大型滲碳鋼齒輪軸鍛件磁粉檢測質量問題分析與處理
2016-03-16 07:31:38宦曉平謝云飛李連龍楊先芝
大型鑄鍛件 2016年2期
宦曉平 謝云飛 李連龍 王 妍 曾 杰 楊先芝
(中國第二重型機械集團公司,四川618000)
?
試驗研究
大型滲碳鋼齒輪軸鍛件磁粉檢測質量問題分析與處理
宦曉平謝云飛李連龍王妍曾杰楊先芝
(中國第二重型機械集團公司,四川618000)
摘要:對大型滲碳鋼齒輪軸鍛件表面出現的磁粉檢測質量問題進行分析,發現缺陷為Al、Ca、Mg、O等主要成分形成的復雜氧化夾雜物,通過采取降低產品全氧含量和防止外來夾雜物等措施,成功解決了大型齒輪軸鍛件的磁粉檢測質量問題。
關鍵詞:17CrNiMo6;齒輪軸;磁粉檢測;磁痕;夾雜物
大型滲碳鋼齒輪軸鍛件一般采用17CrNiMo6材質,齒輪軸表面質量要求高,標準要求滲碳部位磁粉檢測(MT)線性顯示不超過0.5 mm。但是,近期在為某公司提供毛坯齒輪軸產品時,用戶精加工后發現鍛件表面存在超標的磁粉檢測顯示缺陷,該類缺陷顯示基本沿軸向分布,見圖1。由于該類缺陷超標,導致產品無法使用,最終報廢,不僅影響了用戶的工期,也給制造廠帶來了較大的經濟損失。為此,我們對此類缺陷產品進行了解剖,詳細分析了該類缺陷的產生原因并制定了解決措施,最終杜絕了此類問題的再次發生。
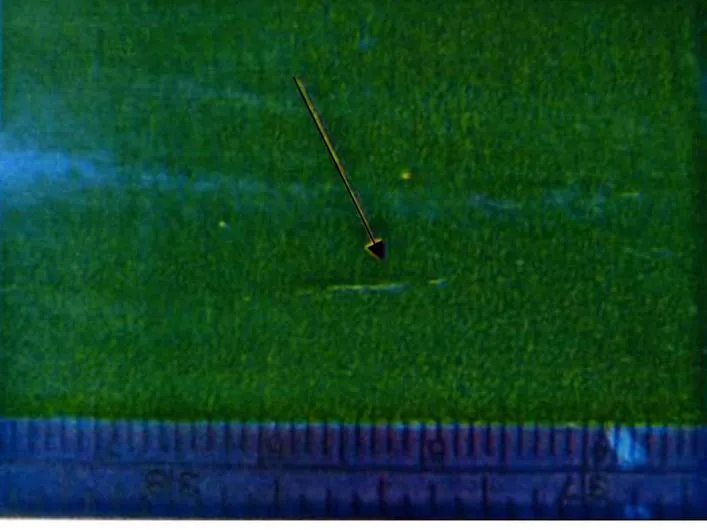
圖1 磁粉檢測線性顯示
1缺陷檢測
1.1齒輪軸的生產流程
該齒輪軸執行用戶的技術標準,與JB/T 6396—1992里的17Cr2Ni2Mo鋼種類似,但用戶對產品的H、O、N含量做出了更高要求。根據產品技術要求,采用工藝流程:電弧爐粗煉→鋼包爐真空精煉→真空澆注→鍛造→鍛后熱處理→粗加工→理化性能→無損檢測→聯檢→毛坯包裝發貨。
1.2磁痕分析
通常磁痕的產生有可能是以下原因造成的:磨削裂紋,材料白點,淬火裂紋,鍛造裂紋,非金屬夾雜。根據磁痕的外觀形狀和分布就可以初步分辨多數的原因[1]。從缺陷的分布形態來看,缺陷均分布在工件表層50 mm以內,基本沿工件軸向分布,可排除材料白點。由于該工件并未進行淬火處理及磨削加工,故也可排除淬火裂紋和磨削裂紋的可能。為了弄清磁痕缺陷產生的真正原因,對工件進一步做了分析。
1.3缺陷性質分析
為了增加對磁粉檢測缺陷的檢出率,對產品增加4 MHz的45°斜探頭超聲檢測(UT),并對磁粉檢測發現有超標缺陷顯示的產品進行了解剖分析。
具體分析試驗的步驟為:首先對UT不合格的工件進一步加工,使缺陷暴露于表面,再進行表面磁粉檢測檢查。隨后將缺陷位置鋸切下來并進行低倍檢測(見圖2)、金相檢測(見圖3、圖4)和掃描電鏡分析(見圖5)。
