國內外先進飛機裝配技術對比及思考
2016-03-02 06:33:56范軍華
現代制造技術與裝備 2016年7期
范軍華 楊 鋒
(中航飛機西安飛機分公司,西安 710089)
國內外先進飛機裝配技術對比及思考
范軍華 楊 鋒
(中航飛機西安飛機分公司,西安 710089)
在分析國外和國內飛機裝配領域技術水平的基礎上,剖析我國與國外航空制造領域飛機裝配技術的差距,簡要介紹飛機裝配過程中測量技術、裝配平臺技術、部件支撐技術、線纜集成檢測等基礎技術內容并展開討論和研究,以探索我國飛機數字化裝配技術的發展之路。
飛機裝配 數字化 單元技術
引言
國外先進企業在20世紀80年代初開始大規模對飛機總裝生產線進行技術改造,并圍繞自動化和數字化制造技術和生產模式進行了各項技術的創新和流程再造。目前,自動化測量技術、數字化支撐定位技術、自動化加工技術、在線測量等先進技術,已經滲透到飛機制造和裝配的各個環節,為航空制造技術的發展起到了重要作用。
1 國內外先進飛機裝配技術的對比及差距
飛機裝配由于產品尺寸大、形狀復雜、零件以及連接件數量多,其勞動量占飛機制造總勞動量的一半以上,決定了飛機的最終質量、制造成本和周期,是整個飛機制造的關鍵和核心。飛機數字化裝配技術是基于數字化標準工裝的協調技術、數字化模擬仿真技術、激光跟蹤測量技術、隨動定位技術、協同控制技術等多種先進技術,結合自動化柔性裝配工作平臺,實現了飛機數字化裝配。
Boeing公司曾經創造性地將移動生產線技術與精益制造技術相結合,達到一目了然地評估生產狀況并減少生產過程中庫存的效果。波音717、新一代波音737和波音757飛機生產線的改造工作始于2000年初,在2003年完成了單向移動生產線的裝配檢測模式,并將數字化的裝配和檢查技術應用在生產線中,實現了波音737飛機能夠以每秒2英寸的速度連續生產。
近年來,我國航空企業引進了大量世界一流的數控機床,使飛機零件數控加工能力得到了顯著提高。但是,飛機裝配大部分仍然沿用傳統方法,每架飛機都要花費數周甚至數月才能完成,裝配過程大多采用手工裝配,托架、型架全部依靠人工調節,各個部件對接也是靠人工實現。比較先進的測量設備、支撐設備和加工設備盡管有所使用,但創新集成應用極少,飛機制造過程的自動化和數字化程度依然很低。很顯然,飛機裝配是我國飛機制造領域的最薄弱環節。
2 先進裝配技術介紹
2.1 測量技術
飛機在機身各段對接、機翼對接、發動機安裝、慣導安裝后,通常按照設計要求,必須檢查各部段安裝位置和外形參數。傳統的工藝方法主要依靠人工,采用水準儀或經緯儀和水平測量尺等儀器工具進行測量,勞動強度高,數據誤差大,測量周期長,與量產和高質量產品的目標要求不相適應。
目前,測量技術主要有照相技術、激光雷達技術、iGPS室內全球定位技術和激光跟蹤測量技術。根據其應用范圍和技術特點的對比情況,在飛機裝配過程中應用較廣且較為成熟的技術是激光跟蹤測量技術。雖然iGPS室內全球定位技術前景廣闊,但在飛機裝配方面的應用研究目前尚不成熟。
激光跟蹤儀測量是90年代后期發展起來的一種大尺寸高精度測量技術。該設備將激光干涉與伺服控制技術結合在一起,可準確測量目標點相對于儀器的坐標位置。該系統的最大測量半徑為40m,絕對測量精度0.025~0.075mm,可實現對空間目標進行靜態與跟蹤的測量,適合現場加工裝配測量,主要應用于大尺寸測量、準直以及適時裝配等。激光測量系統主要由一個跟蹤頭、一臺筆記本和連接整個系統的電纜組成,其他配件還包括一個三角架、球形反射器、工具箱、測量軟件包。
