汽車車身電阻點焊虛焊問題淺析
2016-02-23 10:33:56余可杏秦勤陳良寧
裝備制造技術(shù) 2016年12期
關(guān)鍵詞:質(zhì)量
余可杏,秦勤,陳良寧
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
汽車車身電阻點焊虛焊問題淺析
余可杏,秦勤,陳良寧
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
電阻點焊是汽車白車身制造過程中最主要的連接方式,焊點熔核質(zhì)量決定了白車身連接強度。文章闡述了汽車車身鈑金件電阻點焊的工作原理和焊點虛焊的定義,并結(jié)合車身現(xiàn)場響應(yīng)經(jīng)驗對虛焊問題進行簡單的原因分析,最后提出焊點質(zhì)量控制的方法。
電阻點焊;虛焊;原因分析;控制手段
電阻點焊技術(shù)以其高效率、低成本、易于實現(xiàn)自動化等優(yōu)點而廣泛應(yīng)用于汽車結(jié)構(gòu)件的連接中,正常情況下一個汽車白車身約有3 000~5 000個焊點,如圖1所示。電阻焊完成90%的車身裝配,屬于車身裝配中最重要的方式。焊點質(zhì)量的好壞嚴重影響整車的性能,而虛焊則是車身最常見的焊接質(zhì)量問題,結(jié)合在SGMW車身現(xiàn)場響應(yīng)的工作經(jīng)驗,探討虛焊的原因及控制手段。

1電阻點焊基本原理
電阻點焊是指通過點焊電極對被焊零件施加且保持一定的壓力,使工件緊密接觸,然后焊接設(shè)備輸出電流通過零件本體和接觸表面,產(chǎn)生大量熱量,急劇升高溫度,熔化接觸區(qū)域從而形成焊點,如圖2所示。

圖2 電阻點焊基本原理
焊接熱量可表示為:Q=I2*R*T
點焊熔核取決于以下三個因素:焊接電流(I)、焊接回路電阻(R)、焊接時間(T)。熔核形成過程如圖3所示。

圖3 熔核形成過程
2焊點虛焊的定義
虛焊是指通過鑿錘、探測或破壞試驗沒發(fā)現(xiàn)焊點形成焊接扣,虛焊的結(jié)合面無熔化的跡象,虛焊的焊接截面也無熔核的痕跡,如圖4所示。

圖4 焊點虛焊示意圖
3虛焊的原因分析
虛焊意味著單位焊接面內(nèi)產(chǎn)生的熱量不足,導(dǎo)致鈑金無法熔合。虛焊的原因分析從影響焊接熱量大小的三個因素進行:焊接電流、回路電阻、焊接時間。
3.1 焊接電流
焊接面單位面積內(nèi)通過的電流大小直接影響到熔核的形成,可理解為電流密度對熔核的影響。
影響焊接電流密度的因素有:
(1)焊接設(shè)備電流變小。焊機的損壞、參數(shù)的調(diào)整導(dǎo)致電流的數(shù)值變異,電流變小直接導(dǎo)致焊接熱量不足。
(2)焊接電流分流。電極臂與工件或工裝接觸產(chǎn)生分流是常見的分流原因,主要因為對焊接空間的布置不合理或手工操作不當(dāng)。
(3)電極頭磨損、焊槍擺不正、電極頭上下不對中、工件離空大。以上方面造成焊接面積增大,導(dǎo)致電流密度變小,從而造成熱量不足。
3.2 焊接回路電阻
焊接回路電阻包括電極和工件的本體電阻、接觸電阻,如圖5所示。在實際生產(chǎn)中,本體電阻變化小,主要的變異來自于接觸電阻。

