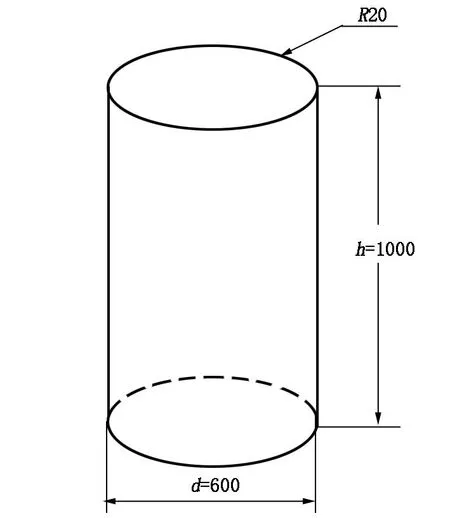
圖1 圓柱體簡圖
分別以2 mm/s、20 mm/s、40 mm/s和80 mm/s進行勻速鐓粗。鐓粗結束后,圓柱體的高度由原來的1 000 mm變為250 mm。方案二:在鐓粗過程中,模具的初始速度分別為2 mm/s、20 mm/s、40 mm/s和80 mm/s,隨著圓柱體高度的降低,模具速度呈線性變化。當圓柱體高度鐓粗到250 mm時,模具速度恰好為0。
2建立有限元模型
圓柱體鋼材的初始溫度為1 120℃,模具初始溫度為300℃。模具與工件之間的熱交換系數設為5 N/(s·mm·℃),摩擦系數設為0.3。環境溫度為20℃,工件與環境之間的熱交換系數設為0.02 N/(s·mm·℃)。圖3為工件與模具的具體接觸方式。

(a)(b)(c)(d)
圖2圓柱體變速鐓粗工藝方案
Figure 2Upsetting process with variable speed for cylinder
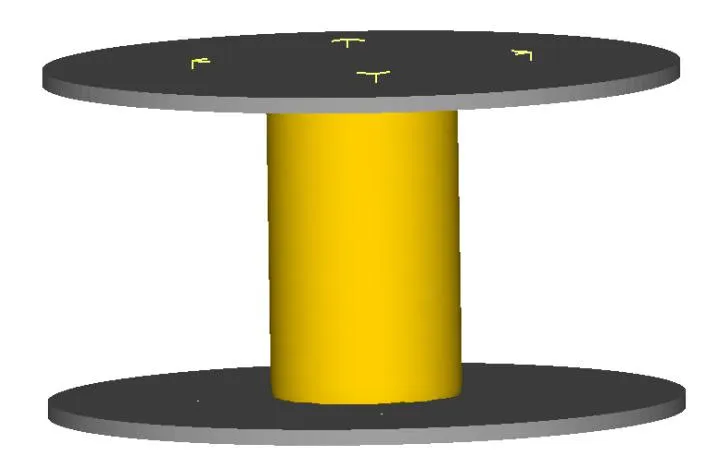
圖3 工件與模具的接觸方式
3模擬分析
3.1變形速度對變形抗力的影響
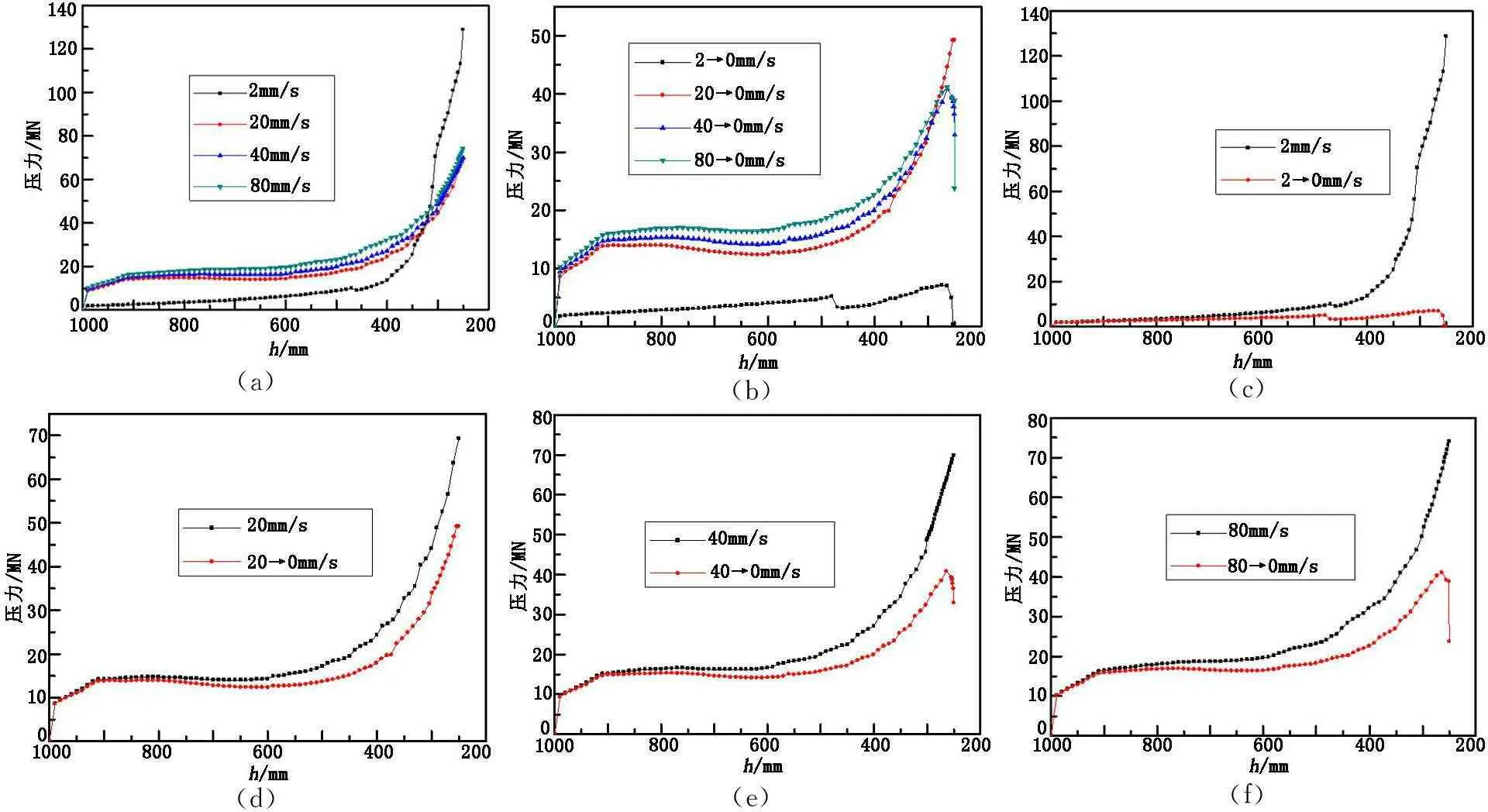
分別以2 mm/s、20 mm/s、40 mm/s和80 mm/s勻速鐓粗。當鐓粗速度為2 mm/s時,在圓柱體高度大于400 mm時,鐓粗變形抗力較小且上升比較平緩,而在圓柱體高度小于400 mm后,鐓粗變形抗力開始急劇的增加,如圖4(a)所示。在圖4(a)中,以20 mm/s、40 mm/s和80 mm/s勻速鐓粗時,鐓粗變形抗力隨著鐓粗速度的增大而增大。圖4(b)顯示出鐓粗初始速度分別為2 mm/s、40 mm/s和80 mm/s時,在鐓粗即將結束時,鐓粗變形抗力出現降低現象。而鐓粗初始速度為20 mm/s時,鐓粗變形抗力一直處于上升趨勢,如圖4(b)所示。圖4(c)~圖4(f)均表明變速鐓粗的變形抗力小于勻速鐓粗的變形抗力。