iGPS局域測量是基于GPS原理的空間測量系統。基于區域GPS的三維測量技術是一種具有高精度、高可靠性和高效率的室內GPS系統,主要用于解決大尺寸空間的測量與定位問題。它利用發射器發出360°扇面紅外光信號,接收器能獨立計算出它們的當前位置。測量范圍2~80m,在10m范圍內,測量精度為0.12mm;在10~39m范圍內,精度為0.25mm。一套簡單的iGPS系統包括至少四個發射器、傳感器、一個調制解調器、一臺中央處理器以及系統軟件包。
2.2 裝配平臺技術
大型裝配平臺在國外波音、空客等先進飛機制造企業已經開發和應用。例如,美國波音公司B737、B777等飛機,已經建立大部件裝配為“島嶼”的大型裝配平臺;歐洲空客A380飛大型裝配平臺生產線,使飛機裝配效率和質量得到了大幅度提高。
大型飛機裝配平臺的研究目的是要引入先進的裝配平臺設計理念與制造方法,建立一個以柔性工裝、數字設備和計算機信息技術相融合的總裝配平臺體系。
主要研究內容及解決方法包括:
(1)大型裝配平臺結構設計技術。大型裝配平臺結構設計技術主要是為了在飛機生產中建立部件裝配數字定位體系,開發新的工藝裝備技術,構建大部件對接數字定位通用平臺。同時,通過大型裝配平臺結構設計,建立一套飛機大部件數字化對接平臺設計規范,提高飛機制造數字化生產技術水平。采用法國達索公司CATIA V5數字化系統開發工具,以三維數字模型為向導,設計出符合整機外型參數的總裝配工作平臺模型。
(2)大型裝配平臺系統集成設計技術。在大型裝配平臺上,設計具有氣源、電源、液壓控制、測量控制等系統,能夠滿足飛機對接時所需要的輔助設備,配備基本工具庫,并存儲一些專用工裝、工具,使用方便,同時滿足飛機總裝配的工作要求。
(3)大型裝配平臺制造技術。大型裝配平臺制造技術主要在于建造具有通用性、高精度裝配基礎平臺,能夠實現裝配快速定位與精確控制,同時開發相關可以實現快速更換、具有一定數字化的配套設備。在總裝配工作平臺三維模型的基礎上,運用數字化加工方法完成大型裝配平臺的制造。
2.3 部件支撐技術
飛機大部件對接要使用支撐設備。我國以前的飛機大部件之間大都采用設計分離面,對接裝配時通常不需要調整姿態,所以支撐設備基本上是托架和液壓千斤頂。因此,工作完成后,形成的飛機產品質量并不可靠。隨著數字化設計理念的引入和對高品質產品的要求,結合我國航空制造工藝水平的發展,工藝分離面現階段在飛機產品設計中廣泛采用。因此,飛機各部組件在對接裝配前不但要有可靠的支撐,還要有可控的數字化姿態調整控制系統。
在三維空間中,約束一個剛體需要限制其6個自由度,且需要不共線的三點支撐,才能保證對物體約束的完備性。要合成一個剛體的6個自由度的運動,則需要由三個具有三坐標平動自由度的機構在不共線的三點支撐剛體,并通過球鉸運動副與剛體相鉸接才能實現。
基于以上剛體姿態調整的基本原理,將飛機部件調姿機構的設計轉化為具有3個平動自由度分支機構的設計。可根據飛機結構特點,研究一套三坐標數控千斤頂,實現飛機不同機身段、機翼和部件的支撐、驅動、位姿調整和對接。根據四點支撐位姿調整方法要求,每個數控定位器應具有三個方向的運動自由度,并且能夠滿足裝配工藝要求的行程、運動精度和穩定性。
三坐標數控定位器是實現大部件位姿調整的核心單元,是飛機數字化裝配系統的關鍵,其精度和穩定性直接影響裝配的工作性能。由于裝配對象體積大、質量大、結構形式復雜及裝配精度要求高,三坐標數控定位器需具備重載、高精度及高剛性的特點。圖1為一種典型的機體調姿工裝,機體由四個重載三坐標定位器支撐。
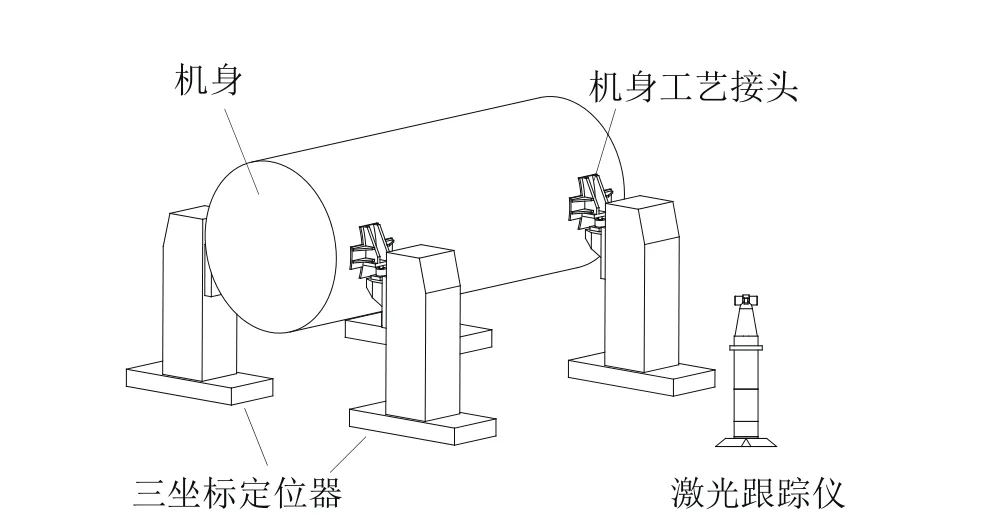
圖 1 調姿工裝示意圖
2.4 線纜集成檢測技術
