出坯輥道磨損原因分析及解決措施
2016-03-15 09:00:07周士凱梅瑾燁喬婉莉
重型機械 2016年4期
關鍵詞:電氣控制
周士凱,梅瑾燁,喬婉莉
(1.中國重型機械研究院股份公司,陜西 西安 710032;2.中鋼集團西安重機有限公司,陜西 西安 710201)
出坯輥道磨損原因分析及解決措施
周士凱1,梅瑾燁1,喬婉莉2
(1.中國重型機械研究院股份公司,陜西 西安 710032;2.中鋼集團西安重機有限公司,陜西 西安 710201)
W鋼廠不銹鋼板坯連鑄機,自切下輥道后的出坯輥道均存在不同程度的磨損,現場觀察、分析發現:輥道電機抱閘、二冷強度不均勻、電氣控制及輥道潤滑不夠是導致輥道磨損的主要原因。通過對抱閘的拆除、二冷優化、電氣控制優化及加強輥道潤滑解決了鑄坯對輥道非正常的磨損。
板坯連鑄機;不銹鋼;冷卻強度;出坯輥道;磨損
0 前言
W鋼廠,雙機雙流板坯連鑄機,澆注斷面為(150、180) mm×(500~850) mm,主要生產304、J4、BJ4、410、410L等不銹鋼等品種。生產澆注150 mm×600 mm斷面、拉速0.8 m/min、鋼種J4時,自切下輥道后的出坯輥道(包括切后輥道、去毛刺輥道1、去毛刺輥道2、輸送輥道)存在不同程度的磨損,部分輥子磨損嚴重。
1 輥道磨損原因分析
連鑄機主要參數如表1所示,連鑄機出坯輥道配置如表2所示,J4鋼種成分見如表3所示。生產過程中,澆注斷面150 mm×600 mm、0.8 m/min、鋼種J4、切割定尺8 m時,自切下輥道后的出坯輥道(輥身長度900 mm),包括切后輥道、去毛刺輥道1、去毛刺輥道2、輸送輥道,均存在不同程度的磨損,部分輥子磨損較為嚴重。切后輥道帶抱閘的輥子磨損見圖1,其他輥道(去毛刺輥道1、去毛刺輥道2、輸送輥道)帶抱閘的輥子磨損與切后輥道帶抱閘的輥子磨損情況相似。切后輥道無抱閘的輥子磨損見圖2,其他輥道(去毛刺輥道1、去毛刺輥道2、輸送輥道)無抱閘的輥子磨損與切后輥道無抱閘的輥子磨損情況相似。

圖1 帶抱閘輥道輥身磨損情況Fig.1 Wear status of roller with brake

鑄機參數性能特點鑄機類型直弧形鑄機半徑/mm8000流間距/m54澆注斷面/(mm×mm)(150/180)×(500~830)切割定尺/m55~10振動方式液壓振動結晶器長度/mm900二冷分區數量/個8冶金長度/m19226
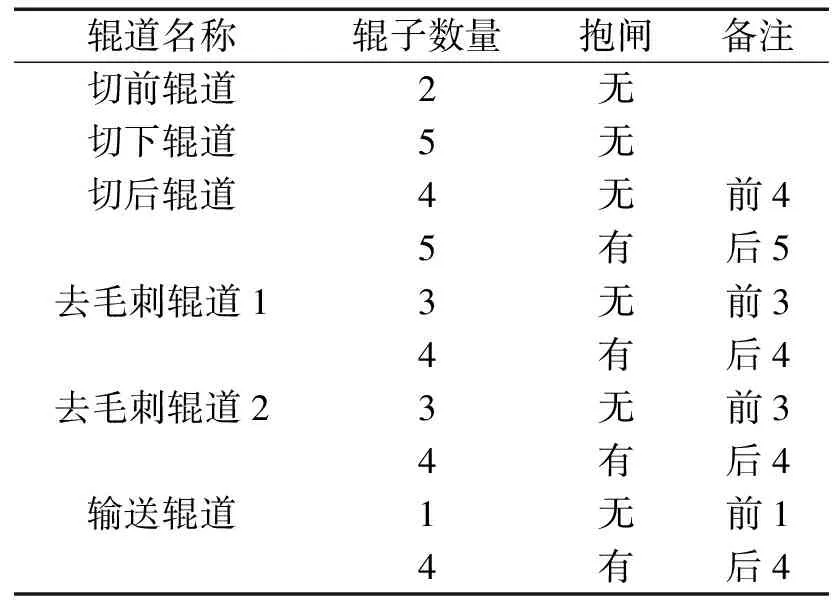
表2 出坯輥道配置