從圖3和圖4可以看到夾雜物的尺寸較大,并聚集在一起呈鏈狀分布。該夾雜物通過掃描電鏡進行分析,結果表明為Al、Ca、Mg、O等成分所形成的復雜氧化物。
1.4夾雜物分析
1.4.1按夾雜物來源分析
鋼中夾雜物從來源可分為內生夾雜和外來夾雜兩類。內生夾雜是在液態或固態鋼內,由于脫氧或凝固過程中進行的物理化學反應而生成的。
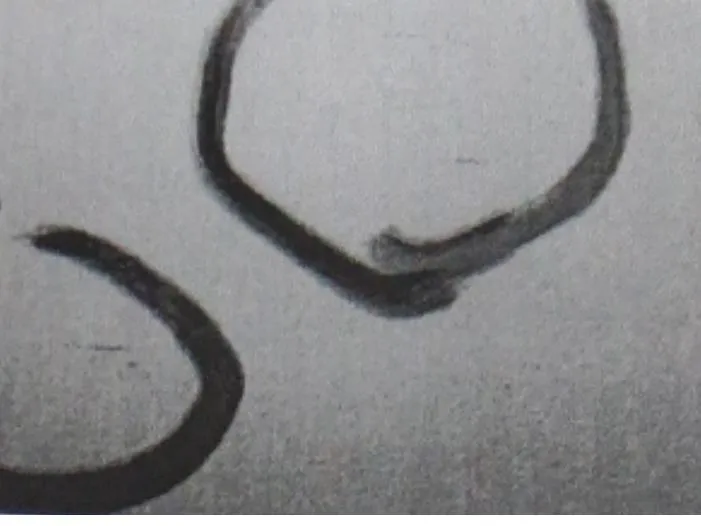
圖2 低倍檢測齒輪軸表面缺陷
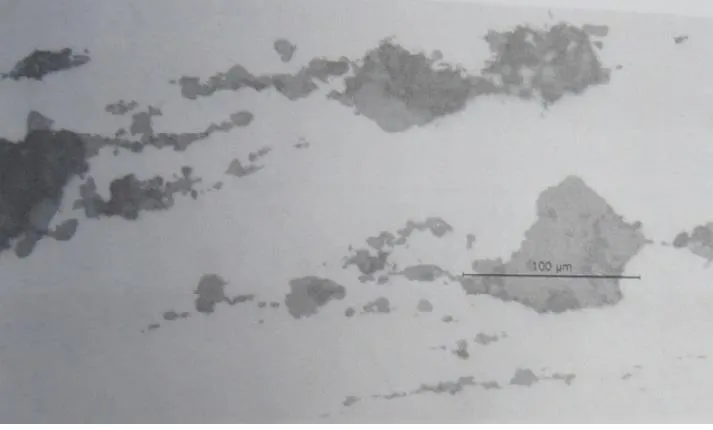
圖3 金相顯微鏡下觀察到大塊夾雜
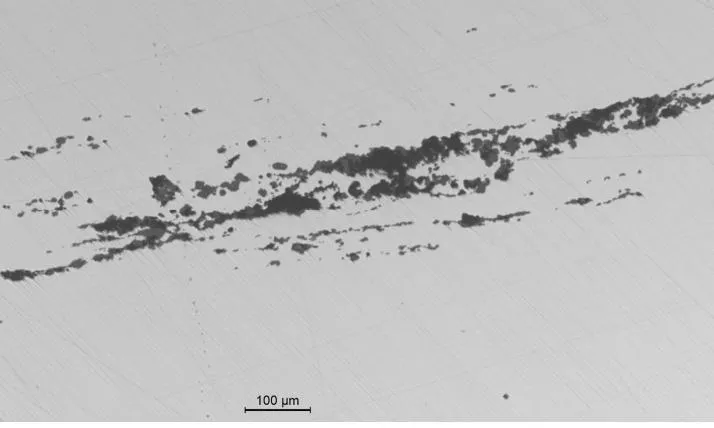
圖4 金相顯微鏡下觀察到夾雜聚集呈鏈條狀

圖5 掃描電鏡分析夾雜物組成
鋼中大部分夾雜物屬于這一類,其特點主要是顆粒比較小(一般小于100 μm),分布也較為分散、均勻。而外來夾雜是耐火材料、熔渣或兩者的反應產物混入鋼中并殘留在鋼中的顆粒夾雜。這類夾雜物具有尺寸較大、易于上浮的特點,它的出現帶有偶然性[2]。從磁痕缺陷的金相檢測結果來看,該類夾雜物尺寸較大,為外來夾雜物。
1.4.2按熱加工變形后夾雜物的形態分析
由于不同的夾雜物在熱加工溫度下具有不同的塑性,所以加工變形后,它們在鋼中將呈現不同的形態。根據磁痕缺陷的金相檢測結果來看,該類夾雜物在熱加工時不變形,但沿加工方向(軸向)破裂成鏈狀分布,再從掃描電鏡分析可以確定該類夾雜物為以鋁鈣為主的復合氧化物。
2工藝措施
2.1降低產品全氧含量
從前述產品分析結果可知,氧化物夾雜是導致產品報廢的原因,因此在工藝上降低產品的全氧含量尤為重要。首先,選用按一定比例配比的優質生鐵和清潔廢鋼進行電爐冶煉,通過嚴格控制電爐終點成分和溫度,降低鋼液氧含量。其次,精煉爐冶煉時制定合理的預脫氧制度、吹氬攪拌制度、精煉造渣制度、真空脫氧制度和出鋼前軟吹氬促進夾雜物上浮等全過程控氧技術,保證鋼中全氧含量在15×10-6以下。
此外,加強澆注過程中鋼水保護力度,采用先進的澆注工藝方法,做到澆鋼過程完全避免二次氧化。
2.2防止外來夾雜物
選擇高質量等級的耐火材料,進一步提高鋼水純凈度。鋼錠模及澆注附具嚴格清理,避免污染。
3改進結果
改進措施實行后生產的十幾件該類產品,其高倍夾雜物評級結果平均降低0.5級,全氧含量平均達到8.8×10-6,N含量平均達到43×10-6,晶粒度平均提高0.5級,達到6級水平。MT檢測均一次合格,為公司挽回了客戶,贏得了聲譽。
