20鋼熱浸鍍鋁工藝及力學性能研究
2016-02-14 02:01:26黃元林孫曉峰
裝甲兵工程學院學報 2016年6期
黃元林, 孫曉峰
(裝甲兵工程學院裝備維修與再制造工程系, 北京 100072)
20鋼熱浸鍍鋁工藝及力學性能研究
黃元林, 孫曉峰
(裝甲兵工程學院裝備維修與再制造工程系, 北京 100072)
為提高20鋼的防腐、耐熱及抗高溫氧化性能,以6%KF+2%ZnCl2為助鍍劑,在其表面形成熱浸鍍鋁鍍層,采用掃描電子顯微鏡(Scanning Electron Microscopy, SEM)、HVS-1000顯微硬度計和Nano-2000 納米壓痕儀等對該鍍層分別進行了表面形貌與組織結構觀察、顯微硬度與納米硬度測量及彈性模量測量等。結果表明:該鍍層由表層的鋁層及次表層的鐵鋁合金層組成,表面及剖面均無開裂與漏鍍現象,鍍層與基體之間為冶金結合;隨著浸鍍時間的延長,鋁層厚度變化不明顯,而鐵鋁合金層厚度呈拋物線增長;測得鋁層顯微硬度為57.6HV0.03,納米硬度為2.3GPa,鐵鋁合金層的顯微硬度為781.5HV0.1,納米硬度為9.2GPa;鐵鋁合金層與20鋼基體彈性模量基本相當,其平均值均為223GPa。
20鋼; 熱浸鍍鋁; 硬度; 顯微結構
鋼鐵表面熱浸鍍鋁是將鋼鐵材料或零件浸入鋁液中,在鋼鐵表面形成鐵鋁擴散層及鍍液層[1-2],從而提高其耐腐蝕[3-4]、耐熱及抗高溫氧化等諸多性能[5-6]。筆者采用熔劑法研究20鋼在純鋁鍍液中熱浸鍍鋁工藝,并采用掃描電子顯微鏡(Scanning Electron Microscopy,SEM)、顯微硬度計等表征手段檢測分析浸鋁鍍層剖面的組織結構及顯微硬度等,為該技術的推廣應用提供科學的參考依據。
1 實驗部分
1.1 實驗材料與方法
選用20鋼為基體材料,試塊尺寸為20mm×30mm×4mm,試樣表面經磨床和砂紙打磨至表面粗糙度Ra≈0.1μm。熱浸鍍原料為純鋁錠(ω(Al)≥99.5%)。熱浸鍍加熱設備為井式電阻爐,將純鋁錠放在鐵坩堝里加熱到設定溫度730 ℃,浸鍍時間為1~6min。20鋼試樣熱浸鍍工藝流程為:丙酮清洗脫脂→水洗→酸洗除銹→水洗→助鍍處理→干燥→熱浸鍍鋁→后處理→水洗→干燥。