圖5 焊接回路電阻分布圖
導(dǎo)致接觸電阻變化的因素有:
(1)電極壓力過大。電極壓力過大使接觸電阻值下降,壓力變異主要來自焊接設(shè)備參數(shù)變異。
(2)焊接面有氧化物、污垢、油和其他雜質(zhì)。過厚的氧化物和臟物質(zhì)層甚至?xí)闺娏鞑粚?dǎo)通,或者焊接熱量集中在雜質(zhì)及金屬從而產(chǎn)生飛濺,形成“焊爆”現(xiàn)象,鈑金無法充分熔合導(dǎo)致虛焊。
3.3 焊接時間
整個焊接過程的時間分為三個階段:預(yù)壓時間、焊接時間、維持時間,如圖6所示。預(yù)壓是為了使鈑金充分接觸,確保導(dǎo)電以及電阻均勻;焊接時間直接決定了焊接熱量的大小,是影響熔核形成最重要的因素;維持時間是指焊接電流斷開之后,電極壓力繼續(xù)保持的時間,在這段時間內(nèi)熔核凝固并冷卻,如果維持時間過短會導(dǎo)致熔核強度下降或虛焊。
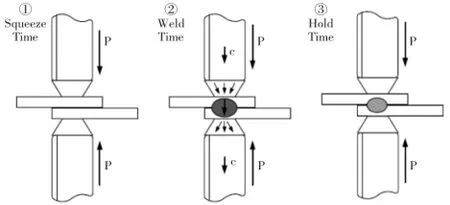
圖6 焊接過程
導(dǎo)致焊接時間變化的因素來自于設(shè)備方面,參數(shù)設(shè)定值、設(shè)備輸出穩(wěn)定性直接影響焊接時間,而實際生產(chǎn)中往往是因為人為調(diào)整參數(shù)不當(dāng)。
4電阻點焊焊點質(zhì)量控制手段
焊點質(zhì)量控制[1]可分為三個階段:焊前準(zhǔn)備、焊接過程、焊后檢測。而焊接過程焊點質(zhì)量無法觀測和檢驗,只能通過焊接前預(yù)計性措施和焊接后質(zhì)量檢測來監(jiān)控焊接質(zhì)量。
4.1 焊接前預(yù)防控制措施
(1)設(shè)定合理焊接參數(shù)。焊接參數(shù)的設(shè)定需要根據(jù)焊點設(shè)計規(guī)范以及實際焊接經(jīng)驗而定,可在規(guī)范的基礎(chǔ)上通過試片、試焊適當(dāng)調(diào)節(jié)電流和時間。
(2)定期監(jiān)測焊接參數(shù)。點焊焊接參數(shù)在生產(chǎn)過程會發(fā)生變化,如電纜老化、軟件故障、水壓變化等因素均會產(chǎn)生影響,因此需要對點焊參數(shù)進行定期監(jiān)測。
(3)規(guī)范焊接參數(shù)管理。正常情況下只有工藝工程師或焊接工程師可以調(diào)節(jié)參數(shù),要杜絕員工或班長因任何理由私自調(diào)整參數(shù)。需制定參數(shù)管理流程,出現(xiàn)焊接問題時,及時升級至工程師分析,由工程師確認參數(shù)調(diào)整值,并進行焊接驗證。
(4)焊接前進行試片破壞性檢查。試片破壞性檢查可以通過直接測量焊點熔核直徑,直觀地驗證當(dāng)前焊接參數(shù)是否滿足要求。試片破壞性檢查是一種簡單有效的監(jiān)控手段。
(5)定期維護焊接設(shè)備。焊接設(shè)備的正常運行是保證焊接質(zhì)量的前提,要制定設(shè)備定期點檢、維修計劃表,并定期進行檢查回顧,確認設(shè)備正常運行。
(6)焊接前確認零件配合間隙。若零件配合不好時,會導(dǎo)致焊接壓力下降,工件表面接觸不均勻,從而造成鈑金熔化不充分,最終導(dǎo)致虛焊。
(7)定期打磨電極頭。一般電極頭打磨頻次有2種規(guī)定:定焊點數(shù)修磨、定時間修磨。其中定焊點數(shù)修磨一般較準(zhǔn)確,在機器人點焊中運用廣泛,設(shè)備進行自動計數(shù),達到一定數(shù)量后自動修磨。但在手工點焊中,為降低成本,一般采用定時修磨,常見為2 h修磨1次。電極頭大小[2]參考表1.