3.2變形速度對接觸面延展率的影響
在勻速鐓粗過程中,鐓粗速度分別為2 mm/s、20 mm/s、40 mm/s和80 mm/s,接觸面延展率隨著鐓粗速度的增加而增加,如圖5(a)所示。以初始速度2 mm/s、20 mm/s、40 mm/s和80 mm/s進行線性變速鐓粗時,同樣呈現出接觸面延展率隨著鐓粗初始速度的增加而增大。圖5(c)~圖5(f)均表明勻速鐓粗的接觸面延展率大于變速鐓粗的延展率。但是隨著鐓粗初始速度的增大,勻速鐓粗的最終延展率與變速鐓粗的延展率貼合程度越高。
4分析與討論
采用線性變速鐓粗的變形抗力小于勻速鐓粗的變形抗力,初始速度為2 mm/s的鐓粗變形抗力最小,而初始速度為80 mm/s的鐓粗變形抗力次之。
采用線性變速鐓粗的延展率小于勻速鐓粗的延展率,但是隨著線性變速鐓粗的初始速度的增加,線性變速鐓粗的延展率與勻速鐓粗的延展率貼合程度越高。
綜合分析變速鐓粗對變形抗力以及接觸面延展率的影響得出:以80 mm/s的初始速度進行線性變速鐓粗的變形抗力較小且其延展率在四個鐓粗速度中最高,因此,以80 mm/s的初始速度進行線性變速鐓粗是合理的選擇。
5模擬驗證件
5.1驗證方案
(a)(b)(c)(d)(e)(f)
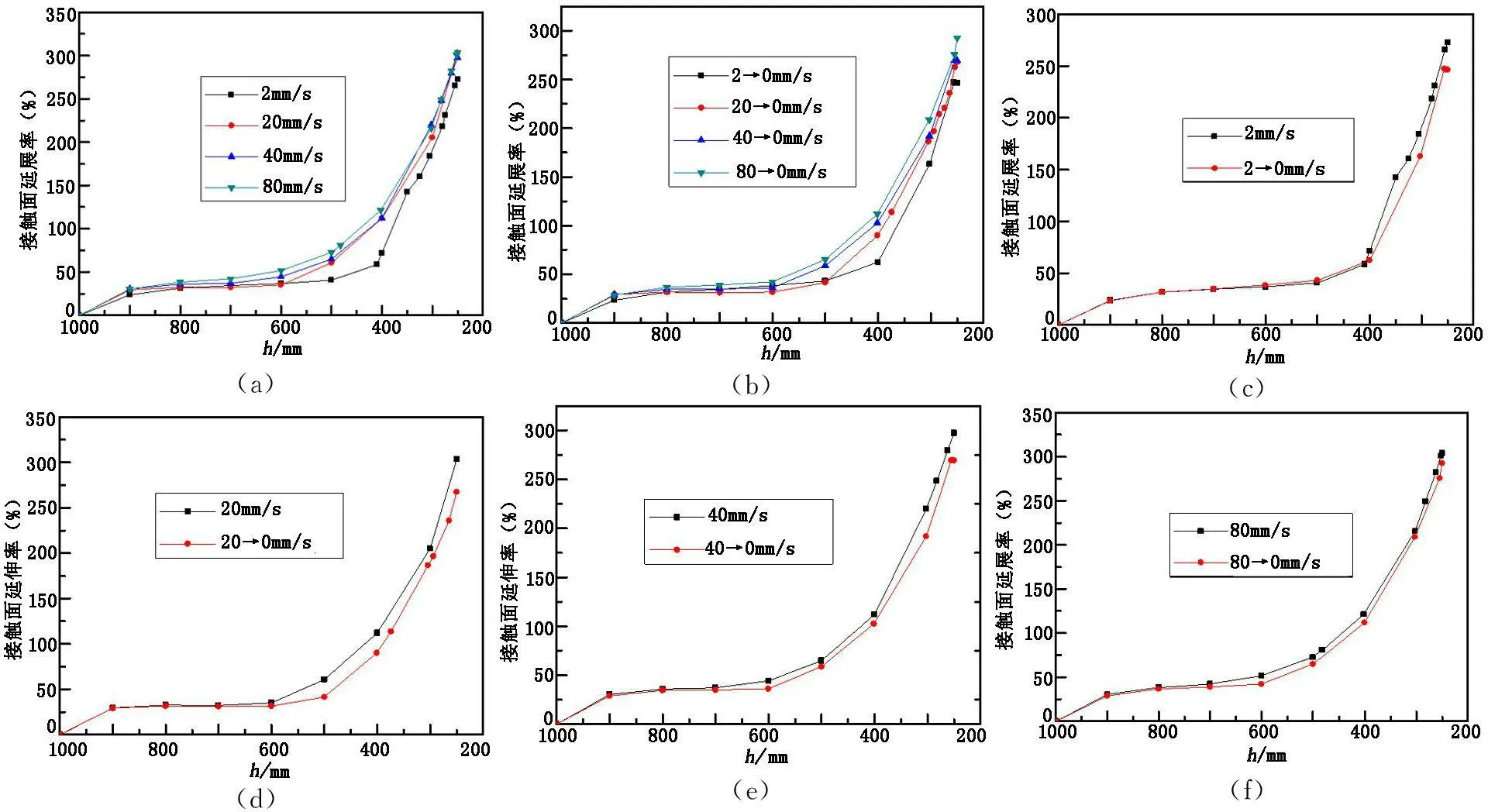
圖4 變形速度對變形抗力的影響
圖5變形速度對接觸面延展率的影響
Figure 5Influence of deformation velocity on elongation of contact surface
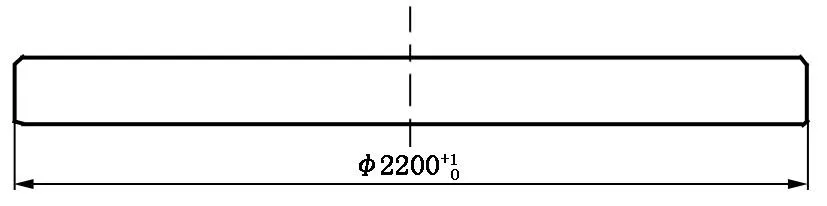
圖6 驗證件簡圖
圖6為驗證件簡圖。
試驗方法步驟:(1)先將超大尺寸合金盤形鍛件坯料在鍛造溫度下保溫至滿足變形要求;(2)將加熱好的坯料放在壓機的模具上,按圖7