采用HVS-1000顯微硬度計測量顯微硬度,其中:鋁層載荷F=250mN,加載時間t=10s;鐵鋁合金層載荷F=1N,t=10s。采用Nano-200 納米壓痕儀(美國安捷倫生產)測量納米硬度,其中:鋁層最大載荷Lmax=20mN,鐵鋁合金層的最大載荷Lmax=60mN。微觀形貌觀察采用Nova Nano-SEM650型場發射掃描電子顯微鏡,其中掃描電壓U=10kV。采用DSX-100光學數碼顯微鏡從剖面測量涂層厚度,同一深度均勻測5處取其平均值。
1.2 水溶液助鍍劑的優選
水溶液助鍍劑的選擇直接影響熱浸鍍鋁層的質量,助鍍處理可使凈化的鋼鐵表面在鍍鋁前先黏附一層完整無隙的助鍍劑保護膜,這樣可避免鋼基體表面在放入鍍液過程中不被爐內高溫氣體所氧化污染,進而影響浸鍍效果。
目前,水溶液助鍍劑可分為氟化物、氯化物和氧化物3大類[1]。在生產實踐中,經常將氟化物和氯化物組合使用。為尋求最適合20鋼的助鍍劑,配備不同比例的氟化物和氯化物的混合物作為助鍍劑,具體配方如表1所示,其溶液溫度為70 ℃,浸泡時間為2min。
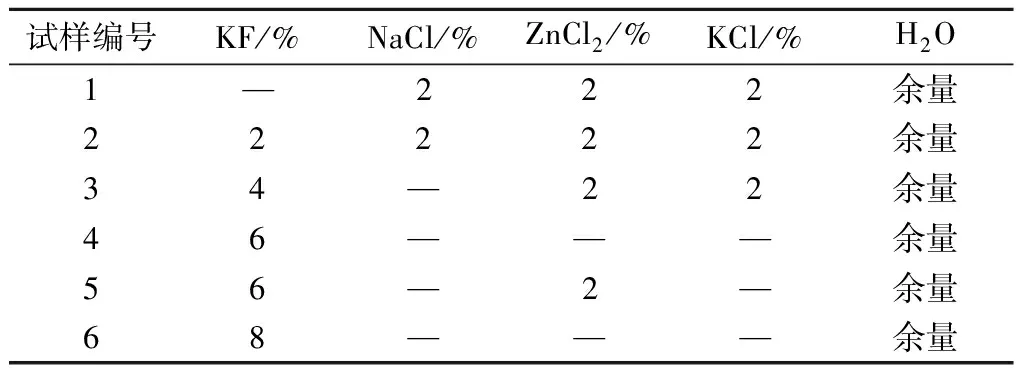
表1 助鍍劑水溶液配方
1.3 鋁液表面覆蓋劑的選擇
在高溫情況下,如果將鋁液直接與空氣接觸,鋁液表面會很容易形成一層氧化鋁膜層。當試樣浸入或提出鋁液時,這層氧化膜就會附著在試樣表面,易造成漏鍍且影響鍍層外觀,進而破壞鍍層組織結構,因此必須防止鋁液表面產生氧化鋁膜層。
實驗采用含氯化物的混合物作為鋁液表面覆蓋劑,其具體成分為:ω(KCl)=46%,ω(NaCl)=46%,ω(Na3AlF6)=8%,其中Na3AlF6在高溫下容易分解為NaF和AlF3,氟化物主要起精煉作用。
2 結果與討論
2.1 助鍍效果
表2為助鍍實驗結果,可以看出:只有試樣1出現局部漏鍍,這與其未含氟化物(KF)有關;試樣2-6均能成功熱浸鍍,其中試樣5熱浸鍍效果最好,鍍層無漏鍍且表面光滑,說明試樣5最適合作為20鋼的助鍍劑。適量的KF和ZnCl2的助鍍機理[1]為:其能在鋼基體表面形成連續完整且無孔隙的保護膜;浸鋁時能立即從鋼表面脫除;對出現的一些氧化物有吸附熔解作用;改善鐵基體與鋁液之間的界面潤濕,活化鋼基體表面。
