40 t鋼包單透氣磚底攪拌流場研究
2016-02-21 08:57:22周同軍劉軍占
河南冶金 2016年5期
關鍵詞:模型
周同軍 劉軍占 羅 輝
(寶鋼特鋼有限公司)
40 t鋼包單透氣磚底攪拌流場研究
周同軍 劉軍占 羅 輝
(寶鋼特鋼有限公司)
通過計算機數值模擬與水模擬實驗模擬鋼包底攪拌情況,研究單吹氬鋼包的不同吹氣流量、不同吹氣位置(0R、0.56R、0.62R、0.67R)與鋼包混勻時間、渣眼的相互關系,以達到提升氬氣攪拌效率的目的。研究表明,鋼包混勻時間隨透氣磚偏心距的增加而減小,當透氣磚位于0.62R~0.67R時,攪拌效果最優;當氬氣流量由70 L/h增加至130 L/h時,混勻時間隨吹氣量的增加而明顯減小,當流量超過130 L/h時攪拌效果趨于平穩,對混勻時間影響不大;渣眼面積隨偏心距的增加而增大,在噴嘴位置靠近壁面時較大;壁面剪切力隨偏心距的增加逐漸向靠近噴嘴一側壁面的上方集中(即對壁面沖刷最嚴重的位置),平均壁面剪切力隨偏心距的增加呈指數形式增大。
數值模擬 鋼包 渣眼 混勻時間
0 引言
鋼包底吹氬技術在爐外精煉過程中較為常見,當前國內外研究人員對底吹氬鋼包的研究主要基于數值模擬及模型實驗[1-6],在此基礎上各大鋼鐵企業仍在不斷的改進底吹鋼包的生產工藝,并取得了較大的進展。底吹氬鋼包效率高、成本低、易操作,其設備主要由合金與鋼渣加入系統、底部透氣磚吹氣系統、爐蓋及冷卻系統以及各種控制系統組成,其主要構成如圖1所示。
鋼包底吹氬的目的是使鋼液成分和溫度混合均勻,同時還可以去除鋼液內部的夾雜物等。混勻時間是鋼包底吹氬研究的重點,混勻時間的大小取決于吹氣流量、吹氣位置、熔池深度等眾多因素。顯而易見,鋼包混勻時間越小越有利于提高冶煉效率,但若是通過提高吹氣流量來減小混勻時間時,對鋼液

圖1 底吹鋼包示意圖
頂部渣層造成很大影響,易造成鋼液飛濺或卷渣等不利情況的發生。因此,本文主要以40 t鋼包的單吹氬攪拌模型為基礎,通過數值模擬與物理模擬兩種方法來對比分析,綜合考慮各方面因素,以確定較佳的混勻時間。
1 實驗模型及原理
1.1 模型及相關參數的確定
由于底吹氬鋼包熱態實驗難以進行,因此使用水模型實驗對其進行研究。考慮到實際的鋼包尺寸過大,因此水模型系統按照與原型成1:3的比例制作,具體的鋼包原型及模型參數見表1。

表1 鋼包原型及模型參數參數
1.2 相似原理
(a)幾何相似
由實際可知,相似比越小,模型尺寸越小;相似比越大,則模型尺寸越大。在設計水模型系統時必須選取合適的相似比,模型尺寸過小時,實驗結果準確性會降低,失去研究意義;如果相似比過大,即模型尺寸過大,易受實驗條件限制且模擬實驗費用也會增加。水模型系統和鋼包原型中各對應長度之比為常數,通常把其稱為比例因子。比例因子表示為:
(1)
式(1)中:lm—模型的尺寸,mm; lp—原型的尺寸,mm。
(b)動力相似
由于水模型實驗是冷態實驗,水模型實驗中,考慮了實際鋼液中氬氣泡膨脹對鋼液流動的影響問題。在確定實驗吹氣量時,要使原型和模型兩個不同體系的無量綱數G相等。
無量綱數:
(2)
由于氣相的密度遠小于液相的密度,在滿足無量綱G相等的情況下,液相修正無量綱數近似相等。模型與原型的氣體流量換算關系可以由氣相無量綱數相等得到,即 Gm=Gp。
整理可得:
(3)
將方程(2)代入(3)得到:
(4)
式(4)中:QAr—膨脹后的氬氣流量,m3/h; QN2—實驗中氮氣流量,m3/h; ρN2、ρw—常溫下氮氣和水的密度,kg/m3;
ρAr、ρst—鋼液溫度下氬氣和鋼液的密度,kg/m3。
由于實際煉鋼過程中,氣體進入鋼包前存在一定的壓力變化,且進入鋼包后由于溫度升高,使得氣體體積迅速增大,其過程如圖2所示。