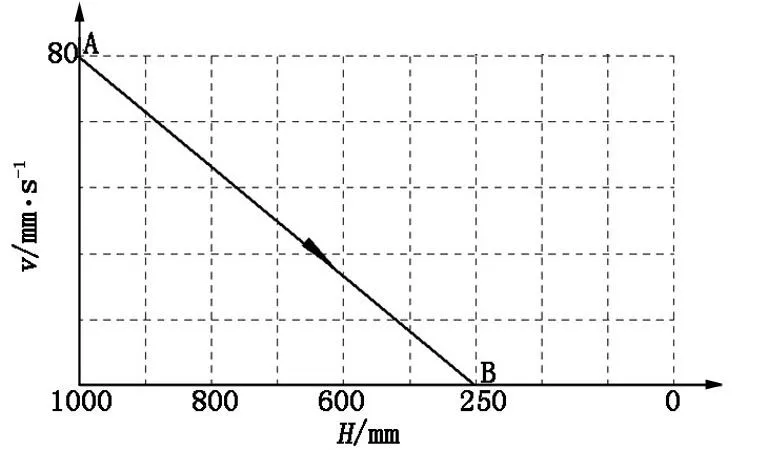
圖7 壓制曲線

圖8 高倍組織
變速模式進行壓制成形。
5.2鍛件外觀質量
利用初始速度為80 mm/s的變速壓制方法對圓柱體荒坯進行鐓粗得到鍛件。鍛件表面無裂紋,外觀尺寸符合鍛件設計要求。
5.3鍛件理化性能
對鍛件取樣,通過觀察鍛件樣品的高倍組織(圖8),判斷出鍛件的理化檢測數據結果符合相關技術協議要求。
6結論
采用無級變速度壓制成形技術,使速度與鍛造壓力合理分布,不僅解決了在變形過程中產生組織不均勻等鍛造缺陷,也解決了在變形過程中變形抗力急劇升高而超出設備能力極限,以至無法實現鍛件一次整體成形的難題。最終滿足鍛件組織性能均勻性要求,保證了產品質量,實現了傳統工藝的創新,打破了傳統意義上的壓制模式,實現了極限制造。工藝的創新使用,國內首次實現了一次整體成形的超大尺寸高溫合金鍛件,打破了國外的技術壟斷。
參考文獻
[1]劉倩,黃放,吳玉忠.大型鍛件心部空洞型缺陷控制的數值模擬研究[J]. 鍛造技術,2014,39(2):1-5.
[2]郭會光,曲宗實.國大鍛件制造業的發展[J].大型鑄鍛件,2003(1):42-45 .
[3]郭會光.我國大型鍛造的發展與提高[J].機械工人熱加工,2005(7):14-15.
[4]機械工程手冊編委會.械工程手冊(第二版):機械制造工藝及設備卷(一)[M].北京:機械工業出版社,1996.
[5]中國機械工程鍛壓學會編.鍛壓手冊(1)[M].北京:機械工業出版社,1993.
[6]康大韜,葉國斌.型鍛件材料及熱處理[M].北京:龍門書局,1998.
[7]蘇春民,等.大型盤形鍛件軋制工藝[J].大型鑄鍛件,2011(1):34-35.
[8]祁文波.GH36合金大型渦輪盤鍛件的制造.大型鑄鍛件,2007(2):30-31.
編輯杜青泉
Influence of Mold Pressing with Variable
Speed on Manufacturing Large Disk Forgings
Qi Zhanfu, Wang Deyun, Lu Zheng
Abstract:By adopting the Deform-3D software for numerical simulation of forging process, a kind of forming method for ultra large disk forgings has been provided which used the press forming technology with variable speed. It turned out that this method not only solved the issues of tonnage and stroke of equipment, but also satisfied the requirement of once forming, which broke the traditional pressing method and realized the extreme manufacturing.
Key words:ultra large disk forgings; numerical simulation; mold pressing with variable speed; once forming
作者簡介:齊占福(1984—),工程碩士,工程師,從事鍛造技術工作。電話:15892464180,E-mail:bestqifu@163.com
基金項目:國家高技術研究發展計劃資助項目(2012A03510)。
收稿日期:2015—11—10
中圖分類號:O242.1;TG316
文獻標志碼:B
