船體結(jié)構(gòu)焊接變形的控制與火工矯正探討
2016-02-16 02:35:17周海倫
工程建設(shè)與設(shè)計 2016年8期
周海倫
(福建省東南造船有限公司,福州 350015)
船體結(jié)構(gòu)焊接變形的控制與火工矯正探討
周海倫
(福建省東南造船有限公司,福州 350015)
焊接變形在船舶建造過程中是最常見的現(xiàn)象。結(jié)構(gòu)熔化時不均勻的熱輸入使結(jié)構(gòu)內(nèi)部產(chǎn)生應(yīng)力反應(yīng),由內(nèi)拘束度和外拘束度而影響熱源周圍的金屬運動,最終形成焊接應(yīng)力的變形。采取正確的控制措施,合理的對變形進(jìn)行矯正,對縮短船舶建造周期,提高船舶建造質(zhì)量具有重要意義。
船體結(jié)構(gòu),焊接應(yīng)力,焊接變形,變形控制,火工矯正,機(jī)械矯正。
【DOI】10.13616/j.cnki.gcjsysj.2016.07.095
1 引言
船舶是由船體結(jié)構(gòu)通過焊接熔合的方式連接在一起組合而成的。各金屬結(jié)構(gòu)通過電能與焊接設(shè)備使焊劑與母材溶化而重新熔合在一起。從焊接過程可以看出結(jié)構(gòu)局部不均勻的熱輸入使其內(nèi)部溫度場也隨之發(fā)生了不同的變化,吸熱就會膨脹,冷卻就會收縮,從而產(chǎn)生很大的焊接應(yīng)力。焊接應(yīng)力在結(jié)構(gòu)內(nèi)部如果不能有效釋放掉就會使結(jié)構(gòu)產(chǎn)生局部和整體變形,最后會造成結(jié)構(gòu)精度不合要求、結(jié)構(gòu)失穩(wěn)、強(qiáng)度達(dá)不到設(shè)計要求等嚴(yán)重后果,給下一階段的各工種帶來裝配精度問題,如導(dǎo)致拉中數(shù)據(jù)誤差偏大、船體結(jié)構(gòu)局部振動,管電放樣不準(zhǔn)確等一系列問題。
2 船體結(jié)構(gòu)的焊接變形成因
焊接時局部不均勻的熱輸入是產(chǎn)生焊接應(yīng)力與變形的決定因素。而熱輸入是通過材料因素、制造因素和結(jié)構(gòu)因素所構(gòu)成的內(nèi)拘束度和外拘束度而影響熱源周圍的金屬運動,最終形成焊接應(yīng)力的變形。材料因素是指材料的各項性能指標(biāo),一般情況下不能人為的改變,制造因素是指人的活動行為造成的,可以改變,結(jié)構(gòu)因素是設(shè)計問題造成的。產(chǎn)生焊接變形最基本和最本質(zhì)的因素是焊接過程中的熱變形和焊接構(gòu)件的剛性條件,在焊接過程中的熱變形受到了構(gòu)件剛性條件的約束,出現(xiàn)了壓塑性變形。與熱變形有關(guān)的因素有焊接工藝方法﹑焊接參數(shù)﹑焊縫數(shù)量和斷面大小﹑施焊方法﹑材料的熱物理性能等,與構(gòu)件剛性有關(guān)的因素有尺寸和形狀﹑胎夾具的應(yīng)用﹑裝配焊接程序等。由于實際生產(chǎn)過程中焊接是一個非常復(fù)雜的過程,影響焊接變形的不可知因素還有很多想完全照出是不可能的,只有根據(jù)主要因素采取相應(yīng)調(diào)節(jié)措施,以達(dá)到預(yù)防和控制焊接變形的目的。
3 控制焊接變形的方法
由于焊接變形有可能造成嚴(yán)重的后果,我們在船舶建造過程中必須做好對船體變形的控制,盡量減少變形,預(yù)防超標(biāo)準(zhǔn)的變形情況出現(xiàn)。現(xiàn)采取以下方法來控制焊接變形:
3.1 采用合理的焊接順序和方向
(1)焊接平面上的焊縫,要保證縱向焊縫和橫向焊縫(特別是橫向)能夠自由收縮。如焊對接焊縫,焊接方向要指向自由端。(2)先焊收縮量較大的焊縫,如結(jié)構(gòu)上有對接焊縫,也有角焊縫,應(yīng)先焊收縮量較大的對接焊縫。(3)先焊橫向短焊縫。(4)工作時應(yīng)力較大的焊縫先焊,使內(nèi)應(yīng)力分布合理。(5)交叉對接焊縫焊接時,必須采用保證交叉點部位不易產(chǎn)生缺陷的焊接順序。T型焊縫和十字焊縫焊接時,應(yīng)該將交叉處先焊的焊縫鏟干凈,才能使T型焊縫和十字捍縫的橫向收縮比較自由,有助于避免在焊縫的交點處產(chǎn)生裂紋。
3.2 設(shè)計合理的工藝措施
(1)選擇合理的焊縫尺寸:焊縫尺寸增加,變形隨之增大,但是過小的焊縫尺寸將降低結(jié)構(gòu)的承載能力,并使焊接接頭的冷卻速度加快,熱影響區(qū)硬度增高,容易產(chǎn)生裂紋等缺陷,因此應(yīng)在滿足結(jié)構(gòu)承載能力和保證焊接質(zhì)量的前提下,隨著板的厚度來選取工藝上可能選用的最小的焊縫尺寸。(2)盡量減少焊縫數(shù)量;適當(dāng)選擇板的厚度,減少肋板數(shù)量,從而可減少焊縫和焊接后變形的校正量,如薄板結(jié)構(gòu)件,可用壓型結(jié)構(gòu)代替肋板結(jié)構(gòu),以減少焊縫數(shù)量,防止或減少焊后變形。(3)合理安排焊縫位置:焊縫對稱于焊件截面的中性軸或使焊縫接近中性軸均可減少彎曲變形。(4)預(yù)留收縮余量:焊件焊后縱向橫向收縮變形可通過對焊縫收縮量的估算,在設(shè)計時預(yù)先留出收縮余量進(jìn)行控制。(5)留出裝焊卡具的位置:在結(jié)構(gòu)上留有可裝焊夾具的位置,以便在焊接過程中可利用夾具來控制技術(shù)變形。
3.3 反變形法
(1)板厚8~12mm鋼板單邊V型坡口對接焊,裝配時反變形1.5°焊接后幾乎無角變形。(2)工字梁焊后因橫向收縮引起的角變形,若采用焊前預(yù)先把上、下蓋板壓成反變形(塑性變形),然后裝配后進(jìn)行焊接,即可消除上、下蓋板的焊后角變形。但是上下蓋板反變形量的大小主要與該板的厚度和寬度有關(guān),同時還與腹板厚度和熱輸入有關(guān)。(3)海工船/集裝箱船的管接頭都集中在上部,焊后引起彎曲變形所以要借用強(qiáng)制反變形夾緊裝置,并配以對稱均勻加熱的痕跡順序,交替跳焊法這樣采用了在外力作用下的彈性反變形再配合以合理的受熱的施焊順序,焊后基本上可消除彎曲變形。(4)在線型放樣中及胎架上施放反變形量。根據(jù)經(jīng)驗,一般可在縱向每檔肋距加放1mm的焊接收縮量;橫向每檔肋距加放0.5mm,可較好地抵消總尺寸的縮短。
3.4 剛性固定法
焊前對焊件采用外加剛性拘束,強(qiáng)制焊件在焊接時不能自由變形。(1)焊接法蘭時,將2個法蘭背對背地固定可有效地減少角變形。(2)薄板對接時,在何方四周用壓鐵,防止薄板焊后產(chǎn)生波浪變形。在焊后,當(dāng)外加拘束去除后,焊件上仍會殘留稍許變形,但比原來要少得多,該方法會使焊件中產(chǎn)生較大的焊接應(yīng)力,故對焊后易裂的材料應(yīng)慎用。
3.5 散熱法
焊接時用強(qiáng)迫冷卻的方法將焊接區(qū)的熱量散走 (用噴水冷卻法),迫使受熱面積大為減小,從而達(dá)到減少變形的目的。如利用散熱法可減少焊接變形,但它不適應(yīng)焊接淬硬性較高的焊件。