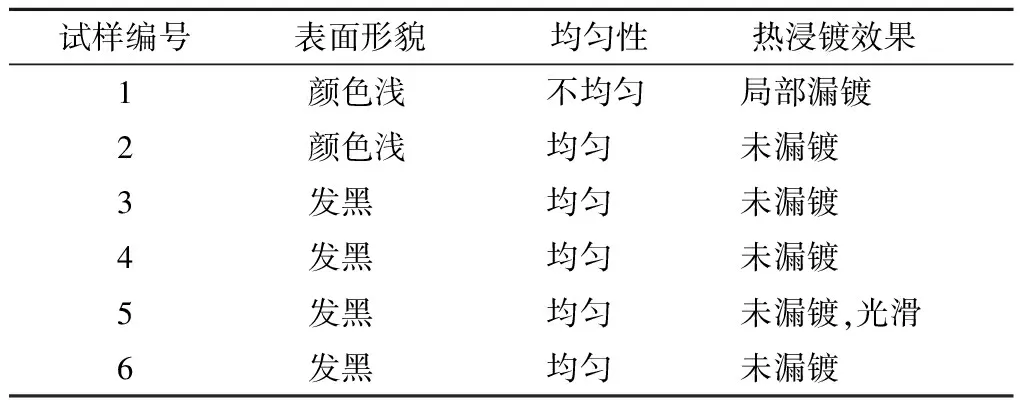
表2 助鍍實驗結果
2.2 表面微觀形貌與組織
圖1為試樣5鍍層表面形貌SEM圖,可見:熱浸鍍鋁表面無針孔和開裂現象,其組織為α相Al及FeAl3(圖1(b)中白色短棒)組織,其中Fe元素來源于鐵坩堝及鋼基體。
2.3 剖面形貌及EDS元素分布
圖2為鍍層剖面形貌SEM圖,該試樣浸鍍時間為2min。可以看出:鍍層由外往里由鋁層(厚度約55~70μm)及鐵鋁合金層(厚度約43~57μm)組成,鋁層與合金層無明顯分界線,合金層與基體界面呈鋸齒狀,整個剖面無微裂紋及孔洞現象。圖3為鍍層剖面EDS能譜圖,可見:鋁層與鐵鋁合金層界面鋁元素呈斜線過渡狀態。圖2中的鋸齒狀現象及圖3中鋁元素呈斜線過渡狀態表明:鋁液與鋼基體發生了部分融化及相互滲透,鍍層與基體之間呈冶金結合。
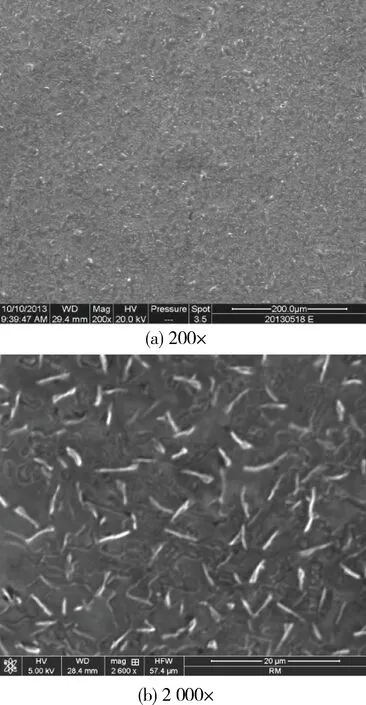
圖1 熱浸鍍鋁層表面形貌SEM圖
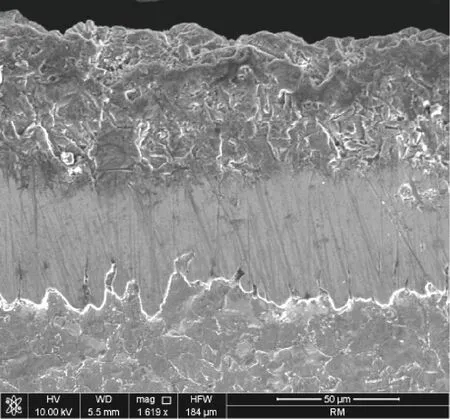
圖2 熱浸鍍鋁層剖面形貌SEM圖
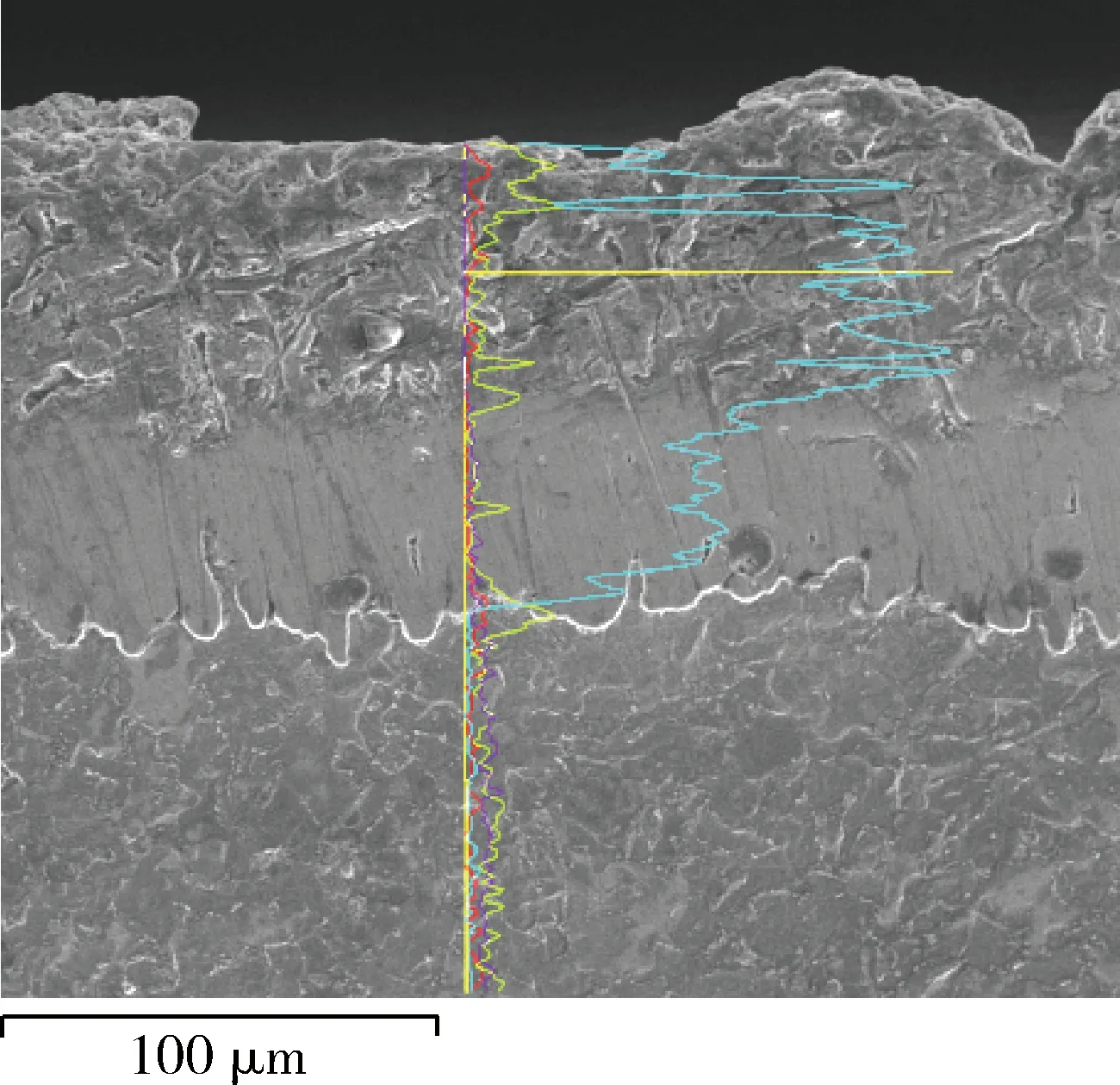
圖3 熱浸鍍鋁層剖面EDS能譜圖
2.4 熱浸鍍時間對鍍層厚度的影響
表3為不同浸鍍時間下鍍層厚度的測量結果,圖4為鐵鋁合金層厚度與浸鍍時間的關系曲線。可見:20鋼基體在730 ℃下浸鍍鋁1min后,鐵鋁合金層厚度達42.6μm;隨著浸鍍時間的延長,鐵鋁合金層厚度增大,且呈拋物線增長,浸鍍6min時厚度達90.9μm,但鋁層厚度變化不明顯。這是因為:鋁層是由試樣從鋁液中提取時黏附在其表面的鋁液凝固而成,而鐵鋁合金層為鋁鐵元素互相擴散后形成的金屬間化合物,前者的厚度與鋁液的黏稠度有關,與浸鍍時間關系不大,而后者與浸鍍時間密切相關(因為元素間的擴散需要一定的時間)。