表3 J4鋼種成分
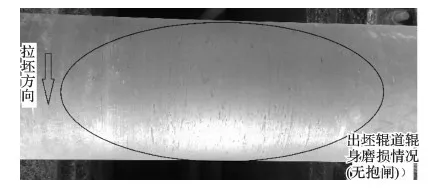
圖2 無抱閘輥道輥身磨損情況Fig.2 Wearing status of roller without brake
由圖1和圖2可知,帶抱閘的輥身磨損嚴重,在沿輥身600~700 mm寬度內,沿輥身一周內存在一處或多處較深的磨損痕跡,磨損深度最大在3 mm左右;輥身其余位置布滿輕微的劃痕及凹坑,深度均不超0.5 mm。而無抱閘的輥身磨損相對較輕,沿輥身一周內布滿輕微的劃痕及凹坑,深度均不超0.5 mm。
通過現場的觀察、分析,認為輥道抱閘、二冷強度的不均勻、電氣控制以及輥道潤滑不夠是產生磨損的主要原因。
1.1 輥身材質
輥道設計為空心光輥,空心通水冷卻,輥身采用GB/T8162-1999的結構用無縫鋼管,35鋼,不調質。現場輥身采樣、分析,其實際成分見表4。該成分符合GB/T699-1999標準中規定的35號鋼鋼種成分要求。可以判斷材質滿足要求。

表4 輥身材質成分
1.2 輥道抱閘
生產過程中,由于切割機未正常運行,鑄坯不能及時切斷,未切斷的鑄坯以拉坯速度被動的在輥道上移動。在此種事故情況下,切下輥道以后的出坯輥道都在手動模式下運行,在手動模式下,輥道斷電,抱閘失電,抱閘抱死,帶抱閘的輥子不能夠自由隨動,鑄坯和輥子之間為滑動摩擦,這是導致帶抱閘的輥道磨損嚴重的主要原因。
1.3 二次冷卻強度
澆注J4鋼,拉速0.8 m/min時,各區二冷水水量(優化前)見表5。出坯輥道輥子間距為1.6 m,正常情況下,切割定尺為8 m的鑄坯應接觸5~6根輥道,由5~6根輥道驅動、輸送。由于二冷強度的不均勻,外弧冷卻強度大于內弧冷卻強度,鑄坯切斷后兩頭向上翹呈月牙形狀,鑄坯兩頭部上翹最大達120 mm,月牙形鑄坯與輥道接觸示意圖如圖3所示, 8 m長的鑄坯只與2根輥道接觸,并由2根輥道驅動、輸送鑄坯。這樣使得在鑄坯輸送過程中,鑄坯運輸不平穩,對輥子會產生比較大的沖擊,尤其是在鑄坯接觸輥道的瞬間,沖擊尤為嚴重,這是導致輥身(尤其是去毛刺輥道1、去毛刺輥道2、輸送輥道)出現輕微的劃痕及凹坑的主要原因。
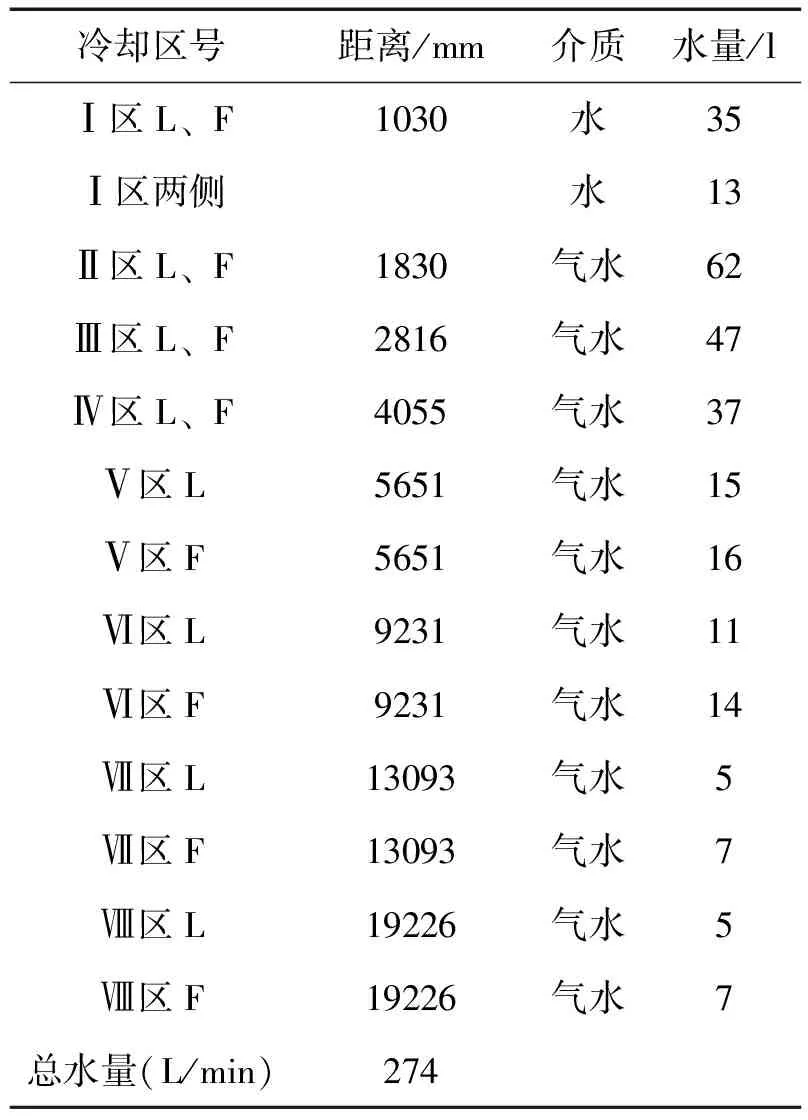
表5 二冷水表(優化前)
注:距離是指各冷卻區末端距離液面的外弧長度。