圖2 進入鋼包前氣體的狀態變化
實際測得的氬氣流量為標準狀況下的流量,需將其轉化為由充氣口進入鋼液的流量進行計算。由標準狀況到鋼包充氣口的變化過程為升溫升壓的過程,可由下式進行描述:
(5)
式(5)中:Tp、T0—分別為鋼水溫度和室溫,K; QAr—標準狀況下氬氣氣體流量,L/min;
P0、Pp—分別為一個標準大氣壓和鋼包充氣口壓力,Pa。
Pp=P0+ρstgh
(6)
由方程(4)、(5)及(6)得到水模型實驗與原型之間的流量關系為:
QN2=0.011QAr
(7)
由方程(7)得到水模型流量與原型實際流量關系。
水模型流量與原型實際流量對應值見表2。

表2 水模型流量與原型實際流量
1.3 數值模型參數
為驗證數學模型的準確性,建立鋼包水模型的三維模型并進行網格劃分。鋼包計算區域網格如圖3所示,采用正交直角坐標系統,在整個區域內劃分六面體網格。為了保證計算精度并節約計算時間,在入口區域、出口區域及渣層區域采用較密的網格劃分格式,其它區域采用相對稀疏的網格劃分格式,網格量為30萬。

圖3 鋼包計算區域網格
1.4 鋼包三相流計算的基本方程
鋼液在鋼包內隨氬氣底吹的流動是一個復雜的湍流流動過程,其主要特征是不規則性、三維性、擴散性和耗散性。描述鋼液在鋼包內流動的方程有連續性方程、動量方程(Navier-Stokes方程),湍流模型采用RNGk-ε模型。多相流模型采用Eulerian模型,并與人口平衡模型(PopulationBalanceModel)進行耦合計算。控制方程如下
(1)連續方程:
(8)
(2)動量方程:

(9)
湍流模型方程:采用RNGk-ε模型方程,RNGk-ε模型與標準k-ε模型的形式比較接近:
(3)k方程:
(10)
(4)ε方程:
(11)
式(11)中:μi、μj— 為湍流流動的時均速度,m/s;ρ—為流體的密度,kg/m3;k—為湍流脈動動能,m2/s2;ε—為湍流脈動動能耗散率,m2/s3;μeff— 為有效粘性系數,kg·s·m-2;Gk—為層流速度梯度產生的湍動能;Gb—為浮力產生的湍動能;Sk,Sε為源項。
方程中出現的常數均保持默認。RNGk-ε模型相比標準k-ε模型據有更高的精度,并且考慮了湍流漩渦。標準k-ε模型是高雷諾數下的湍流模型,RNGk-ε模型可以適用于低雷諾數的流動,對于鋼包內局部湍流的流動更加適用。
對于氣相,認為在噴嘴處的氣泡粒徑為0.5mm,計算過程中利用人口平衡模型計算氣相的粒徑分布。氣泡的合并破碎采用Luo模型進行計算。
2 分析及討論
2.1 水模擬實驗時,不同吹氣流量對混勻時間的影響
根據鋼包混勻時間原理,以混勻最慢的點作為鋼包的混勻時間。0.67R處不同流量下混勻時間圖如圖4所示。因此,結合圖4所示混勻時間數值,距離噴嘴較近的測量點(近噴氣口點,標識為測點1)混勻時間更長,因此將其作為單噴嘴噴吹時的混勻時間。
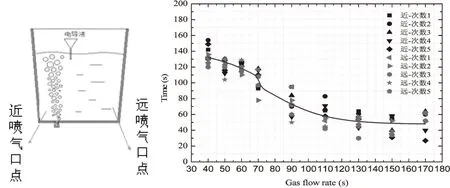
圖4 0.67R處不同流量下混勻時間圖
毫無疑問,氣體噴吹流量不同時,對鋼包內部產生的流動作用不同。氣體流量大時,對內部液體的攪動作用變大,使得液體流速變快,從而使得混勻時間減小;反之,混勻時間增大。通過水模型實驗所得結果對不同流量下的混勻時間進行研究,單噴嘴不同流量的平均混勻時間如圖5所示,為單噴嘴不同流量時測點1所得到的平均混勻時間。