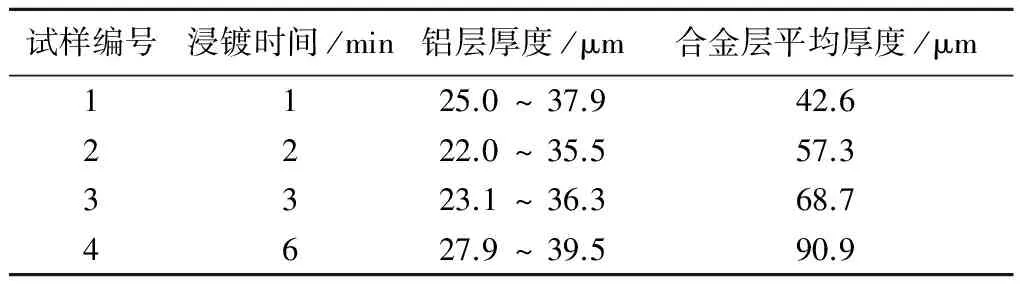
表3 不同浸鍍時間下鍍層厚度的測量結果
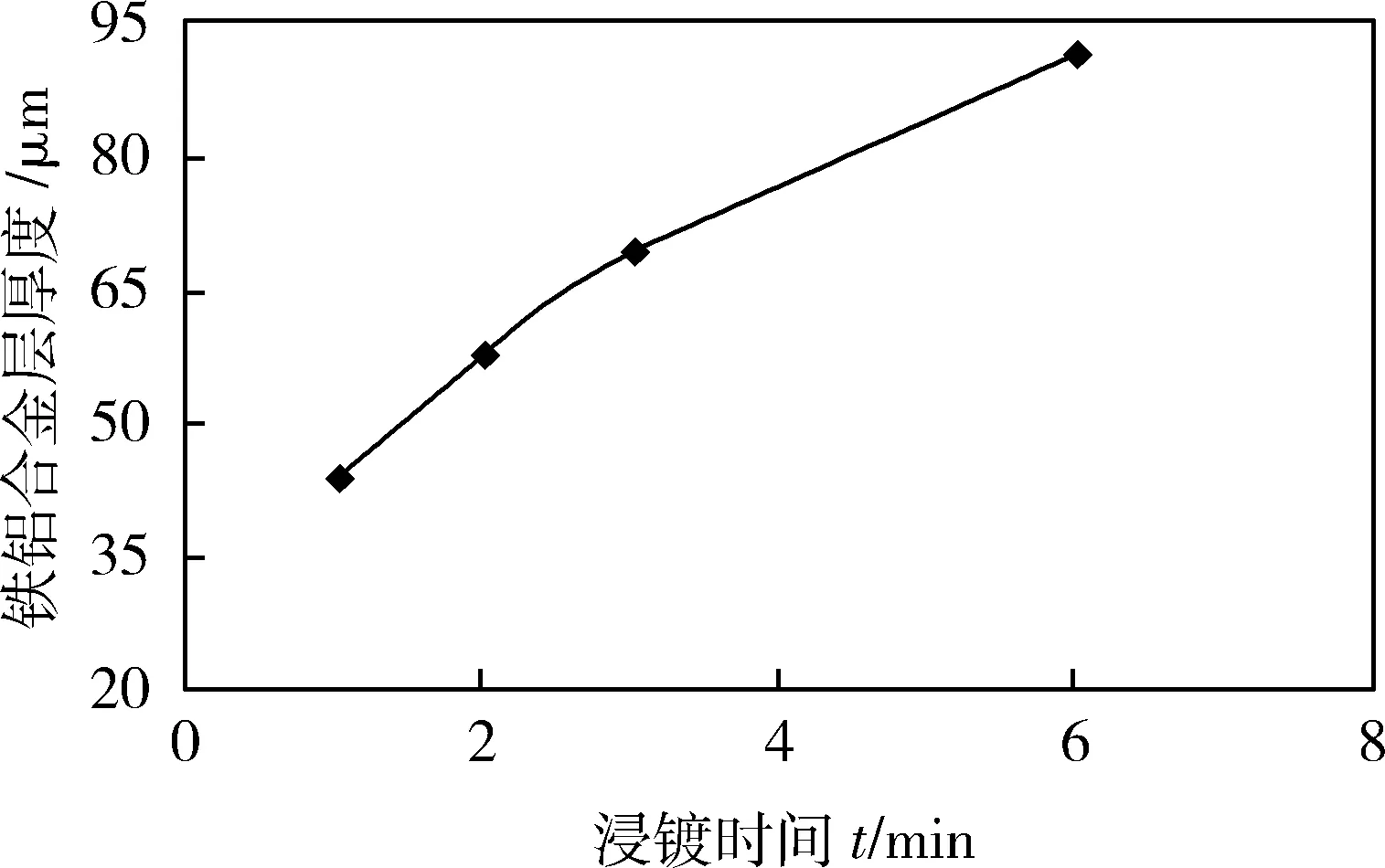
圖4 鐵鋁合金層厚度與浸鍍時間的關系曲線
2.5 顯微硬度
表4為在不同浸鍍時間下鍍層顯微硬度測量結果。可看出:浸鍍時間對鋁層及鐵鋁合金層顯微硬度值影響不大,鋁層平均顯微硬度為57.6HV0.03,鐵鋁合金層的平均顯微硬度為781.5HV0.1。由于鐵鋁合金層為Al86Fe14金屬間化合物[7],屬于復合結構,因此其硬度比鋁層硬度提高了十幾倍。
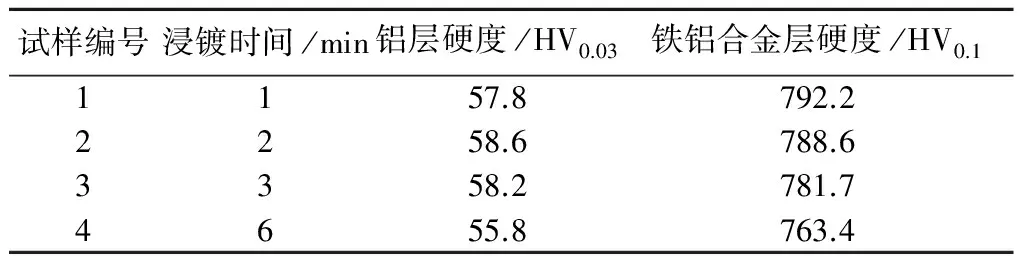
表4 不同浸鍍時間下鍍層顯微硬度的測量結果
2.6 納米硬度及彈性模量
表5為鍍層的納米硬度及彈性模量測試結果。可以看出:鐵鋁合金層的彈性模量與20鋼基體彈性模量相當,但其納米硬度為20鋼基體納米硬度的近4倍。這說明:與基體相比,鐵鋁合金層原子間的結合強度相當,但其機械強度大幅提高,即抗塑性變形的能力得到提高。

表5 鍍層的納米硬度及彈性模量測試結果 GPa
3 結論
經試驗優選出6%KF+2%ZnCl2為熱浸鍍的助鍍劑,以46%KCl+46%NaCl+8%Na3AlF6混合物為鋁液表面覆蓋劑,采用熔劑法在20鋼表面熱浸鍍鋁鍍層。結果發現:鍍層最外的表層組織為α相Al及短棒狀的FeAl3,次表層的鐵鋁合金層與基體界面呈鋸齒狀,剖面鋁元素呈過渡狀態;其剖面顯微硬度呈現內層(鐵鋁合金層)硬而外層(純鋁層)軟的狀態,無脆裂和漏鍍現象;鍍層與基體結合性能與力學性能良好。該技術可直接推廣應用,同時可為20鋼進一步微弧氧化奠定基礎。
[1] 王光文,劉炳,石傳美.熔劑法熱浸鍍鋁工藝研究現狀及發展[J].中國表面技術,2008,37(5):75-78.
[2] 劉雪民,易大偉,劉炳,等.熱浸鍍鋁技術的研究應用與發展[J].材料保護,2008,41(4):47-50.
[3] 石玉,宋天民,張國福,等.20鋼整體熱浸鍍鋁管束的腐蝕性能研究[J].材料保護,2007,40(6):63-65