4結論
通過對大型滲碳鋼齒輪軸缺陷產品的解剖分析,確定了此類缺陷為Al、Ca、Mg、O等主要成分所形成的復雜氧化夾雜物。為了解決此類問題,制定了一系列的改進措施。經過一批產品的生產實踐證明,提出的工藝和操作改進措施是正確的,從根本上解決了缺陷問題。
參考文獻
[1]朱永輝,李曄.鍛件表面磁痕分析.機械制造,2010,48(2):70-71.
[2]邱紹岐,祝桂華. 電爐煉鋼原理及工藝. 北京:冶金工業出版社,2006.
編輯杜青泉
Analysis and Improvement of Magnetic Particle Testing Quality Issue for Heavy Carburizing Steel Gear Shaft Forgings
Huan Xiaoping, Xie Yunfei, Li Lianlong, Wang Yan, Zeng Jie, Yang Xianzhi
Abstract:The magnetic particle testing quality issue appeared on the surface of heavy carburizing steel gear shaft forgings has been analyzed. It shows that the defect was a kind of complicated oxide inclusion which was mainly composed of Al, Ca, Mg and O. By adopting the measurements of reducing the total oxygen content of product and preventing the foreign inclusion, the magnetic particle testing quality issue of heavy carburizing steel gear shaft forgings has been solved successfully.
Key words:17CrNiMo6; gear shaft; magnetic particle testing; magnetic particle indication; inclusion
收稿日期:2015—10—21
中圖分類號:TG316.193
文獻標志碼:B
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
