鎳基壓力容器的焊接實例
2016-03-15 07:41:45杜永信
山東工業(yè)技術(shù) 2016年6期
摘 要:介紹了將鎢極氬弧焊(TIG)用于鎳基(Inconel600)壓力容器中的焊接制造,采用適當?shù)暮附右?guī)范參數(shù),焊接工藝評定試驗結(jié)果,滿足了產(chǎn)品制造技術(shù)條件的要求.在產(chǎn)品焊接過程中,通過焊接操作和焊接工藝的控制,使焊縫通過射線檢測和超聲波檢測以及水壓試驗。
關(guān)鍵詞:TIG,Inconel600;壓力容器;工藝評定
DOI:10.16640/j.cnki.37-1222/t.2016.06.023
1 前言
按壓力容器的工作壓力p,壓力容器可分為低壓、中壓、高壓和超高壓容器四類。這四類容器的壓力范圍規(guī)定如下:
低壓容器(L),0.1≦p<1.6MPa;中壓容器(M),1.6≦p<10MPa;
高壓容器(H),10≦p<100MPa;超高壓容器(U),p≥100MPa。
從壓力容器的用途和化工工藝過程的性質(zhì),可將壓力容器分為反應(yīng)容器、換熱容器、分離容器和貯運容器。
鎳基合金是指在650~1000℃高溫下有較高的強度與一定的抗氧化腐蝕能力等綜合性能的一類合金。常用的是鎳基高溫合金,本文Inconel600合金是鎳-鉻-鐵基固溶強化合金,具有良好的耐高溫腐蝕和抗氧化性能、優(yōu)良的冷熱加工和焊接性能,在700℃以下具有滿意的熱強性和高的塑性。壓力容器為低壓換熱容器。
鎢極氬弧焊本身鎢極不熔化,所以在焊接過程中沒有損耗,保護氣體作為焊劑使用,,填充金屬可被用來給焊縫提供金屬,幾乎所有的金屬都能由鎢極氬弧焊來焊接,包括大多數(shù)的鋼、鋁合金、鎂合金、銅、某些黃銅和青銅、鈦、金和銀,同時焊接成型質(zhì)量好。
經(jīng)過反復的焊接工藝試驗驗證后,將TIG用于Inconel600焊縫接頭的焊接方法,焊后經(jīng)RT和UT檢驗,焊縫質(zhì)量達到要求。
2 設(shè)備結(jié)構(gòu)及主體材料
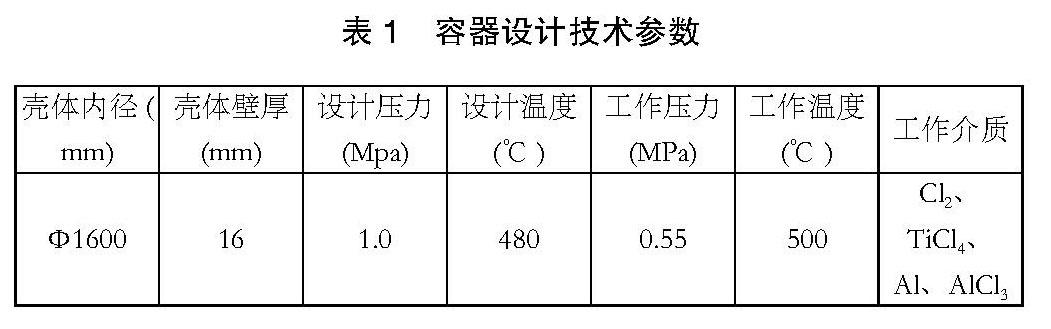
設(shè)計參數(shù)見表1。其工作介質(zhì)為 Cl2、,TiCl4,Al ,AlCl3。殼體主體材質(zhì)為Inconel600(其化學成分和力學性能)
Inconel600(退火)板材化學成分。含碳量為0.05%,含硅量為0.17%,含錳量為0.35%,硫磷含量低,含鎳量為75.8%,含鉻量為15.16,含銅量為0.1,含鐵量為8.19%,這些含量都高于標準。
Inconel600的力學性能,力學性能,屈服強度實際值為279MPa,抗拉強度為667MPa,延伸率為45%,都大于標準值。
3 焊接材料的選用
Inconel600的焊接材料的選擇首先要保證其熔敷金屬的化學成分與母材相當,S、P等雜質(zhì)元素的含量要控制的很低,使焊縫金屬具有相應(yīng)的性能指標.其次母材厚度為16mm,為了保證焊縫每層的質(zhì)量,飛濺少,層間易清理等因素,采用采用單面U型坡口,焊接方法為TIG,焊絲為直徑2.5mm.Inconel82 .
