H形鋁合金車輪輾鍛工藝研究
2016-02-21 05:14:18李建王利梅陳紅平孫惠學
汽車零部件 2016年12期
李建, 王利梅,陳紅平,孫惠學
(1.秦皇島燕大現代集成制造技術開發有限公司,河北秦皇島 066004;2.秦皇島戴卡興龍輪轂有限公司,河北秦皇島 066004)
H形鋁合金車輪輾鍛工藝研究
李建1, 王利梅2,陳紅平1,孫惠學1
(1.秦皇島燕大現代集成制造技術開發有限公司,河北秦皇島 066004;2.秦皇島戴卡興龍輪轂有限公司,河北秦皇島 066004)
針對傳統鋁車輪鍛造工藝中存在的壓力機噸位大、能耗高等問題,制定了鋁車輪輾鍛新工藝,僅采用3 500 kN的旋轉輾鍛機即獲得與傳統50~60 MN壓力機相同的鍛件,而且縮短了工藝流程,降低了生產成本。以H形車輪為例,對輾鍛過程進行有限元模擬,考察幾個關鍵因素對輾鍛成形力的影響,并進行了實際工藝試驗。結果表明:成形力隨著每轉下壓量P的減小而減小,隨模具及棒料溫度的降低而降低,終成形時模具下壓速度推薦控制在15 mm/s以內,批量生產時需要考慮增設模具隔熱及補溫裝置。試制得到的鍛件質量良好,驗證了工藝路線的正確性及可行性。
車輪;鋁合金;輾鍛
0 引言
輪轂作為車輛承載最重要的安全部件,它不僅承載汽車自身的質量,還要受到車輛在起動、制動時動態扭矩的作用,這就要求輪轂要有精度高、疲勞強度高、減震性好、質量輕和美觀等特點。鋁合金輪轂由于自身質量輕、外觀造型自由等優點已經取代鋼質車輪普遍應用于轎車輪轂上,質量的減輕使轎車的啟動、加速、制動性能有很大提高。鋁合金輪轂常用成形方法有鑄造和鍛造兩種,鍛造車輪相比鑄造車輪具有力學性能好、內部缺陷較少等優點,成為越來越多中、高端轎車及客車的首選[1-2]。
擺動輾壓,也稱輾鍛,日本學術界稱其為搖動鍛造[3]。擺動輾壓工藝是由美國在20世紀初首創,隨后英國、波蘭、瑞士、日本以及德國和蘇聯等國家也陸續研制擺輾機,我國關于擺輾機研究起步相對較晚,1972年上海電機鍛造廠開始研制擺輾機,并從事擺動輾壓成形工藝研究工作,1973年研制成功第一臺2 000 kN臥式擺輾機[4],由于加工相同鍛件,其輾壓力僅是常規鍛造方法變形力的1/5~1/20[5],而且鍛件尺寸精度和表面光潔程度高,因此輾鍛工藝達到了節材節能的目的。
作者針對傳統鋁車輪成形工藝中,存在的工藝路線長、生產成本高等問題,研發了采用低噸位、低能耗的旋轉輾鍛機配合旋壓工序的新工藝成形車輪,以H形鋁合金車輪為例通過有限元軟件模擬了輾鍛過程,考察了幾個關鍵因素對輾鍛成形力的影響,并采用某公司開發的3 600 kN鋁合金車輪輾鍛機進行了實際工藝試驗,得到了質量較好的鍛坯。
1 車輪輾鍛工藝
傳統的鋁合金車輪鍛造工藝路線圖如圖1 所示,可以看出傳統工藝需要輾鍛機、大噸位模鍛壓力機(1臺或2臺)、小噸位擴口壓力機、清洗設備、預機加機床、旋壓機等多臺設備,旋壓采用冷旋工藝,存在工藝路線長、設備投資大等問題。
圖1 傳統鋁合金鍛造車輪成形工藝路線
針對上述工藝中存在的問題制定了輾鍛配合旋壓的新工藝路線,如圖2所示,可以看出:從傳統的7步工序縮短至3步工序,工藝流程大幅度縮短,即僅采用一臺旋轉輾鍛機與傳統多設備多工序得到的鍛坯相同,因此減少了設備投資,降低了能耗。

圖2 鋁合金鍛造車輪輾鍛成形工藝路線
2 輾鍛過程有限元模擬
以一款66.67 cm(20寸)的H形車輪為例對其輾鍛成形過程進行有限元模擬,H形車輪鍛坯尺寸如圖3所示。在模擬分析過程中將上模設置為主動,坯料和下模設置為從動,軸向進給速度設置為5 mm/s,模擬得到的成形過程如圖4所示。可以看出:坯料在整個成形模擬過程中變形較為均勻,正側輪輞先成形,背腔側輪輞成形相對緩慢,整個成形中未發現折疊、渦流等鍛造缺陷。
圖3 H形車輪鍛坯圖
圖4 坯料輾鍛成形過程
3 輾鍛成形力影響因素分析
輾鍛機的上模和下模主軸之間具有一定傾角,大小一般為1~5°,在輾鍛過程中產生了偏心負載,較大的偏心負載將對設備的主軸、軸承等零部件產生較大的影響,因此降低工作過程中的輾鍛成形力既有利于降低設備損耗,又能延長模具的使用壽命。現采用有限元軟件分別分析每轉下壓量P、模具及坯料溫度3個因素對輾鍛成形力的影響。