國外整機線纜檢測技術運用較早,發展比較成熟,歐美國家的飛機公司大都采用整機線纜檢測技術完成對整機線纜的性能等方面的檢測。目前,也有多家公司從事電纜集成檢測設備的設計與制造,如英國的MK公司、美國的CKT公司及DIT-MCO公司等。各家公司的設備都有各自不同的特點,應用方面也各有側重點。目前,國內的飛機特設系統線路導通、絕緣檢測還采用萬用表、兆歐表或指示燈,用手工對單一系統的每根導線逐根、逐點搭接。通過觀察是否有電、聲、光信號,判斷每條連接線的通斷和絕緣情況。因此,存在較大的人為差錯,效率極低,且可靠性差,極易造成機載設備的損壞。
整機線纜集成檢測系統采用快速掃描測試法,自動、快速檢測導線通斷,256點/秒的測試速度可以使幾千點的復雜線纜在數秒中完成通斷檢測。不僅能夠檢測出所有可能存在的短路錯誤(即錯接、多接),而且在進行高壓測試時可以隨意調整高壓測試參數,快速組合檢測任意兩根芯線間的絕緣,查出所有可能存在的絕緣不良缺陷,從而確保產品質量與可靠性,滿足不同線纜不同芯線的測試要求,提高測試效率,保證測試精度。整機線纜集成檢測的基本原理是將飛機上待測電纜兩端通過轉接電纜連接到測試設備上,向導線輸出低壓或高壓信號,通過精確測試電纜的導通電阻、導通電流,從而精確定量分析電纜的整體連接狀況。通過在不同電壓下精確測量線纜中對地、線間的泄露電流,以精確分析機上系統電纜的絕緣狀況,判斷該導線的電氣特性是否符合要求。全機導線通過接插件——測試箱或LRU——測試設備連接,導線的測試順序、端點信息和加載位置等測試內容,由測試軟件控制繼電器完成。全機導線的連接關系、測試參數等信息作為測試標準存儲在測試軟件數據庫中。通過比對這些數據,測試設備能夠快速判斷電纜電氣特性是否正確,從而完成對整機導線的檢測。
3 對我國飛機裝配技術發展的思考
發達國家先進飛機總裝配技術發展的模式,都是通過從大量的基礎技術研究和應用到模塊化、自動化單元技術的集成應用,再到自動化和全新的數字化生產線建設和改造,并將一些先進的精益化管理理念引入生產線,用數字化的作業模式支撐飛機總裝配技術的發展。我國航空制造技術起點低,技術落后。限于國外技術封鎖,要想直接從發達國家引進相對中高端技術,客觀上是不可能的。即使能引進,也會因知識產權的保護而受制于人,更易導致我國航空制造技術的研發始終滯留在學習階段而舉步不前。因此,自主研發是必經之路。
參照世界先進航空技術發展之路,筆者認為我國飛機制造技術的發展模式也必須經歷以下三個階段。
3.1 基礎技術研究和應用階段
早在2005年,國內各大航空企業就意識到我國航空制造技術的落后,并先后在一些基礎技術上開始了摸索和研究。當前,我國通過與國內外各領域專業企業和國內知名科研院所合作,對激光雷達技術、激光技術在飛機水平測量方面應用進行了一些探索研究,并在機器人制孔、柔性工裝設備技術方面取得了顯著成果。圖2是激光測量技術在我國民用飛機全機水平測量中的應用現場。

圖2 激光測量試驗現場
3.2 模塊化單元技術研究應用階段
對我國航空技術的發展來說,模塊化單元技術研究階段是基礎技術研究和應用的推進階段,又是數字化裝配技術集成研究應用的基礎,具有承前啟后的重要作用。模塊化單元技術往往涉及一門或多門學科技術,是在花費成本較低的情況下,為突破一項或幾項關鍵技術而進行的科學研究。它的研究成果能夠在生產過程中得到應用和驗證,有效提高產品質量和生產效率、降低成本,并且轉化為生產力。比如,中航飛機西安飛機分公司的大部件精準對接技術、大型壁板自動鉚接技術都應屬于模塊化單元技術研究的成熟案例。
3.3 數字化裝配技術集成研究應用階段