3.6 自重法
如工字梁上部焊縫多于下部焊縫,焊后工字梁將向上彎曲。如將如工字梁翻身擱置將兩支墩點置于兩端點,可利用梁的自重彎曲趨勢逐漸抵消焊后的彎曲變形,梁在放置一定時間后,將會平直或僅有少量彎曲變形,關(guān)鍵是兩支墩點的距離必須選擇恰當(dāng)。
4 結(jié)構(gòu)焊后變形的矯正措施
當(dāng)構(gòu)件焊接后,只能通過矯正措施來減小或消除已發(fā)生的殘余變形。焊后矯正措施主要分為火工矯正法和機(jī)械矯正法。文章只研究了局部火工矯正法,因PSPC涂裝工藝的要求不適宜對船體進(jìn)行整體火工,即便是局部火工也不能做太大面積。局部熱矯正多采用火焰對焊接構(gòu)件局部加熱,在高溫處,材料的熱膨脹受到構(gòu)件本身剛性制約,產(chǎn)生局部壓縮塑性變形,冷卻后收縮,抵消了焊后部位的伸長變形,達(dá)到矯正目的。
火工矯正法有以下幾種方法:
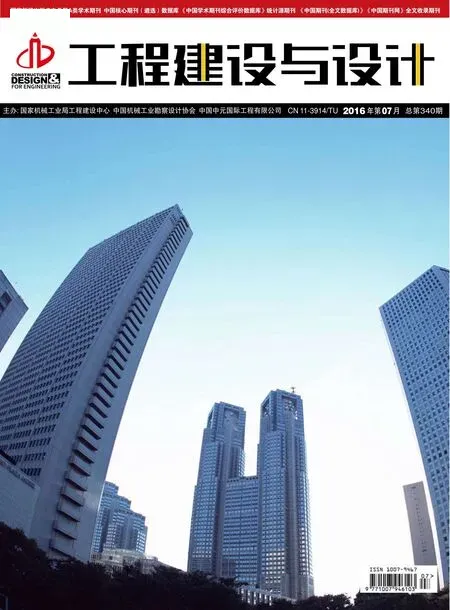
1)圓正法。此法是在板材產(chǎn)生變形的地方,用氧-乙炔焰圓環(huán)游動,使之均勻地加熱成圓點狀。火圈溫度到800℃呈淡紅色時,用冷水直吹圓點中心位置使其冷卻,當(dāng)火圈呈暗紅色時冷水暫停繼續(xù)加熱呈紅色在用水冷卻,直至變形區(qū)域調(diào)平結(jié)束。用此法矯正板材時,不能將火圈直接布置在變形最高點,不然的話會使矯正質(zhì)量受到影響。必須從變形小的地方開始向變形大的地方進(jìn)行,這樣就可逐步將變形最高處的擾度減小。研究認(rèn)為火圈直徑選擇不宜過大或過小,過大易使火圈表面皺褶;過小會使周圍剛性過大而產(chǎn)生很大的局部平面應(yīng)力,甚至造成龜裂。如圖1所示。
2)條狀加熱矯正法。此法加熱軌跡成粗線條裝,是用氧-乙炔焰作直線單向移動,使加熱形狀呈粗線條狀。這種方法的特點是橫向收縮量比縱向收縮量約大3倍,掌握運用得當(dāng)能用較小的加熱面積獲得良好效果,工作效率比圓點加熱法高一倍。如圖2所示。
3)螺旋帶狀火圈加熱矯正法。此法的特點是加熱帶成螺旋狀,是在骨架的背面,用氧-乙炔焰以螺旋式單向游動加熱,加熱到火焰呈淡紅色800℃左右,同時在加熱處噴冷水加以冷卻。實踐證明,用這種方法矯正8mm厚度以上的外板的角變形有明顯效果。如圖3所示。
4)格狀加熱矯正法。此法是用2次以上條裝加熱的方法使其軌跡線相互交叉成網(wǎng)格狀,再軌跡線上用水冷卻,使變形處冷卻而達(dá)到目的。如圖4所示。
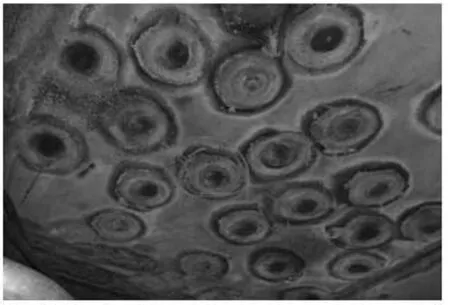
圖1 圓正法
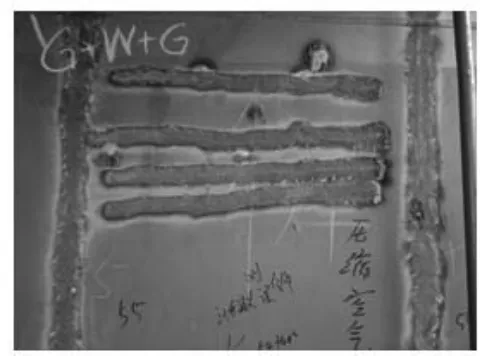
圖2 條狀加熱矯正法
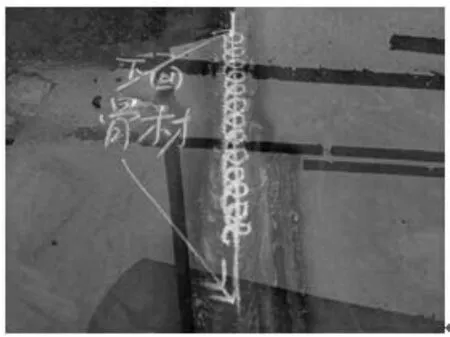
圖3 螺旋帶狀火圈加熱矯正法
5)波浪線加熱矯正法。此法是在板材的凹或凸處用波浪游走的方式,使加熱軌跡線呈波浪形的矯正方法,在加熱的同時也要用水冷卻,溫度不宜加熱過高。此法一般用在板材較厚的地方。如圖5所示。

圖4 格狀加熱矯正法
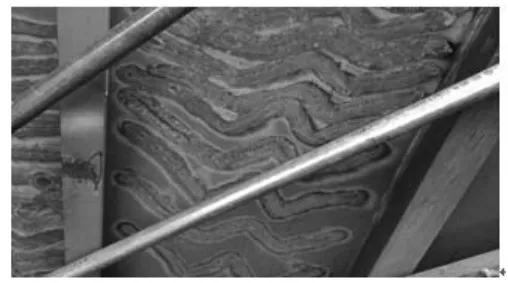
圖5 波浪線加熱矯正法
此外,還有利用機(jī)械力或沖擊能等進(jìn)行焊接變形矯正,這種矯正變形的方法是在室溫下進(jìn)行的,結(jié)構(gòu)件無需加熱。包括靜力加壓矯直法、焊縫滾壓法、錘擊法等。