3.1 每轉下壓量對成形力的影響
每轉下壓量P是指下模帶動坯料每旋轉一周,上模軸向進給的距離,單位為mm/r,每轉下壓量P可以按照如下公式表述:
其中:v為軸向進給速度,mm/min;ω為轉動角速度,r/min。
利用有限元軟件分別考察每轉下壓量P=7.5 mm/r、P=5 mm/r以及P=3 mm/r 3種情況時,上模輾鍛力的大小,試驗坯料選用6061鋁合金圓棒料,模具和料坯溫分別設置為400和450 ℃,有限元模擬詳細參數表如表1所示。
表1 模擬分析試驗參數表
分析得到的P與成形力關系如圖5所示,可以看出:成形力的大小隨每轉下壓量P減小而減小,當每轉下壓量為7.5 mm/r時,成形力約為4.5 MN,而每轉下壓量為3 mm/r時,成形力約為3.2 MN。現有的輾鍛機壓力為3.5 MN,下主軸轉速為400 r/min,所以此款車輪成形后期(輾鍛力劇增階段)模具的下壓速度推薦控制在15 mm/s以內。
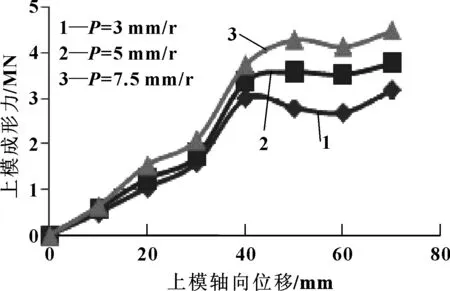
圖5 每轉進給量P與成形力的關系
3.2 模具及坯料溫度對成形力的影響
由于上模及下模分別安裝至輾鍛機的上、下工作臺,在工作過程中模具熱量逐步傳導到機體及外界空氣中,從而導致模具溫度逐步降低。先將坯料溫度保持不變,然后在模具溫度為400、350、300 ℃時刻,分析得到的模具溫度與成形力的關系如圖6所示。
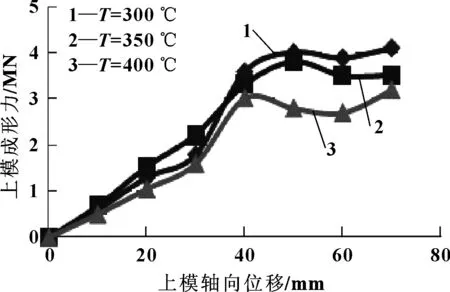
圖6 模具溫度與成形力的關系
從圖6中可以看出:成形力隨模具溫度的降低而增大,當溫度為300 ℃時刻,所需成形力大小上升到4.1 MN。因此在成形過程中模具溫度的變化是影響成形力的主要因素,批量生產時建議增設模具隔熱裝置以及補溫裝置,從而保證產品持續批量生產。料溫與成形力之間的關系如圖7所示。

圖7 料溫與成形力的關系
由于鋁合金的鍛造溫度范圍較窄,一般在150 ℃范圍內,溫度越低變形抗力越大,由圖7可以看出:隨著溫度降低,成形力由3.2 MN提升到了4.3 MN,因此嚴格控制出料溫度有利于輾鍛工藝的順利進行。
4 輾鍛試驗
參考有限元模擬獲得的工藝參數,采用該公司自行研制的鋁合金車輪3 500 kN輾鍛機進行成形試驗,輾鍛機如圖8所示,試驗毛坯質量為38 kg,毛坯加熱溫度設置為450 ℃,模具加熱溫度設置為400 ℃,輾鍛過程如圖9所示。

圖8 鋁合金車輪3 500 kN輾鍛機
圖9 H形車輪輾鍛過程
整個輾鍛時間約為40 s,成形后得到的H形輪坯如圖10所示,可以看出:H形輾鍛件的表面質量良好,兩側輪輞充型情況較好,未出現裂紋、折疊等缺陷,為后續成形工序提供了保障。

圖10 鋁合金H型車輪輾鍛毛坯
5 結論
(1)針對H形大尺寸車輪,提出了輾鍛配合旋壓的成形新工藝,傳統工藝成形出鍛坯需(50~60)MN壓力機,而采用新工藝成形出相同鍛坯僅需3 500 kN,因此該工藝降低了生產設備成本及能源損耗,并且延長了模具使用壽命。
(2)輾鍛成形力隨著每轉下壓量P的減小而減小,成形此款H形車輪,終成形時模具的下壓速度推薦控制在15 mm/s以內,輾鍛成形力隨模具及棒料溫度的降低而降低,批量生產時需要考慮增設模具隔熱及補溫裝置。
(3)實際工藝試驗得到了H形車輪輾鍛坯,成形時間為40 s/件,坯料充型飽滿,表面質量較好,因此也驗證了工藝的正確性和可行性。
【1】唐靖林,曾大本.面向汽車輕量化材料加工技術的現狀及發展[J].金屬熱加工(熱加工),2009(11):11-16. TANG J L,ZENG D B.Current Situation and Development of Handing Technology for Fight Metal Materials in Automobile Industry[J].MW Metal Forming,2009(11):11-16.