圖5 單噴嘴不同流量的平均混勻時間
由圖5可以看出,無論是中心噴吹還是偏心噴吹,混勻時間都隨流量的增大呈現出減小趨勢。其中中心噴吹時,減小趨勢最不明顯,且混勻時間與其余五個偏心噴吹位置有著就較大差異,所以當今煉鋼爐外精煉生產過程中,更加傾向于偏心底吹氬攪拌。
除去中心噴吹,其余五個偏心噴吹位置所得混勻時間差距較小,且隨著流量增大混勻時間減小趨勢更為明顯,特別是氬氣流量由70L/h增加到130L/h時。當氬氣流量超過130L/h時,攪拌效果趨于穩定。結合現場實際情況,雖然其平均混勻時間較小,但是整體并不穩定;0.73R處噴吹時,混勻時間并沒有明顯的優勢,且這一位置對壁面的侵蝕更嚴重。綜合各種因素得出, 0.62R處噴吹時,混勻時間更為適宜。這與黃書友[7]、李士琦[8]等科技工作者的研究結果是相吻合的。
2.2 水模擬實驗時,單透氣磚不同位置對混勻時間的影響
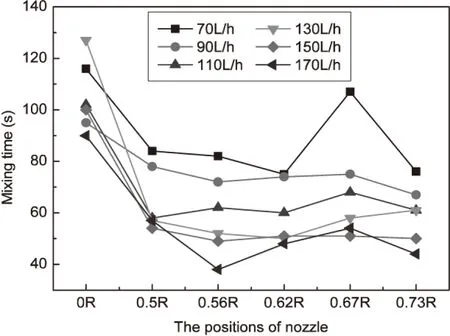
圖6 單噴嘴噴吹位置與混勻時間的關系
單噴嘴噴吹位置與混勻時間的關系如圖6所示,為相同流量下不同噴吹位置對混勻時間的影響。從圖中看出,同一流量下,不同位置的混勻時間大小略有差異,尤其在中心噴吹時其與偏心噴吹相比差距巨大。在0.5R、0.56R、0.62R、0.67R和0.73R五個位置中,不同流量時其混勻時間差距較小,但是整體又顯示出,0.56R和0.62R噴吹時混勻時間更短。
另外,在實驗中發現:中心噴吹(0R)時,測量結果差異最大,這說明中心噴吹時模型內部流體流動極不穩定,上升氣體在上升過程中存在一定的旋轉作用,這使得中心噴吹時,模型內部流動并不呈現簡單的“對稱”流動。其余五個噴吹位置相比,0.5R和0.73R處噴吹時,測量結果差異略大于0.56R、0.62R及0.67R。相同流量時,0.56R、0.62R及0.67R處噴吹時,所得混勻時間相對更為穩定。偏心噴吹時,混勻時間相比于中心噴吹時更為穩定,但是當吹氣位置過于偏向于壁面時,氣體或渣層對壁面的沖刷作用增強,不利于鋼包壽命的延長。
2.3 數值模擬計算混勻時間
在鋼包底吹氬氣過程中,不同流量的氬氣運動會帶動鋼液向鋼包壁面不同程度的偏流,而且對鋼包的攪拌效率產生不同的影響。因氬氣運動而帶動的高溫鋼液沖擊到鋼包壁面對壁面造成沖蝕,太強的鋼液流速容易將鋼包內壁的耐火材料熔化進而融進鋼液中,對鋼液造成二次污染,降低鋼液的品質。為此有必要對鋼包底吹氬氣的流量和位置等工況進行不同的分析和計算,最終確定理想的鋼包物理結構和合適的吹氬參數。
對于0.67R位置的情況分別計算了90L/h工況和110L/h工況下鋼包水模型的水-油-氣三相流動,對比兩種工況與實驗條件下的渣眼形態,不同流量的模擬結果與實驗結果對比如圖7所示。

