以檢修工藝流程圖為主線搞好液壓支架檢修
2016-03-03 14:41:00徐佳寅
中國高新技術企業 2016年6期
摘要:企業技術部門要編制生產工藝流程圖,承擔煤礦機電設備檢修的服務企業要根據用戶的特定要求編制檢修工藝流程圖,在工藝流程圖的工作基礎上再編制工藝卡片、工序卡片、檢驗規程、生產工藝裝備等工藝文件,以保障檢修設備的質量和工期。文章以液壓支架檢修工藝流程圖為例,介紹了以檢修工藝流程為主線搞好液壓支架的檢修業務。
關鍵詞:檢修工藝;工藝流程圖;液壓支架;煤礦生產;機電設備 文獻標識碼:A
中圖分類號:TD355 文章編號:1009-2374(2016)06-0074-02 DOI:10.13535/j.cnki.11-4406/n.2016.06.037
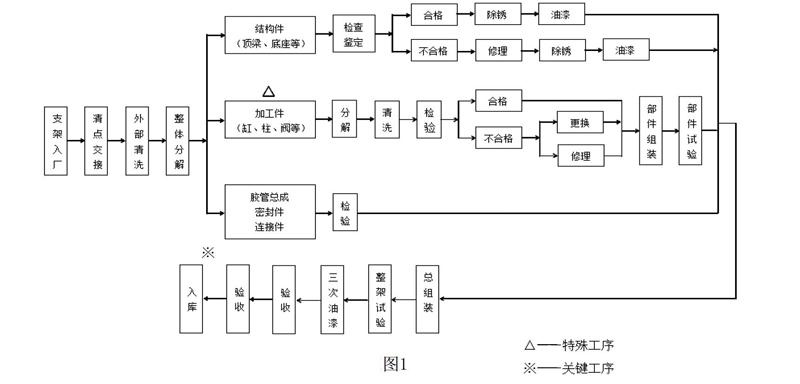
1 液壓支架檢修工藝流程圖
液壓支架檢修工藝流程圖如圖1所示。
說明:(1)結構件包括底座、頂梁、前梁、伸縮梁、四連桿、掩護梁、護幫板、推移框架;(2)加工件包括立柱、平衡千斤頂、回轉千斤頂、護幫千斤頂、側護板千斤頂、推移千斤頂;(3)閥類包括操作閥、安全閥、截止閥、單向閥;(4)各結構件、各加工件的子工藝流程圖也需繪制;(5)△——特殊工序,※——關鍵工序。
工藝流程圖中,要確定關鍵工序和特殊工序。
我們對這樣的工序確定為關鍵工序:對產品的質量、性能、功能、壽命、可靠性及成本等有直接影響的工序;產品重要質量特征形成的工序;工藝復雜,質量容易波動,對工人技藝要求或問題發生較多的工序。
基于上述,將立柱、千斤頂缸體、活柱的冷加工和整架試驗確定為關鍵工序。
我們將這樣的工序確定為特殊工序:產品不能通過后續的測量或監控加以驗證的工序;產品需要進行破壞性試驗或采用昂貴的方法才能測量或只能進行間接監控的工序;產品僅在使用或服務交付后,不合格的質量特征才能暴露出來的工序。
基于上述,將用埋弧焊和低溫鍍鐵的方法修復活柱和活塞桿的工序確定為特殊工序。
對于關鍵工序和特殊工序,技術部要編制“關鍵工序作業指導書”“特殊工序作業指導書”,作業指導書中明確細致的作業要求,包括工序卡片、工步內容、理化技術參數、作業用生產設備、工業裝備、檢驗檢測設施、材料特性要求、工人技術等級要求等。
2 按工藝流程運行
2.1 入廠清點交接
液壓支架入廠后,我們首先接受的責任是保管好顧客資產,這就要求對入廠液壓支架進行寫實:一是數量清點;二是逐架按資產號進行技術狀態寫實,以便填寫入廠驗收清單。
2.2 外部清洗
入廠的液壓支架,在進入車間前,要用水將支架上的煤、矸石等污物除掉,不能將煤塊、煤粉和矸石帶入車間內。
2.3 整體分解
在分解立柱和各類千斤頂時,為提高生產效率和防止損壞液壓缸和活柱,我們在車間地面上鋪設了舊輸送機,制作了拆(裝)機和缸體清洗機。潔凈后的支架,移入車間進行分解,按配件品種分類集中存放,品種分類如下:(1)立柱、推移千斤頂、回轉千斤頂、平衡千斤頂、護幫千斤頂、側護板千斤頂;(2)操作閥、安全閥、截止閥、單向閥;(3)連接銷、U型銷;(4)膠管總成;(5)為防止結構件互換性差,將結構件按架號保存(重點構件是底座、頂梁、前梁、伸縮梁、掩護梁、護幫板、推移框架、四連桿);(6)冬季時,要將液壓件放在有取暖的庫存內保存,并用高壓空氣除出去殘液。
2.4 逐件檢測
按照圖紙的尺寸公差和形位公差檢驗,對各個結構件、液壓件逐件檢驗檢測,根據技術狀態,確定修復技術方案或者是報廢易換新件。
2.5 結構件的修復
多年的修復實踐,我們認為頂梁柱窩的修復和側護板的修復是應該特別給予重視,立柱的柱窩是重點加強補焊,側護板的修復要保證形狀公差,入廠后的側護板變形嚴重,因此要專門制作工裝來保證不發生形變,必要時通過回火作時效處理,這樣就可以保證支架間合適的框間距。
2.6 液壓缸和活柱的修理
2.6.1 缸體的一般修復方法。