數字化裝配技術集成研究應用階段是飛機裝配技術研究的高級階段。這一階段的研究必須從飛機裝配廠房的規劃、生產線的布局等頂層設計開始,貫徹精益6δ、ERP、SQCDP等先進管理思想,結合模塊化單元技術研究成果,利用TCP/IP網絡架構,實現從生產計劃調度安排、物料準時化配送、現場工裝管理、現場人員管理、裝配過程控制和裝配質量管理的集成化、一體化裝配生產線,實現飛機從生產準備、生產計劃安排到生產過程控制、裝配質量管理的裝配全過程調度、控制與管理,徹底打通底層數據信息采集到企業ERP系統的數據信息通道。
4 結束語
總之,我國飛機裝配技術起點低,基礎薄弱,要最終實現數字化裝配技術的發展,必須深入研究計算機控制、測量、在線檢查、管理等多領域學科技術,經歷從基礎技術研究和應用到模塊化單元技術研究應用,再到數字化裝配技術集成研究應用三個階段,走自主研發之路。只有這樣,才能使我國飛機裝配技術研究重點突出、成本可控、易于試驗和實現,從而迅速轉化成實用的生產技術,支持我國數字化裝配和制造技術的發展,提高產品質量和企業競爭力。
[1]李原.大飛機部件數字化柔性裝配若干關鍵技術[J].航空制造技術,2009,(14):48-51.
[2]何勝強.大型飛機數字化裝配技術與裝備[M].北京:航空工業出版社,2013.
[3]鄒冀華,周萬勇,鄒方,等.數字化測量系統在大部段對接裝配中的應用[J].航空制造技術,2010,(23):52-55.
[4]范玉青.現代飛機制造技術[M].北京:清華大學出版社,2001.
[5]范軍華.激光測量技術在飛機裝配過程中的應用[J].西飛科技,2007,(1):7-29.
Comparison and Thinking of Advanced Aircraft Assembly Technology At Home and Abroad
FAN Junhua,YANG Feng
(Xi'an aircraft branch, Xi'an 710089)
On the basis of analysis of foreign and domestic area of aircraft assembly technology level, analysis of Chinese and foreign aviation manufacturing field of aircraft assembly technology gap, the brief introduction of aircraft assembly process measurement technology, the assembly platform technologies, components support technology, integrated cable detection and basic technical content and discussion and research, to explore the road of the development of China's digital aircraft assembly technology.
aircraft assembly, digital, unit technology
猜你喜歡
小哥白尼(軍事科學)(2022年3期)2022-06-09 03:11:24
環球時報(2022-05-30)2022-05-30 15:16:57
民用飛機設計與研究(2020年4期)2020-11-27 17:34:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年11期)2019-06-24 03:40:28
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04