表1 電極頭大小參考標(biāo)準(zhǔn)
4.2 焊點質(zhì)量檢查
(1)目視檢查。通過目視檢查,可以發(fā)現(xiàn)可疑焊點,如焊點發(fā)白、焊點扭曲、焊點直徑小等,再對可疑焊點進行鑿檢確認。
(2)非破懷性檢查[3]。焊點的非破壞性檢查是一種在生產(chǎn)現(xiàn)場不破壞被檢查件的性能和結(jié)構(gòu)的焊點強度檢測方法。用鑿子在距離焊點3~6 mm處插入一定深度(鑿子前端應(yīng)與被檢焊點平齊),然后上下擺動30°,若焊點不開裂,證明點焊質(zhì)量合格。通過每班次的非破壞檢查,可以及時發(fā)現(xiàn)點焊虛焊故障,防止批量缺陷流出,如圖7所示。
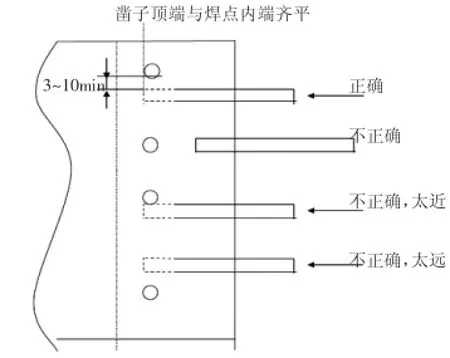
圖7 非破檢查示意圖
(3)焊點破壞性檢查。焊點破壞性試驗是用外力將焊點拉開,檢驗焊點熔核的大小從而確認焊點質(zhì)量。需定期抽零件進行全部焊點的破壞性試驗(見圖8),形成有效監(jiān)控,防止產(chǎn)生批量缺陷。

圖8 破壞性檢查效果示例圖
5結(jié)束語
在白車身制造過程中,焊點強度是影響車身質(zhì)量的重要因素,而焊點虛焊則是常見和嚴重的質(zhì)量缺陷。如文中所述,虛焊的原因是多方面的,要解決虛焊問題,需要徹底理解虛焊的機理,找出對應(yīng)的因素并制定控制措施。焊點質(zhì)量控制,需要做好焊接參數(shù)管理、設(shè)備點檢、定期非破壞和非破壞性檢查等工作,需要從制度上、管理上確保質(zhì)量得到有效監(jiān)控。謹以此文,希望能為汽車車身質(zhì)量工作者提供一點焊點質(zhì)量控制的思路。
[1]BT SGMWJ0401-2008,電阻點焊檢驗及返修規(guī)范[S].
[2]SGM焊接工藝控制流程[S].
[3]BT/SGMWJ 0301-2008電阻點焊設(shè)計標(biāo)準(zhǔn)[S].
Analysis for Solder False of Auto-body SpotWelding
YU Ke-xing,QIN Qin,CHENG Liang-ning
(SAICGM Wuling Automobile Co.,Ltd.,Liuzhou Guangxi545007,China)
Spotwelding is themost important connectionway in the processofautomobilewhite bodymanufacture,and the jointstrength of thewhitebody isdetermined by thequality ofsolder joint fusion.Thispaperexpounds the definition and principleofautobody sheetmetal jointsweld spotwelding,and combined with theexperienceofsite responsebody weld problemsareanalyzed forsimple reason,finally puts forward somequality controlmethodsofsolder joint.
resistance spotwelding;weld;reason analysis;controlmeasures
TG441
A
1672-545X(2016)12-0101-03
2016-09-02
余可杏(1989-),男,廣西玉林人,本科,供應(yīng)商質(zhì)量響應(yīng)工程師,研究方向為車身焊接、質(zhì)量管理等。
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