第一,清洗:用乳化液清洗和永久磁鐵清除鐵屑。
第二,檢測:用內徑百分表沿缸體軸線方向,每隔100mm測量一次,并轉動缸體90度,以便檢查每100mm處橫截面的正圓度,同時用眼觀察缸體內壁有無劃痕。
第三,不嚴重的劃痕可以用油石磨修,磨損嚴重的可進行珩磨修復。
第四,在臥式車床上珩磨時,在水平對稱方向上裝置磨石于珩頭上,在垂直方向上裝置兩條木塊,以免由于磨頭的自重影響精度。
珩磨時,缸體轉速為100~200r/min,珩磨頭沿缸體軸線速度為10~12m/min,使磨出的花紋呈45度角。
粗珩油石粒度為80#,精珩為160#~200#。
珩磨時應使用冷卻潤滑液。
珩磨后用0#砂布拋光。
珩磨拋光后,在缸體清洗機上先后用乳化液和永久磁鐵清除鐵粉、油污等雜質。
2.6.2 應用埋弧焊修復活柱,千斤頂桿鍍層,此項工序列為特殊工序,其作業指導書要點是:
第一,領取圖紙,仔細讀懂技術要求,尺寸公差,形位公差。
第二,在壓力機上校直。
第三,驗證合格后,在車床上車削鍍層,直到鍍層及傷痕完全消除(約1mm),表面粗糙度應不大于12.5。
第四,使用Φ2mm低碳錳鋼型號為H15Mn焊絲,高錳高硅低氟型號為SJ402焊劑進行堆焊,焊接時焊機技術參數選擇:工作電壓:直流電壓22~24V;工作電流:180~220A;堆焊速度:0.4~0.6m/min;工件轉速:n=(400~600)/πD(D:工件外徑);送絲速度:3~5m/min;堆焊螺距:S∶S=4~5mm/r;焊絲后移量:0.8D(D:工件外徑);工件預熱溫度:200℃~300℃。
第五,操作工技能要求:必須經培訓合格并有實際工作量考核的持證焊工操作。
第六,根據圖紙要求進行第二次車削(留出磨削量),表面粗糙度不大于6.3。
第七,根據圖紙要求進行磨削加工。
第八,鍍鉻。
第九,拋光加工,表面粗糙度不大于0.8。
2.6.3 鍍層修復。鍍層損壞不嚴重時,可用自制鍍銅溶液修復;鍍層損壞比較嚴重時,可用低溫鍍鐵的方法修復或選擇缸體和活柱易換新件以確保質量可靠。
3 整架出廠檢驗
在各部件、外購件及外協件檢驗全部合格的條件下,按照《液壓支架通用技術條件》(MT 312-2000)的技術標準要求(放頂煤液壓支架還要遵照MT/T 815-1999標準;端頭支架還要遵照MT/T 552-1996標準)進行組裝后的抽樣整架出廠檢驗檢測。
液壓支架是綜采、綜放工作面的主角支護設備,不僅關系到機械化工作面產量,更重要的是安全。因此,整架試驗工序是關鍵工序,必須具有適應支架最大性能的綜合試驗裝置,整架出廠檢驗檢測驗收時,集團公司設備租賃分公司主管領導、專業主管、礦機電主管領導、礦專業主管、采隊主管都派員參加。
檢驗檢測時,在出廠檢驗報告上,根據MT312要求和規定,必須要做以下項目:外觀質量、操作性能、密封性能、支護性能、適應性能、強度性能。必要時還要做耐久性能檢驗。
4 結語
液壓支架檢修工藝流程圖是技術和生產部門編制諸多工藝文件的重要內容,也是工藝文件的首篇章節,在工藝流程圖的基礎上,陸續編制工藝卡片、工序卡片、檢修規程、檢驗檢測規程、關鍵工序作業指導書、特殊工序作業指導書、工藝裝備等技術文件。隨著設備應用實踐的要求及新技術、新工藝、新材料的出現,還要隨機修正生產工藝流程圖,多年的生產實踐也驗證了編制檢修工藝流程圖的必要性和技術作用,因此要重視并認真編制設備檢修工藝流程圖,堅持持續改進,以求達到符合性、適應性、充分性和高效率。
參考文獻
[1] 國家安全生產監督管理總局.煤礦機電設備檢修技術規范(MT/T 1097-2008)[S].2000.
[2] 孫繼平,宋秋爽.高級綜合機械化采煤成套裝備技術[M].北京:中國礦業大學出版社,2008.
作者簡介:徐佳寅(1986-),男,遼寧阜新人,阜新昊海華龍煤礦機械制造有限公司總工程師,研究方向:煤礦機械設備制造與檢修。
(責任編輯:黃銀芳)