數控車削加工過程中直線尺寸精度控制
2016-03-16 09:41:47梁方波
科技與創新 2016年4期
梁方波
摘 要:主要對數控車削加工過程中直線尺寸的精度控制展開了探討,并給出了一些直線尺寸精度控制的方法,以期能為相關人員提供有益的參考借鑒。
關鍵詞:數控車削;直線尺寸;精度控制;數控編程技術
中圖分類號:TG519.1 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2016.04.075
數控編程技術作為現代機械制造中的關鍵技術,對其精度的控制直接影響著數控車削加工的效率。因此,如何有效地應用數控編程技術,加強對直線尺寸的精度控制,成為了相應工作人員需要解決的問題。基于此,本文就數控車削加工過程中直線尺寸的精度控制進行了探討。
1 直線尺寸精度控制方法
1.1 一次精車法
將只經過一次精加工便可使加工精度達到預期效果的方法稱為精車法。
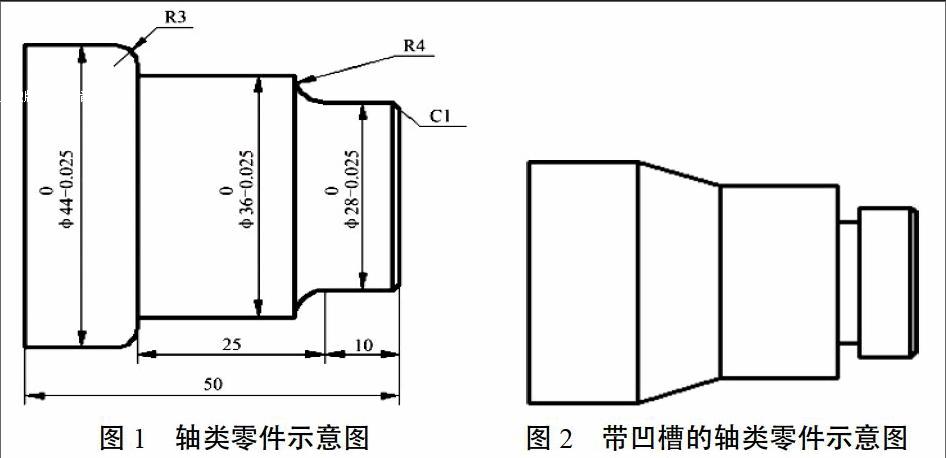
圖1所示為廣州數控車床GSK980T車削的直徑為φ44的外圓軸類零件。在機床刀具偏置磨損零件時,應預留0.5的加工余量,以便在粗車后對其進行精加工。與對稱偏差不同,尺寸偏差應該選取中值尺寸43.988編寫輪廓程序。在經過較為理想的粗加工后,零件的尺寸可以達到44.488.工件尺寸的測量要等粗車完畢,并且主軸已不再旋轉后方可進行。經過測量,零件直徑方向的尺寸要比預先設置的尺寸44.488偏大。這時,可重置機床刀具偏置磨損表中的數據,然后再次進行精車。
由于主軸經常改變轉速,所以使用一次精車法容易產生誤差,精度也不是很高,只適用于打磨允許出現較大誤差的零件。與精加工相比,粗加工的轉速要慢得多。如果把粗車的打磨速度提升到精車的水平,那么其刀具的受力情況會發生較大改變。相對的,加工精度也很難得到控制。
1.2 二次精車法
與一次精車法不同,二次精車法是為了確保零件尺寸的精確度,而對零件進行兩次精加工。二次精車法一般要經過粗車、一次精車程序,之后經過測量,改變原來的刀具偏置磨損數據,再進行二次精車。此方法要確保預留的一次精車和二次精車的加工余量差別不大,以保證刀具受力情況相對均勻,從而穩定零件的加工情況,避免出現較大誤差。與此同時,粗車前、一次精車和二次精車設置的加工余量也不能有較大差距,以確保加工精度。在設置加工余量時,要確保車內孔時的加工余量數值是負數,車外圓時的加工余量數值是正數。如果在加工過程中需對零件的尺寸進行測量,則用M00暫停加工程序即可。在對尺寸進行控制時,需采用中值尺寸,而非極限尺寸。
采用二次精車法加工工件時,為了確保加工精度,需要注意工件要求的加工尺寸和實際測量結果,再通過二者的差值來改變刀具偏置磨損表中的數據。如圖2所示,當工件需要加工的部分是錐度時,要想有效地控制工件的尺寸,就需要求得較大一端和較小一端的尺寸。