[4] 孫偉,蔡啟舟,羅強.RE對熱浸鍍鋁組織及其耐腐蝕性能的影響[J].中國表面工程,2010,23(6):24-29.
[5] 鄭毅然,李國喜,謝鵬飛.1Cr18Ni9Ti熱浸鍍鋁擴散層的抗氧化性[J].中國腐蝕與防護學報,2001,21(4):210-213.
[6] 丁毅,魏無際,周永璋.Q235鋼熱浸滲鋁層的組織結構和耐高溫腐蝕性能[J].材料保護,2001,34(10):17-18.
[7] 黃元林,孫曉峰,李占明,等.20鋼基體表面熱浸鍍鋁加微弧氧化復合處理研究[J].裝甲兵工程學院學報,2015,29(3):105-107.
(責任編輯: 尚菲菲)
Study on Technology and Mechanical Performance of Hot Dipping Aluminum Coating on 20 Steel Substrate
HUANG Yuan-lin, SUN Xiao-feng
(Department of Equipment Maintenance and Remanufacture Engineering, Academy of Armored Force Engineering, Beijing 100072, China)
20 steel samples are hot dipped aluminum coating on their surfaces in order to improve their corrosion-resistance, heat-resistance and high-temperature oxidation-resistance by a fluxing agent of 6% KF+2% ZnCl 2. The morphology, construction, micro-hardness, nano-hardness and modulus of the coating are investigated by Scanning Electron Microscopy (SEM), HVS-1000 hardness instrument and Nano-2000 nano-indenter. The results show that the coating is made of aluminum layer and Fe-Al-alloy layer from surface to inside. There are no leakages or cracks on the surface and cross-section of the coating. The bonding pattern between coating and substrate is metallurgical bond. As the hot dipping time increases, the thickness of aluminum layer doesn’t change obviously, but the thickness of Fe-Al-alloy layer increases parabolically. The average micro-hardness of the aluminum layer is 57.6 HV0.03and its nano-hardness is 2.3 GPa. The average micro-hardness of the Fe-Al-alloy layer is 781.5 HV0.1and its nano-hardness is 9.2 GPa. The average modulus of Fe-Al-alloy layer and 20 steel substrate are both 223 GPa.
20 steel; hot dipping aluminum; hardness; microstructure
2016-06-25
軍隊科研計劃項目
黃元林(1971-),女,助理研究員,碩士。
TG451+.1
:ADOI:10.3969/j.issn.1672-1497.2016.06.022
1672-1497(2016)06-0117-04