【2】朱利民.先進的鋁輪轂設計與制造技術[J].鋁加工,2008(2):45-47. ZHU L M.Advanced Design and Manufacture Technology for Aluminum Wheels[J].Aluminium Fabrication,2008(2):45-47.
【3】紀瀾.國外擺動輾壓工藝的發展概況[J].國外鍛壓,1973(2).
【4】胡亞民,伍太賓,趙軍華.擺動輾壓工藝及模具設計[M].重慶:重慶大學出版社,2008.
【5】張猛,胡亞民.擺輾技術[M].北京:機械工業出版社,1998:1-96.
Research on Production Process of H-type Aluminum Alloy Wheel
LI Jian1,WANG Limei2,CHEN Hongping1,SUN Huixue1
(1.Qinhuangdao Yanda Modern CIMS Technology Development Co., Qinhuangdao Hebei 066004,China;2.Qinhuangdao Dicastal Xinglong Wheel Co., Ltd., Qinhuangdao Hebei 066004,China)
Due to aluminum wheel traditional forging process exist large tonnage, high energy consumption, the aluminum wheels rotary forging new technology was established, using only 3 500 kN rotary forging machine to get same product with the traditional 50~60 MN press, then the process was shortened and the production cost was reduced. Taking H-type wheel as example, the rotary forging process was simulated to study the influences of several key factors on the forming force. The process test results show: the forming force is decreased with the decrease of each turn rolling reductionP,the forming force is decreased with the decrease of the mold and blank temperature; when the final forming, the recommended mold pressing speed should be controlled less than 15 mm/s; in mass production, thermal insulation device and temperature compensating device should be considered to add. Good quality forging is obtained, verifying the correctness and feasibility of the process route.
Wheel;Aluminum alloy;Rotary forging
2016-09-05
國家863計劃資助項目(2012AA040202)
李建(1985—),男,博士,工程師,主要研究方向為車輪成形工藝及設備。E-mail:cae006@163.com。
10.19466/j.cnki.1674-1986.2016.12.001
TG316.3
A
1674-1986(2016)12-003-04
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