圖3 月牙形鑄坯與輥道接觸示意圖Fig.3 Touching status between rollers and moon- shaped slab
1.4 電氣控制
如表2所示,切后輥道前4根輥道無抱閘,后5根帶抱閘。在8 m定尺鑄坯切斷前,定尺鑄坯按拉坯速度在切后輥道上被動移動,此時切后輥道處于斷電狀態,后5根帶抱閘輥道則處于制動狀態,所以鑄坯與后5根帶抱閘的輥道間產生滑動摩擦,加劇了該輥道磨損較為嚴重的狀況的出現。
此外,切斷后的定尺鑄坯在未完全到達后一組輥道上時,前一組輥道也應該按后一組輥道的速度同時驅動鑄坯。實際由于檢測元器件的定位原因,電氣控制在得到信號后立即停止輥道的運行,使得定尺鑄坯在未完全到達后一組輥道上,尾部尚處在前一組輥道的最后2根輥道之間時,前一組輥道斷電,帶抱閘輥道制動,鑄坯與前一組輥道間產生滑動摩擦,加劇了每組輥道(去毛刺輥道1、去毛刺輥道2、輸送輥道)最后一個磨損較為嚴重的狀況出現。
1.5 輥道潤滑
生產中,定尺鑄坯切斷前,定尺鑄坯按拉速在切后輥道上被動移動,此時,切后輥道斷電,正常情況下,前4根無抱閘輥道跟鑄坯隨動。實際上,由于輥道潤滑不夠,轉動阻力大,輥道不能夠跟鑄坯自由的隨動,這也加劇了切后輥道中無抱閘輥道的磨損。
2 輥道磨損解決措施
根據上述輥道磨損的原因,通過解決輥道抱閘的配置、優化二冷強度以及加強輥道潤滑,可以解決輥身的嚴重磨損問題,大大緩解輕微的劃痕及凹坑。
2.1 拆除抱閘
為了避免火切機不能切斷鑄坯而導致的輥身嚴重磨損,將所有輥道抱閘拆除,使得在事故狀態下,仍可以保證輥道跟鑄坯隨動,不會引起嚴重的磨損。
2.2 二冷水優化
為了保證鑄坯內弧和外弧獲得盡可能均勻的冷卻強度,調整各冷卻區水量,加大內弧冷卻強度,澆注鋼種J4,拉速0.8 m/min時,優化后二冷水表見表6。優化后,鑄坯內弧和外弧冷卻強度均勻,消除了鑄坯兩頭翹的情況。二冷水優化后鑄坯外形如圖4所示。

