適用于雙機架冷軋提高成材率的工藝裝備介紹
2016-03-04 15:48:30孫廣庭
山東工業技術 2016年5期
孫廣庭


摘 要:本文論述了一種適用于雙機架冷軋焊接引帶提高成材率的工藝裝備,實現了對雙機架冷軋軋制前焊接引帶的功能,進而達到了提高雙機架軋機產品成材率的目的。
關鍵詞:雙機架冷軋;焊接引帶;工藝裝備;成材率
DOI:10.16640/j.cnki.37-1222/t.2016.05.001
1 前言
可逆式軋機與連軋機相比具有投資少、生產組織靈活的特點。但是因為頭尾無法軋制,存在成材率低的先天不足。雙機架冷軋機與單機架軋機相比,其頭尾厚度不合格部分更加嚴重,制約了成材率的提高,從而成為制約冷軋效益提高的一個重要原因。為了提高成材率,增加經濟效益,不斷探索研究成材率提高辦法。本文論述了一種適用于雙機架冷軋焊接引帶提高成材率的工藝方法和裝置,實現了對雙機架冷軋軋制前焊接引帶的功能,進而達到了提高雙機架軋機產品成材率的目的。
2 軋鋼工藝
2.1 工藝布置
工藝裝備包括:開卷機、對中立輥、夾送輥、矯直機、橫切剪、輥道、焊機、壓輥、地輥等設備。其工藝布置圖如圖1所示。
2.2 工藝流程
(1)將正品卷上卷至地輥,轉動地輥進行開卷;(2)正品卷開卷后,通過壓輥壓下,傳輸至焊接位置;(3)將引帶卷上卷至開卷機,經對中矯直后運至橫切剪位置,將不合格的帶頭用橫切剪剪掉;(4)經剪切后的帶頭經過出口輥道運至焊接位置;(5)引帶頭和經過上述步驟(2)的正品卷卷頭進行焊接;(6)轉動地輥,進行焊接完畢后重卷;(7)重卷后的大卷進行打捆,吊運至雙機架進行軋制。(8)軋制時,將焊接引帶后的鋼卷到開卷機后,1#軋機和2#軋機工作輥輥縫打開,焊縫位置經過2#軋機后,將引帶卷取在2#卷取機上,在確保焊縫離開軋機后開始軋制。
2.3 原料條件
2.3.1 原料卷規格及年需求量
鋼種: 低碳鋼、低合金結構鋼。帶鋼厚度:1.8-4.0mm;帶鋼寬度:1000-1250mm;鋼卷外徑: 1000-2000mm;鋼卷內徑: 610mm;鋼卷重量;最大25t;鋼卷單重::最大20 kg/mm,平均16 kg/mm;年需求量: 120,000 t/a。
2.3.2 原料品種
原料按性能等級分為兩種。屈服強度(N/mm2) 抗拉強度(N/mm2);低碳鋼: 最大340 最大390;高強鋼: 最大380 最大490;熱軋原料卷符合EN10051的規定。
2.3.3 引帶規格
在引帶的寬度選擇上,具有獨特性,不選擇同寬度的引帶,而是采用窄引帶焊接方式。其理論依據為:引帶的規格主要受屈服強度、厚度和寬度影響,在軋機建立張力后,不能超過引帶的屈服強度,因此,其影響關系為:其中:為屈服強度,MPa;T為卷取張力,kN;h為引帶厚度,mm;w為引帶寬度,m。
根據約束條件計算最小引帶寬度如下(SPCC為例),如表1。
為保證一定的安全系數,引帶最小寬度選擇300mm~500mm。
3 工藝裝備特點
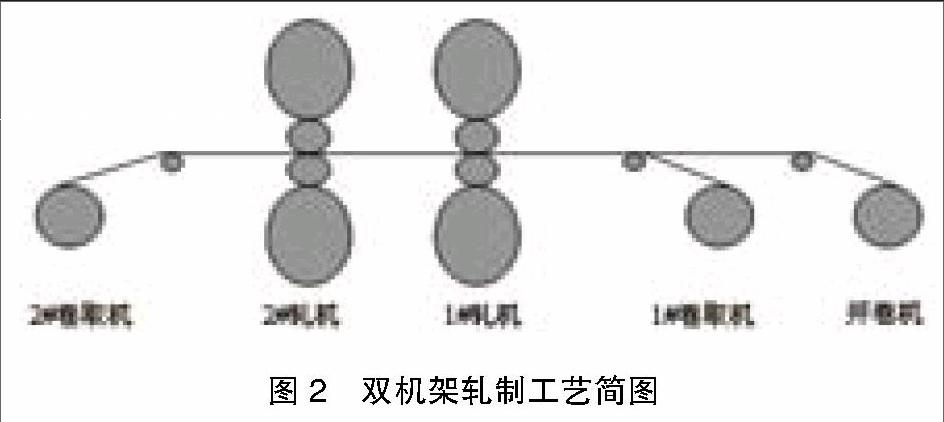
本文論述的適用于雙機架冷軋焊接引帶提高成材率的工藝方法和裝置,其工藝裝備特征如下:(1)在軋制前離線在鋼卷外圈焊接引帶,焊接時不整卷開卷。離線焊接操作不受現有工藝設備的限制(而在線焊接方式,焊接時軋制主線必須停止,影響工作節奏),并能和軋制主線生產同時進行,可以節省大量時間,能夠滿足軋制的節奏。(如果整卷開卷焊接后再卷取,則不能滿足軋制節奏,設備投資大、能耗高、而且不能帶來預期的經濟效果。)(2)正品卷開卷方式獨特,不采用傳統開卷機進行開卷,而是采用地輥進行開卷。采用地輥進行母卷開卷,開卷時只需要轉動兩根地輥,故無需正式的開卷機,無需大功率電機,采用小功率的電機轉動地輥即可以達到開卷的目的。(3)雙機架軋制時區別于常規軋制,采取不過焊縫軋制的方式。
如圖2所示,焊接后的鋼卷上卷到開卷機后,1#軋機和2#軋機工作輥輥縫打開(現有技術軋機不打開),焊縫位置經過2#軋機后,將引帶卷取在2#卷取機上,在確保焊縫離開軋機后開始軋制。采取不過焊縫軋制,因為空過軋機,故焊縫對軋輥不造成沖擊和損傷,(冷軋軋輥成本很高,每根軋輥十幾萬元,如果損壞、損失很大)故不需要高精度的焊機,不需要高精度的對中裝置,大幅度減少設備投資。(4)焊接方法可選擇自動焊接方式或者人工焊接方式,操作靈活。
4 投產后的生產效果
(1)焊接引帶后較焊接前可提高軋機理論成材率1.2%。 以實際生產為例:母卷長度取1000m、引帶取12m,在不焊接引帶時,切酸洗損失為0.7%,邊損失為2.8%,切頭尾損失為6%,故成材率為90.5%;焊接引帶后,酸洗、切邊損失不變,由于焊接了引帶,切頭尾損失降低1.2%,即提高成材率1.2%,為冷軋廠帶來了可觀的經濟效益。 (2)正品開卷和引帶卷的開卷工序可以交換或者同時工作,生產組織靈活、提高生產效率。