5 結(jié)語
綜上所述,船舶建造過程中船體結(jié)構(gòu)經(jīng)常會因各種因素產(chǎn)生變形,如焊接、吊裝、運輸?shù)纫蛩匾鹱冃问遣豢杀苊獾?不論何種變形都只能采取有效的方法和措施控制,對超出公差要求的變形進(jìn)行矯正,或采用物理的方法,或采用火工的方法等新工藝新方法加以矯正,從而保證船體強(qiáng)度和使用性能,同時又滿足經(jīng)濟(jì)性能要求。
【1】紀(jì)卓尚等.船舶制造工藝力學(xué)[M].北京:國防工業(yè)出版社,2005.
【2】李占文﹑李樹立.焊接結(jié)構(gòu)變形控制與矯正[M].北京:化學(xué)工業(yè)出版社,2008.
【3】劉竹.船體結(jié)構(gòu)焊接變形的矯正[J].科技與生活刊物,2010(12):3-6.
【4】王承權(quán).船體結(jié)構(gòu)的焊接變形[M].北京:國防工業(yè)出版社,1978.
【5】孫維善.船舶焊接[M].北京:國防工業(yè)出版社,1992.
【6】張子睿.船體火工高級工培訓(xùn)教程[M].哈爾濱:哈爾濱工程大學(xué)出版社,2007.
【7】黃鎮(zhèn).船體火工[M].北京:國防工業(yè)出版社,2008.
Hull Structure of Welding Deformation Control and Flame Deformation Correction
ZHOUHai-lun
(ShipBuildingCo.Ltd.,SoutheastofFujianProvince,Fuzhou350015,China)
Welding deformation is one of the most common phenomenon in the process of ship construction.When the structure is melted ,the internal structure generates stress reaction due to uneven heat transfer,mental movement around the heat is influenced because of the limited degree and the constraint degree ,finally the welding stress deformation is formed. Proper control measures and reasonable correction to deformation have an important significance in shorteningtheshipbuildingcycleandimprovingthequalityofshipconstruction.
hullstructure;weldingstress;weldingdeformation;deformationcontrol;firerectification;mechanicalcorrection
U671.8
B
1007-9467(2016)07-0150-02
2016-6-23
周海倫(1978~),男,山東單縣人,船舶建造工程師,從事船舶建造及檢驗研究,(電子信箱)13305009625@163.com。
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01