(a) Qg=90 L/h
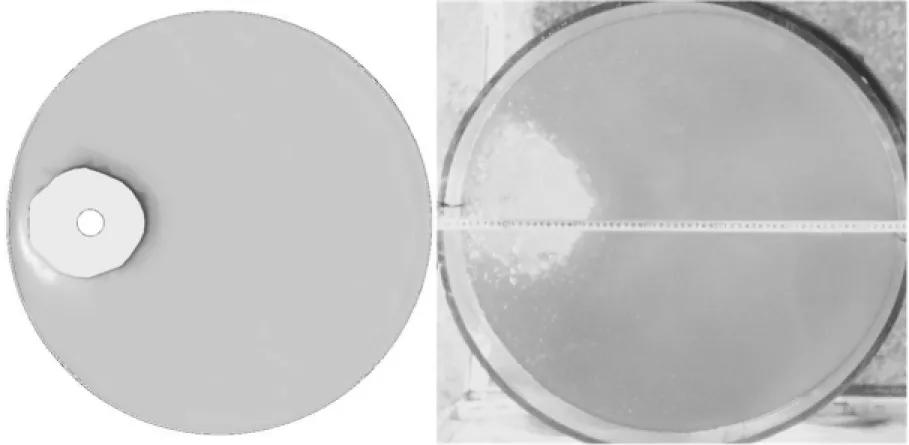
(b)Qg=110L/h
圖 7 不同流量的模擬結果與實驗結果對比
從渣眼的大小可以直觀地看出,模擬的結果與實驗結果均比較吻合,說明本數學模型對于不同的工況有普遍的適用性。氬氣運動而帶動的高溫鋼液沖擊到鋼包壁面對壁面造成沖蝕,不同的鋼液流速對鋼包內壁的耐火材料的沖蝕不同,并將造成不同程度的卷渣。太強的鋼液流速不但會對鋼液造成二次污染,而且會影響鋼包壽命,并容易產生鋼液面卷渣等冶金質量缺陷。
自定義變量的擴散過程如圖8所示,從圖中可以看出,自定義變量進入氣體入口后向上運動,同時存在擴散的過程,所以近噴吹點的監測值迅速上升。當其擴散到液體上表面后隨著液體波動向另一側以及兩側運動,并在將近20s時刻到達另一側壁面下方,遠噴吹點的監測值上升,近噴吹點的監測值下降。

圖8 自定義變量的擴散過程
之后其又向噴嘴一側運動,致使近噴吹點的監測值再一次上升,最后達到穩定。
單透氣磚不同位置的壁面剪切力分布圖如圖9所示,可客觀反映透氣磚位置對鋼包使用壽命的影響情況。由圖9可知,隨著單氬透氣磚噴吹位置的偏移, 壁面剪切力逐漸向靠近噴嘴一側的壁面上方集中,并且剪切力的最大值逐漸增大。即:當透氣磚與包壁的距離減小時,鋼包近透氣磚一側的侵蝕越來越嚴重(透氣磚位于0.73R時,鋼包壁面剪切力最高0.063Pa),此情況與顧華志等人[9]的研究結果吻合。
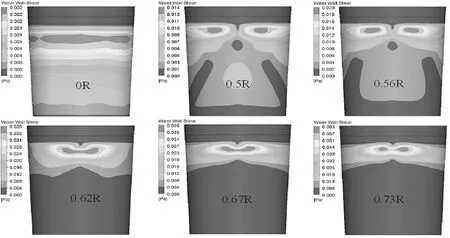
圖9 單透氣磚不同位置的壁面剪切力分布圖
平均壁面剪切力與單透氣磚位置的相關變化趨勢如圖10[10]所示。因此在選擇鋼包單透氣磚位置時,需綜合考慮,避免影響鋼包壽命,根據數模及水模實驗來看,單氬透氣磚安裝在0.62R~0.67R處是最優位置。