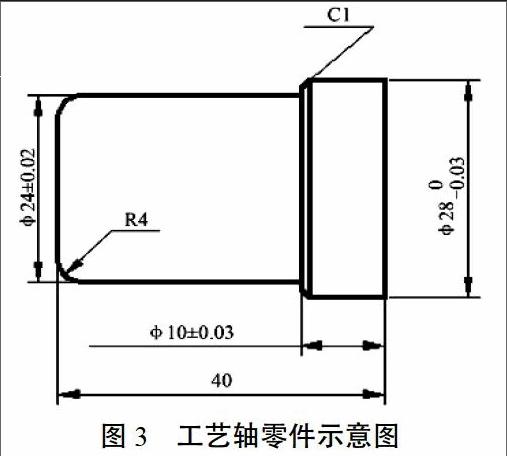
如圖3所示,如果工件中含有外圓輪廓,且各個輪廓間要求的公差不同,為了有效控制精度,就要對加工程序進行適當修改,運用較為一致的刀具半徑補償值。同時,編寫程序時,要取工件中各外圓輪廓的中值尺寸,而非輪廓尺寸。在測量外圓輪廓的尺寸時,應該以尺寸較多的外圓輪廓為準,改變刀具偏置磨損的數值,使外圓輪廓尺寸符合要求。以圖中φ24尺寸與φ28尺寸為例,在程序編寫中,涉及到二者的中值尺寸就需要計算φ24尺寸與φ28尺寸的差值,同時加上φ24的尺寸。如果要批量生產零件,那么只需在前兩件零件的制作過程中適當調整程序即可。二次精車法雖然在操作上相對煩瑣,但是能夠提高零件加工制作的精度,也適用于高精度和相對精密零件的加工中。
注意事項:在零件加工過程中,不僅要考慮到零件尺寸的精確度,也要充分考慮其表面的粗糙度。當零件的加工余量達到0.3時,為了達到零件要求的表面粗糙度,需要考慮自磨刀的切削參數是否需要調整;當零件的加工余量達到0.1或0.2時,為了達到零件要求的表面粗糙度,需要考慮機夾刀的切削參數是否需要調整。自磨刀的刀尖半徑較小,其圓弧半徑可忽略不計,因此,只能用自磨刀進行零件的粗加工。而機夾刀可用于精加工,因為已知其刀尖圓弧半徑。為了充分發揮刀具半徑補償值的作用,可以在程序里添加G41/G42和D01等指令。
1.3 長度和尺寸精度的控制
對刀操作和預留加工余量這兩種控制方法主要是針對對零件長度和尺寸精度有較高要求的零件提出的。對刀操作對準確性的要求非常嚴格,一般要求精確到0.01 mm。控制零件的長度,以使其達到精度要求,只需第一把刀具即可,其余刀具則負責相應的粗加工和精加工。例如,在加工凹槽時,需用切槽刀,并且在操作時,要在凹槽的左右兩面預留加工余量。在精加工之前,需對經過粗加工后的零件尺寸進行測量,并調整程序。在加工制作零件前,要注意仔細安裝刀具,以免使加工精度受到影響。在進行第一把刀的對刀時,可以采用刀尖與頂尖中心對準的方法,也可以試切,直至刀具恰好切削到相應零件的中心位置,還可以把第一把刀具作為基準刀,將第二把與第三把刀具調到與其等高即可。而進行切斷刀的對刀時,切斷刀的刀尖高度不能超過工件中心,以免造成失誤;而螺紋刀的對刀情況剛好與切斷刀相反。由于在零件加工過程中螺紋刀會受到擠壓,導致刀尖向下移動,因此,提高刀尖的高度可以有效補償刀尖的下移量。
2 結束語
總之,數控編程技術已廣泛應用于眾多行業中,也在現代機械制造中起著不可替代的作用。為了使其獲得更進一步的發展,相關人員需要加強數控車削加工過程中對直線尺寸精度的控制,并熟練掌握數控編程技術,以達到進一步推廣和使用數控編程技術的目的。
參考文獻
[1]李勁夫.數控車削加工中的工件尺寸精度控制方法[J].職業,2008(21).
[2]寇錄峰,袁彥輝.數控車床加工過程中尺寸精度的控制[J].科技經濟市場,2013(04).
〔編輯:王霞〕