Inconel82焊絲的化學成分。含碳量為0.03%,含鉻量為,20.05,含鈦量為0.4%,含硅量為0.15%,含錳量為2.92%,含鐵量為1.23%,含銅量為0.035%,硫磷的含量不高于0.005%,均比標準要高。
Inconel82焊絲的力學性能:抗拉強度為600MPa,屈服強度為240MPa,延伸率是36%。
4 焊接工藝評定
選擇不同的規(guī)范參數(shù)匹配,并在試板上進行一系列的焊接工藝試驗,通過觀察飛濺大小,電弧穩(wěn)定性,焊接表面的成型,母材的熔合情況,確定焊接電流為160-210(A)電弧電壓為16-18(V)電流太小,不僅生產(chǎn)效率低,還容易產(chǎn)生未熔合,氣孔等缺陷,電流過大,會引起鎢極熔化和蒸發(fā),其微粒有可能進入熔池而造成污染,而且還容易引起燒穿或焊縫下陷,咬邊等缺陷.選擇合理的焊接規(guī)范參數(shù)見表6,參照JB4708-2000和GB50236的標準,試板規(guī)格500X150X16對接,保護氣體為Ar,氣體純度 99.99%焊槍中Ar氣流量為14-18L/Min, 尾部Ar氣流量為10-12L/Min, 焊縫背面Ar氣流量為12-14L/Min,對焊接工藝評定試板進行100%RT無損檢測,符合JB/T4730.2—2005的規(guī)定,II級合格。然后進行理化解剖和力學性能試驗,力學性能全部滿足產(chǎn)品制造的技術(shù)條件的要求。
5 產(chǎn)品焊接
(1)焊接坡口的準備。對接焊縫的坡口型式U,采用機加工,焊前對坡口區(qū)域進行仔細清理,用丙酮或乙醇清洗并去除坡口附近50mm區(qū)域的氧化色等雜質(zhì)。
(2)焊接要點。在焊接之前,經(jīng)焊工需進行相關(guān)資格的考試,焊工用焊接評定給出的規(guī)范參數(shù)范圍,在非產(chǎn)品試件上進行試焊,調(diào)節(jié)焊接電流,電壓。
(3)在焊接過程中,層間溫度嚴格控制在小于或等于90℃,隨時用測溫筆進行測量。施焊過程中背部和尾部需用氬氣進行保護,(尤其第一層、第二層)并且每焊完一層需用PT檢測,必須仔細檢查,如有缺陷,按照有關(guān)程序進行處理,合格后再繼續(xù)施焊。熄弧時一定要填滿弧坑,以防止弧坑裂紋。
6 焊后檢驗
焊縫表面無裂紋,氣孔,咬邊等缺陷。焊縫按照JB/T4730.2-2005進行100%RT檢測,II級合格。
7 小結(jié)
Inconel600是鎳基材料中焊接性比較好的一種材料,只要嚴格控制焊接工藝參數(shù)和層間溫度以及層間的清洗,選用匹配好焊接材料,焊縫完全達到產(chǎn)品制造技術(shù)的要求。將TIG用于鎳基材料的焊接技術(shù)的成功,在焊接工藝,焊工培訓,現(xiàn)場操作和焊接質(zhì)量管理方面積累了經(jīng)驗,為以后向有色金屬壓力容器的制造奠定了基礎(chǔ)。
參考文獻:
[1]ASME 鍋爐及壓力容器規(guī)范[S].中國石化出版社.
[2]壓力容器安全技術(shù)監(jiān)察規(guī)程[S].北京:勞動部.
[3]JB4708--2000鋼制壓力容器焊接工藝評定[J].北京:國家機械工業(yè)局,國家石油和化工工業(yè)局,2000.
作者簡介:杜永信(1984-),男,山東滕州人,本科,初級職稱,教師,研究方向:壓力容器的設(shè)計及使用的條件。