圖10 平均壁面剪切力與底氬位置的相關變化趨勢圖[10]
3 結論
(1)鋼包混勻時間隨透氣磚偏心距的增加而減小,一定范圍內隨吹氣量的增加而明顯減小,特別是流量由70L/h增加到130L/h時;當流量超過130L/h時,攪拌效果趨于平穩,對混勻時間影響不大;
(2)渣眼面積隨偏心距的增加而增大,在噴嘴位置靠近壁面時較大;壁面剪切力隨偏心距的增加逐漸向靠近噴嘴一側壁面的上方集中,平均壁面剪切力隨偏心距的增加呈指數形式增大,對壁面沖刷嚴重;
(3)單透氣磚位置在0.62R~0.67R時,有利于鋼包攪拌效果,并提升鋼包使用壽命。
[1]AniruddhaM,EricW.Detailedmodelingofgasflowinliquidsteel:bubblesizedistributionandvoidagecalculation[J].SteelResearchInternational, 2005, 76(1): 22-32.
[2]JohansenS,RobertsonD.Fluiddynamicsinbubblestirredladles:partI.experiments[J].MetallurgicalTransactionsB, 1988, 19B(5):745-754.
[3]JohansenS,BoysanF.Fluiddynamicsinbubblestirredladles:partII.mathematicalmodeling[J].MetallurgicalTransactionsB, 1988, 19B(5): 755-764.
[4] Shen J D, Zhao Y, Han G J. Design on optimization of argon bottom blowing of molten steel ladle[J].Procedia Engineering, 2011, 16(3): 284-290.
[5] Liu H P, Qi Z Y, Xu M G. Numerical simulation of fluid flow and interfacial behavior in three-phase argon-stirred ladles with one plug and dual plugs[J].Steel Research International, 2011, 82(4): 440-458.
[6] Guo D, Irons G. A water model and numerical study of the spout height in a gas-stirred vessel[J].Metallurgical and Materials Transactions B, 2002, 33B(3): 377-384.
[7] 黃書友,杜顯彬,王靜松等. 50T鋼包吹氬的物理模擬研究[C]. 2009 特鋼年會論文集, 2009:246-251.
[8] 李士琦,林綱,龐永剛等. 150噸桶型鋼包吹氬制度的反應工程學[J], 過程工程學報, 2008,8(1):27-30.
[9] 顧華志,黃奧,汪寧等.底吹氬鋼包內襯蝕損行為的數值模擬研究[J].武漢科技大學學報,2009,32(5):487-489.
[10] 周同軍,劉軍占,羅輝. 40 t鋼包渣線侵蝕研究與改進[J].寶鋼技術, 2016,3:27-31,45.
FLOW FIELD RESEARCH ON BOTTOM ARGON BLOWING OF 40 TON LADLE
Zhou Tongjun Liu Junzhan Luo Hui
(Baosteel Special Steel Co.,Ltd)
In order to improve argon blowing efficiency in a 40-ton ladle, numerical simulation and water simulation experiments of the bottom argon flow were performed. Relationships between the ladle mixing time, slag eye, and different blowing flow rates, and different blowing positions (0R, 0.56R, 0.62R, 0.67R) are discussed. Results show that the ladle mixing time decreased when the argon blowing brick distance (from bottom center of the ladle) increased, the 0.62R~0.67R is the best argon position for stirring, and decreased significantly when the blowing flow increased from 70 to 130 L/h. When the blowing flow increased and exceeded 130 L/h, the stirring effect tended to be stable, and there was little effect on the ladle mixing time. The slag eye area increased as the argon brick distance increased, and was larger when the argon blow brick was near the ladle wall. Wall shear stress significantly increased as the brick distance increased and was concentrated at the slag wall near the argon flow brick; this is called the most serious erosion wall. The average wall shear increased exponentially with increasing argon blowing brick distance.
numerical simulation ladle slag eye mixing time.
軍,工程師,上海市(200940),寶鋼特鋼有限公司;
2016—8—27
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