圖4 二冷水優化后鑄坯外形Fig.4 Slab shape after optimizing second cooling water
2.3 電氣控制改進
優化電氣控制,將前一組輥道運行的停止做延時處理,保證切斷后的定尺鑄坯在完全到后一組輥道上后前一組輥道再斷電,停止運行,解決了鑄坯對每組最后2根輥子的嚴重磨損情況。

表6 二冷水表(優化后)
2.4 加強輥道潤滑
加強輥道的潤滑,減小轉動阻力,使得輥道能夠跟鑄坯自由的隨動,緩解鑄坯對輥身輕微的劃痕及凹坑。
3 結論
連鑄生產中,對出坯輥道的輕微磨損是正常的,但是在短時間內出現圖1、圖2所示的磨損是不正常的,通過拆除輥道抱閘、優化二冷水,保證鑄坯內弧和外弧冷卻強度一致、優化電氣控制及加強輥道潤滑,減小輥道轉動阻力等措施可以避免鑄坯對輥身的嚴重磨損以及緩解對輥身的輕微的劃痕及凹坑。
[1] 楊拉道主編.常規板坯連鑄技術[M]. 北京:冶金工業出版社,2002.
[2] 干勇.現代連續鑄鋼實用手冊[M].北京:冶金工業出版社,2010.
[3] 李冰主編.零基礎學西門子S7-300/400PLC[M].北京:機械工業出版社,2010.
[4] 顧繩谷主編.電機及拖動基礎[M].北京:機械工業出版社,2007.
[5] 陸世英主編.不銹鋼概論[M].北京:化學工業出版社,2013.
[6] 王永驥等主編.自動控制原理[M].北京:化學工業出版社,2007.
[7] 盧盛意主編.連鑄坯質量[M]. 北京:冶金工業出版社,2003.
[8] 陳雷主編.連續鑄鋼[M].北京:冶金工業出版社,2006.
[9] 劉明延主編.板坯連鑄機設計與計算[M].北京:機械工業出版社,1990.
[10]林慧國主編.世界鋼號手冊[M].北京:機械工業出版社,
[11]蔡開科主編.連鑄坯質量控制[M].北京:冶金工業出版色,2010.
[12]陳建明主編.電氣控制與PLC應用[M].北京:電子工業出版社,2014.
[13]江利等主編.現代金屬材料[M].徐州:中國礦業大學出版社,2000.
[14]許立忠主編.機械設計[M].北京:機械工業出版社,2003.
[15]張萬昌主編.熱加工工藝基礎[M].北京:高等教育出版社,1999.
Analysis and measures for wearing of runout rollers
ZHOU Shi-kai1,MEI jin-ye1, QIAO Wan-li2
(1.China National Heavy Machinery Research Institute Co., Ltd., Xi’an 710032, China;2.Sino Steel Xi’an Machinery Co.,Ltd., Xi’an 710201, China)
There were kinds of wearing on runout rollers after cutting roller table in W Plant CCM. By observing and analyzing, the roller motor braking, non-uniform of secondary cooling intensity, electrical control and short of lubrication of rollers are main reasons of wearing. By removing brake, optimizing secondnary cooling, electrical control and enhancing roller lubrication, wearing of rollers was solved finally.
slab continuous caster; stainless steel; cooling intensity; runout roller; wear
2016-01-06;
2016-02-11
周士凱(1981-),男,高級工程師,主要從事連鑄以及相關技術研究。
TF777
A
1001-196X(2016)04-0094-04
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:58
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2018年10期)2018-08-04 03:24:40
電子制作(2018年2期)2018-04-18 07:13:37
電子制作(2017年10期)2017-04-18 07:22:39
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
工業設計(2016年12期)2016-04-16 02:52:01
武夷學院學報(2015年3期)2015-07-18 11:03:46
機電信息(2014年20期)2014-02-27 15:53:20
